Analyse du processus de cisaillement de la cisaille
D'après mon expérience de travail avec machines à cisaillerJ'ai approfondi l'analyse du processus de cisaillage afin d'améliorer l'efficacité et la précision de la fabrication des métaux. Comprendre la mécanique du processus de cisaillage est essentiel pour optimiser les performances et obtenir des coupes de haute qualité. En examinant des facteurs tels que la conception de la lame, les propriétés des matériaux et les réglages de la machine, j'ai pu identifier les principaux axes d'amélioration. Dans cet article, je partagerai mes connaissances sur l'analyse du processus de cisaillage de la cisaille, fournissant des informations précieuses qui pourront aider les débutants comme les professionnels expérimentés à améliorer leurs opérations.
Tôle et plaque machines à cisailler Elles sont utilisées dans de nombreuses opérations de fabrication et de tôlerie. Avant de choisir une cisaille, plusieurs facteurs doivent être évalués, notamment le type de cisaille, la capacité requise, les options d'amélioration de la productivité et la sécurité.
Le type de cisaillement est déterminé par de nombreux facteurs, notamment la longueur du matériau qu'il peut traiter ainsi que l'épaisseur et le type de matériau qu'il peut couper.
Les cisailles se divisent en plusieurs types, selon leur conception et les systèmes d'entraînement utilisés. Deux types de cisailles à équerrer motorisées sont courants : la guillotine (également appelée unité coulissante) et la poutre pivotante.
Conception de cisaillement
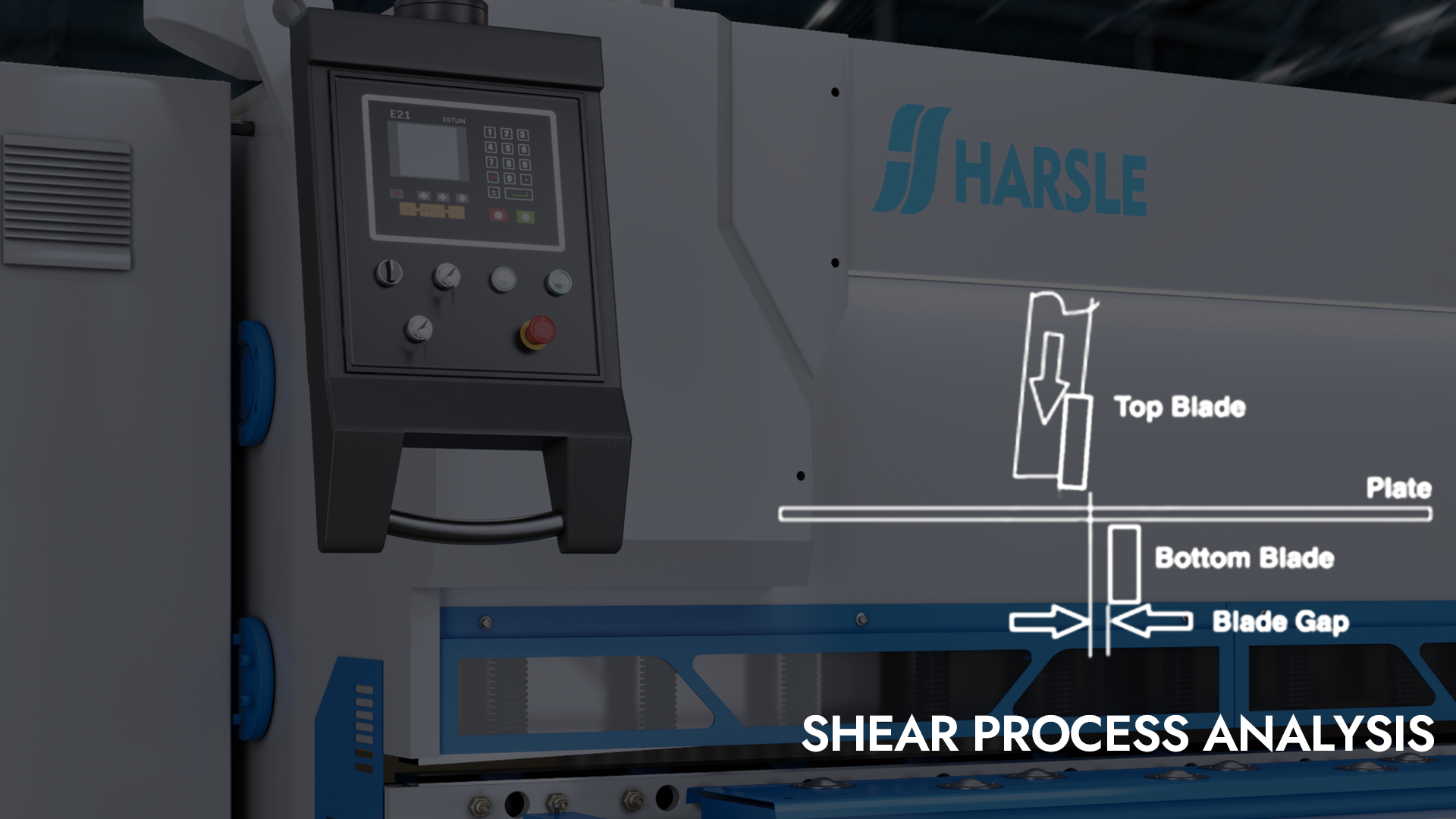
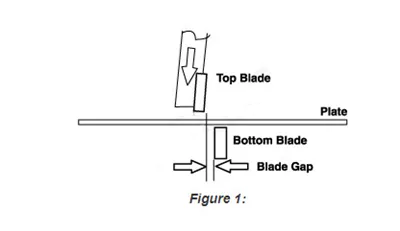
La conception de la guillotine (voir figure 1) utilise un système d'entraînement pour abaisser la lame mobile et la maintenir dans une position presque parallèle à la lame fixe pendant toute la course. Les machines à guillotine nécessitent un système de calage pour maintenir les lames en position correcte lors de leur passage.
La conception à poutre pivotante (voir figure 2) utilise l'un des systèmes d'entraînement pour faire pivoter la lame mobile vers le bas sur des roulements à rouleaux. Cela élimine le besoin de cales ou de dispositifs pour maintenir les lames en position correcte lors de leur passage.

Systèmes d'entraînement par cisaillement
Le système d'entraînement actionne la lame mobile à travers le matériau pour effectuer la coupe. Il existe cinq types de systèmes d'entraînement : à pédale ou manuel, pneumatique, mécanique, hydromécanique et hydraulique.
Cisaille à pied.
Une cisaille à pied s'enclenche lorsque l'opérateur appuie sur une pédale pour actionner la lame et effectuer la coupe. Les cisailles à pied sont couramment utilisées pour les applications de tôlerie jusqu'à une capacité de calibre 16 environ et des longueurs allant jusqu'à 2,4 m (8 pieds). Cependant, les machines de 2,4 m (8 pieds) sont moins courantes que celles de capacité inférieure.
Cisaillement de l'air.
Pour utiliser une cisaille pneumatique, l'opérateur appuie sur une pédale qui actionne des vérins pneumatiques pour effectuer la coupe. La cisaille pneumatique est alimentée par un compresseur d'air d'atelier ou un compresseur d'air autonome.
Les cisailles pneumatiques sont utilisées en atelier pour couper des matériaux jusqu'à environ 14 jauges et des longueurs allant jusqu'à 3,6 mètres. Leur entraînement est simple et elles offrent une protection contre les surcharges. Cette protection est conçue pour un fonctionnement optimal et généralement pour les charges verticales. Par exemple, même lors de la coupe d'un matériau d'une épaisseur conforme à la capacité de la machine, celle-ci peut être endommagée si le matériau est coupé sans dispositif de retenue ou si l'écartement des lames n'est pas correctement réglé. Ceci s'applique également aux machines hydrauliques.
DCisaille mécanique à entraînement direct. Cette cisaille fonctionne lorsque l'opérateur appuie sur une pédale pour activer le moteur qui abaisse le faisceau pour effectuer la coupe. Le moteur s'arrête en fin de cycle et le faisceau de lames revient en haut de sa course. Cette conception est adaptée aux cisailles non utilisées en permanence, car la machine ne consomme de l'énergie que lorsqu'elle est activée.
Cisaille à pied. Une cisaille à pied s'enclenche lorsque l'opérateur appuie sur une pédale pour actionner la lame et effectuer la coupe. Les cisailles à pied sont couramment utilisées pour les applications de tôlerie jusqu'à une capacité de calibre 16 environ et des longueurs allant jusqu'à 2,4 m (8 pieds). Cependant, les machines de 2,4 m (8 pieds) sont moins courantes que celles de capacité inférieure.
Cisaille pneumatique. Pour utiliser une cisaille pneumatique, l'opérateur appuie sur une pédale qui actionne des vérins pneumatiques pour effectuer la coupe. La cisaille pneumatique est alimentée par un compresseur d'air d'atelier ou un compresseur d'air autonome.
Les cisailles pneumatiques sont utilisées en atelier pour couper des matériaux jusqu'à environ 14 jauges et des longueurs allant jusqu'à 3,6 mètres. Leur entraînement est simple et elles offrent une protection contre les surcharges. Cette protection est conçue pour un fonctionnement optimal et généralement pour les charges verticales. Par exemple, même lors de la coupe d'un matériau d'une épaisseur conforme à la capacité de la machine, celle-ci peut être endommagée si le matériau est coupé sans dispositif de retenue ou si l'écartement des lames n'est pas correctement réglé. Ceci s'applique également aux machines hydrauliques.
Cisaille mécanique à entraînement direct
Cette cisaille fonctionne lorsque l'opérateur appuie sur une pédale pour activer le moteur qui abaisse le faisceau pour effectuer la coupe. Le moteur s'arrête en fin de cycle et le faisceau de lames revient en haut de sa course. Cette conception est adaptée aux cisailles non utilisées en permanence, car la machine ne consomme de l'énergie que lorsqu'elle est activée.
Évaluation des cisailles
Un élément à prendre en compte lors de l'évaluation des cisailles est la capacité requise pour des travaux spécifiques. Les spécifications de la plupart des cisailles indiquent des capacités pour l'acier doux et l'acier inoxydable. Pour comparer les besoins d'un fabricant à ceux de la machine, il est nécessaire de comparer les spécifications des matériaux du fabricant à la capacité de la machine.
Certaines capacités de cisaillement sont évaluées pour l'acier doux, dont la résistance à la traction peut atteindre 60 000 livres par pouce carré (PSI), tandis que d'autres sont évaluées pour l'acier A-36 ou 80 000 PSI. Les capacités de l'acier inoxydable sont presque toujours inférieures à celles de l'acier doux ou A-36. Certains fabricants de métaux peuvent être surpris d'apprendre que certaines nuances d'aluminium nécessitent autant de puissance pour cisailler que pour couper l'acier. Il est toujours préférable de vérifier auprès du fabricant de la cisaille en cas de doute concernant la capacité.
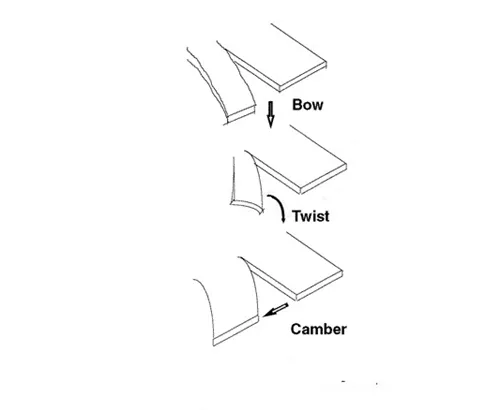
L'angle de coupe de la lame (l'angle de la lame mobile lorsqu'elle passe devant la lame fixe) est important pour déterminer la qualité de la coupe. En général, plus l'angle de coupe est faible, meilleure est la qualité de la coupe. Des problèmes de qualité de coupe, tels que des courbures, des torsions et des cambrures (voir figure 3), sont observés sur les pièces plus courtes (jusqu'à 10 cm de long) qui se retrouvent derrière la cisaille après la coupe. Les machines avec un angle de coupe faible nécessitent plus de puissance que celles avec une cadence plus élevée.
Certaines machines à guillotine sont dotées d'un angle de coupe variable, ajustable en fonction de la longueur de la pièce à découper. Pour évaluer si cette conception à angle de coupe variable est la meilleure option pour un fabricant, il est nécessaire de déterminer le type et l'épaisseur du matériau à découper, la longueur à couper, la quantité de matériau qui passera derrière la cisaille et l'angle de coupe disponible pour la tâche.
Par exemple, si un angle de coupe fixe a un angle de coupe fixe de 1-1/3 pouce et que la machine à angle de coupe réglable dispose d'une plage de 1 à 3 degrés avec un réglage de 3 degrés pour une épaisseur de 1/4 pouce, l'angle de coupe fixe produira une meilleure qualité de coupe sur une bande de 3 pouces. En revanche, la machine à angle de coupe variable peut produire une meilleure qualité de coupe sur une bande de 1/2 pouce de matériau de calibre 24.
En règle générale, il ne faut pas s'attendre à une bonne coupe sur une bande dont l'épaisseur est inférieure à huit fois celle du matériau (par exemple, une bande de 5 cm d'acier de 6,35 mm). Les machines à angle de coupe variable sont généralement utilisées dans les ateliers exigeant des épaisseurs plus importantes, de 12,7 mm et plus. Sur ces machines plus lourdes, la modification de l'angle de coupe permet d'obtenir de meilleures coupes sur une large gamme d'épaisseurs et de types de matériaux.
Facteurs clés influençant le processus de cisaillement
1. Conception de la lame
La conception des lames est essentielle au processus de cisaillement. Elles doivent être tranchantes, bien alignées et fabriquées dans des matériaux durables pour résister à un usage répété. Il existe différents types de lames, notamment des lames droites et des lames coudées, chacune adaptée à des applications spécifiques. Une lame bien entretenue peut améliorer considérablement l'efficacité de la coupe et réduire le risque de déformation du matériau.
2. Propriétés des matériaux
Le type de matériau à couper joue un rôle important dans le processus de cisaillement. Des facteurs tels que l'épaisseur, la dureté et la ductilité peuvent influencer la réaction du matériau au cisaillement. Par exemple, les matériaux plus durs peuvent nécessiter plus de force et des lames spécialisées pour obtenir une coupe nette, tandis que les matériaux plus tendres peuvent se cisailler plus facilement, mais peuvent également être sujets à la déformation s'ils ne sont pas manipulés correctement.
3. Paramètres de la machine
Les réglages de la cisaille, notamment l'écartement des lames, la vitesse de coupe et la pression, doivent être correctement calibrés pour chaque tâche. Un écartement incorrect des lames peut entraîner des coupes de mauvaise qualité, tandis qu'une vitesse de coupe inappropriée peut entraîner une usure excessive des lames ou une déchirure du matériau. Un ajustement régulier de ces réglages en fonction du matériau et du résultat souhaité est essentiel pour une performance optimale.