








الدليل الشامل لحفر الأخدود على شكل حرف V باستخدام الحاسب الآلي من الفولاذ المقاوم للصدأ

في هذا الدليل الشامل للفولاذ المقاوم للصدأ حفر على شكل حرف V باستخدام الحاسب الآليهدفي هو مشاركة رؤيتي وخبراتي مع عملية التصنيع الأساسية هذه. أخدود على شكل حرف V تقنية أساسية لتحقيق ثنيات وقطع دقيقة في صفائح الفولاذ المقاوم للصدأ، مما يضمن نتائج احترافية ونظيفة. سأغطي في هذا الدليل كل شيء، بدءًا من أساسيات حفر V باستخدام الحاسب الآلي، وصولًا إلى التقنيات المتقدمة ونصائح لتحسين سير عملك. سواء كنت محترفًا متمرسًا أو مبتدئًا، سيزودك هذا الدليل الشامل بالمعرفة اللازمة لتحسين مشاريعك في مجال تشغيل المعادن بفعالية.
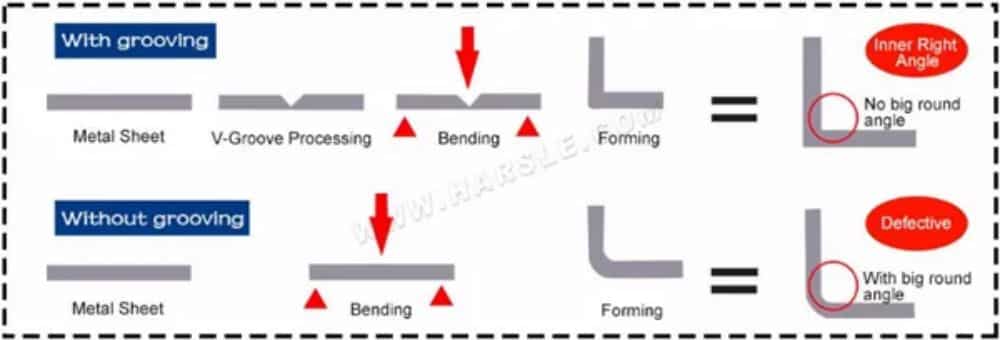
صفائح معدنية CNC آلة حفر على شكل حرف V تُستخدم هذه الآلة بشكل شائع في صناعة الديكور المعماري، حيث يمكنها حفر صفائح الفولاذ المقاوم للصدأ والألمنيوم والصفائح المعدنية الأخرى على شكل حرف V، مما يُقلل نصف قطر قوس حافة قطعة العمل بعد الانحناء بشكل كبير، ويقلل من قوة الانحناء اللازمة لثني الصفائح. كما يُمكن استخدامها لتحديد طول جانب الانحناء مسبقًا قبل الانحناء، لضمان دقة قياسه. إنها آلة جديدة حظيت بترويج واسع محليًا ودوليًا في السنوات الأخيرة.
جدول المحتويات
سمات
بعد شق الصفائح المعدنية على شكل حرف V، يتم تقليل قوة الانحناء المطلوبة لثني الصفائح المعدنية، ويمكن ثني الصفائح المعدنية الطويلة على آلة ثني ذات حمولة أصغر.
يمكن لآلة الثقب أيضًا تسجيل فتحات الأسلاك على الصفائح المعدنية لتحديد موضع طول جانب الانحناء بدقة قبل الانحناء، ثم الانحناء على آلة الانحناء وفقًا لفتحات الأسلاك المسجلة مسبقًا، مما يضمن الدقة العالية لطول جانب الانحناء.
يمكن لآلة الشق التحكم في عمق شق اللوحة المعدنية، بحيث يمكن ثني بعض مواد الانحناء الخاصة وتشكيلها على آلات الثني الشائعة. إذا لم يتم شق الصفائح المعدنية المطوية، فلن يتم ثني بعض مواد الانحناء الخاصة وتشكيلها على آلة الثني، أو سيتم استخدام قالب معقد مصمم خصيصًا لإكمال العمل.
التكوينات
⒈يتميز المغزل المبرد بالهواء عالي الطاقة المستورد بدقة عالية وعمر خدمة طويل وتشغيل مستقر وأداء بدء جيد وعزم دوران كبير، مما يمكن أن يعطي اللعب الكامل لمزايا التشغيل عالي السرعة لآلة التشقيق ولديه كفاءة أعلى.
⒉مجهزة بآلية تغيير أداة فريدة من نوعها، يمكن تبديل الأدوات المطلوبة حسب الرغبة، ويمكن لطاولة إعداد الأداة الخاصة تعويض خطأ طول الأداة بدقة. يبلغ وقت تغيير الأداة 10 ثوانٍ فقط، وتأتي مجلة الأداة بشكل قياسي مع 8 قطع، والتي يمكن تخصيصها بسعة أكبر.
⒊ تم استخدام سكة توجيه خطية مربعة مستوردة من PMI، وكتل انزلاق كروية ثنائية ورباعية الصفوف، تتميز بقدرة تحمل عالية وثبات في التشغيل. تضمن سكة التوجيه عالية الدقة والمتانة والجودة العالية الدقة الميكانيكية ومقاومة التآكل، وعمرها الافتراضي أطول بعشر مرات من سكة التوجيه الدائرية. تتميز لولب الكرة المستورد بدقة القطع.
⒋تساعد وظيفة المعالجة المسبقة المتقدمة للملفات المستخدمين على تصحيح الأخطاء في معالجة الملفات في الوقت المناسب، مع توافق جيد مع البرامج، والذي يمكن أن يكون متوافقًا مع برامج التصميم والإنتاج CAD وCAM المختلفة مثل Type 3/Artcam/Castle/Wen Tai.
⒌مضخة تفريغ عالية الطاقة ذات أداء مستقر ودرجة حرارة منخفضة وضوضاء منخفضة وحماية بيئية وعمر خدمة طويل وسهولة الصيانة؛ فهي تحل بشكل فعال مشكلة صعوبة تغيير الماء لمضخة تفريغ دورة المياه في الطقس البارد.
⒍يعتبر سطح الطاولة هو سطح الطاولة الرائد في العالم في مجال الامتصاص الفراغي، وهو مصنوع من لوح الباكليت، مع قدرة امتصاص عالية، والذي يمكنه امتصاص المواد بقوة من مناطق مختلفة، بكثافة كبيرة وعدم تشوه.
⒎حماية سطح العمل بذكاء لمنع الضرر المحتمل لسطح العمل الناجم عن سوء التشغيل أو أخطاء البرامج؛ حماية ذكية عبر الحدود للمعالجة لمنع الاصطدام الميكانيكي الناجم عن تجاوز تخطيط التصميم لعرض المعالجة.
⒏نظام تعبئة الزيت والتزييت الأوتوماتيكي، والذي يمكن تشغيله بزر واحد، مريح في الاستخدام ويتمتع بصيانة أفضل للماكينة.
⒐تم اعتماد نظام محرك المؤازرة عالي الطاقة المستورد من اليابان، ويتم تشغيل المحور Y بواسطة محركات مزدوجة، بحيث يمكن للتشغيل عالي السرعة أن يصل إلى سرعة الخمول فوق 60 مترًا في الدقيقة.
⒑ يعتمد النظام الكهربائي على محول تردد مستورد، ومحرك سيرفو ميتسوبيشي الياباني، ومكونات كهربائية من سيمنز، وما إلى ذلك. فهو يتجنب الخطأ الشائع المتمثل في معدل الفشل المرتفع للأجزاء الكهربائية المنزلية الشائعة، ويتمتع بثبات ومتانة أقوى وسلامة أعلى.
⒒ بفضل التعديل الدقيق لموضع حامل الأداة ونظام ضبط الأداة التلقائي، أصبح تشغيل الأداة أكثر ملاءمة وبساطة، مما يحسن كفاءة الإنتاج بشكل مباشر.
⒓ من الأسهل التحكم في نظام التحكم في الخزانة بشكل مستقل.

التطبيقات
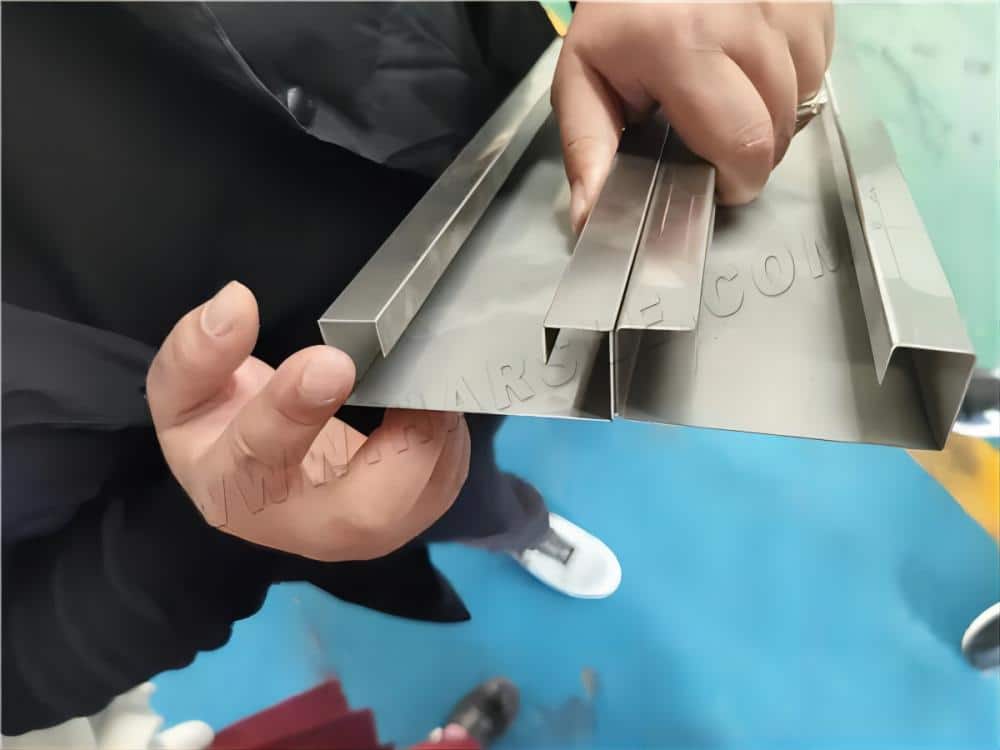
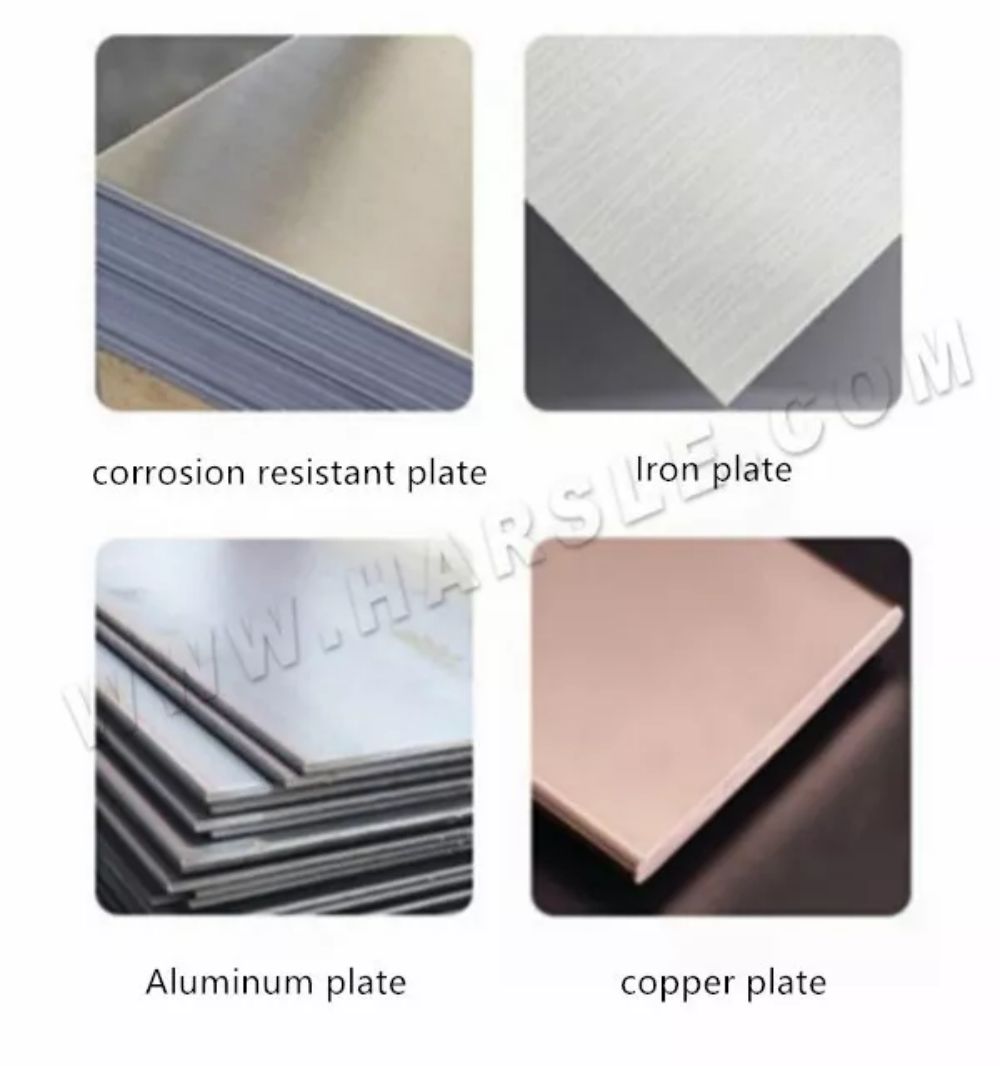
تُستخدم آلة تثقيب الصفائح المعدنية خصيصًا في صناعة ديكورات مواد البناء المعدنية عالية الجودة. يمكنها تثقيب صفائح الفولاذ المقاوم للصدأ، وصفائح الألومنيوم، وصفائح الألومنيوم المركبة، وصفائح الفولاذ، وغيرها من الصفائح المعدنية على شكل حرف V، مما يُلبي الاحتياجات الخاصة للديكورات عالية الجودة في الفنادق والمطاعم والمباني التجارية والبنوك والمطارات وغيرها.
التصنيف والمقارنة
صُممت ماكينات حفر الصفائح المعدنية CNC على شكل حرف V بنوعين رئيسيين: عمودي وأفقي. صُنعت ماكينات حفر الصفائح المعدنية CNC الأفقية على شكل حرف V في كوريا الجنوبية. ولأنها مستوردة، فهي مطلوبة بشدة من قِبل الكثيرين. لكن استخدامها يُظهر العديد من العيوب. بالمقارنة مع الماكينات العمودية، نلخص الاختلافات التالية:
ميزة الدقة: يرتبط عمق الأخدود ارتباطًا مباشرًا بتأثير الانحناء. إذا وصل خطأ العمق إلى 0.05 مم، يكون موضع الانحناء R غير متسق بشكل واضح. عند تشغيل آلة حفر الأخدود الرأسية CNC للصفائح المعدنية، تعمل أداة التخطيط في خط مستقيم، ويتم التحكم في دقة المسافة بين طرف الأداة وسطح الطاولة في حدود 0.02 مم. عند تشغيل آلة حفر الأخدود الأفقية CNC للصفائح المعدنية، تواجه السكين دقة منصة بعرض 1.5 متر وطول يزيد عن 4 أمتار، لذا يصعب التحكم فيها في حدود 0.1 مم. لذلك، تكون دقة آلة حفر الأخدود الأفقية CNC للصفائح المعدنية أقل بكثير من دقة آلة حفر الأخدود الرأسية CNC للصفائح المعدنية.

⒉فقدان الطاقة: عند تشغيل آلة حفر V-grooving للصفائح المعدنية الرأسية CNC، يتحرك مسند السكين ذهابًا وإيابًا، ويبلغ وزنه حوالي 60 كجم. أما عند تشغيل آلة حفر V-grooving للصفائح المعدنية الأفقية CNC، فيتحرك المسندان الأفقي والسكين ذهابًا وإيابًا معًا، ويبلغ وزنهما حوالي 1000 كجم، ويتجاوز فقدان الطاقة عشرة أضعاف فقدان الطاقة في آلة حفر V-grooving للصفائح المعدنية الرأسية CNC. لذلك، تُعد آلة حفر V-grooving للصفائح المعدنية الرأسية CNC جهازًا موفرًا للطاقة وصديقًا للبيئة.
⒊نطاق المعالجة: تتميز آلة حفر الخشب الرقائقي CNC الرأسية على شكل حرف V بعشرات ألواح الضغط المستقلة وأكثر من اثني عشر مشبكًا مستقلًا لتحميل الخشب الرقائقي تلقائيًا، مما يسهل معالجتها بغض النظر عن حجم اللوح، ويمكنها التشقق أفقيًا وطوليًا، بحد أدنى لحجم قطعة العمل 80*80 مم. تقوم آلة حفر الخشب الرقائقي CNC الأفقية على شكل حرف V بحفر الصفائح الكبيرة فقط. بعد التسوية الطولية، تتشوه الصفائح ولا يمكن تثبيتها عرضيًا، مما يؤدي إلى التشقق العرضي.

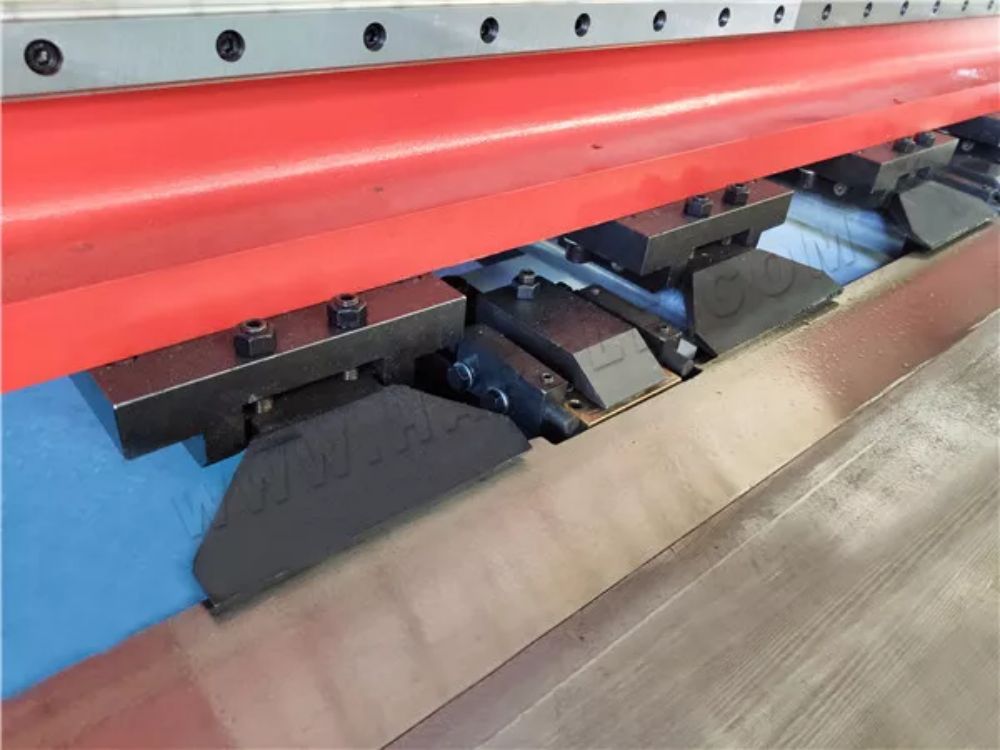
⒋تقنية المعالجة: طاولة عمل آلة حفر الصفائح المعدنية الرأسية CNC على شكل حرف V مصنوعة من فولاذ عالي الجودة، معالج حرارياً بالكامل ومصقول بدقة بواسطة آلة تجليخ، مما يجعل سطحها ناعماً كالمرآة. طاولة عمل آلة حفر الصفائح المعدنية الأفقية CNC على شكل حرف V ملحومة بصفائح حديدية عادية، وتتميز صفائح الفولاذ المقاوم للصدأ بصلابة أعلى منها. الحفر والشفرات التالفة تُسبب حفراً في الطاولة، وهذا أيضاً سبب ظهور بقع على المنتجات المعالجة.
⒌سهولة التركيب: آلة حفر الصفائح المعدنية الرأسية CNC V-grooving مصنوعة من صفائح فولاذية ملحومة، تتميز بقوة عالية وثبات وهدوء التشغيل. لا يمكن تشغيلها بثبات إلا عن طريق وضع وتسوية أرضية أسمنتية صلبة، كما أنها سهلة النقل والرفع. نظرًا لسرعة التشغيل الأفقية العالية، فإن قوة تأثير آلة حفر الصفائح المعدنية الأفقية CNC V-grooving كبيرة، وتحتاج المنصة إلى تعديل الأساس، لذلك يجب تركيب الأساس الخرساني وفقًا لرسومات التركيب.

⒍السلامة في الاستخدام: تقوم آلة CNC V-grooving المعدنية الرأسية تلقائيًا بتثبيت قطعة العمل بالضغط الهيدروليكي، وتحدد موقعها وتعمل تلقائيًا، ويكون المشغل بعيدًا عن الأجزاء المتحركة لأداة الماكينة. تقوم آلة CNC V-grooving المعدنية الأفقية بتثبيت قطعة العمل في نطاق حركة أداة الماكينة، حيث يتحرك الأفقي بسرعة عالية، ويتحرك جزء التحكم مع الأفقي، مما قد يتسبب بسهولة في إصابة شخصية للمشغل وله مخاطر أمنية محتملة كبيرة.
توصية شاملة: بناءً على خصائص كلٍّ من الشكلين، يُنصح باختيار آلة حفر عمودية على شكل حرف V للصفائح المعدنية باستخدام الحاسب الآلي (CNC) إذا كانت الصفائح ذات فتحات غير قياسية (شكل القطع بالليزر)، وآلة حفر أفقية على شكل حرف V للصفائح المعدنية باستخدام الحاسب الآلي (CNC) إذا كانت الصفائح ذات مواصفات متماثلة (مربعة أو مستطيلة). بناءً على الخصائص المذكورة أعلاه، لكلٍّ من الآلتين خصائصها الخاصة في جوانب عديدة، مثل الدقة، واستهلاك الطاقة، والتكنولوجيا، والتركيب. مع ذلك، فإن سعر آلة حفر عمودية على شكل حرف V للصفائح المعدنية باستخدام الحاسب الآلي (CNC) في السوق أقل قليلاً من سعر آلة حفر عمودية على شكل حرف V للصفائح المعدنية باستخدام الحاسب الآلي (CNC)، مما يتيح لك اختيار ما يناسبك وفقًا للظروف.

العمليات
⒈قم بتنظيف المنصة أولاً باستخدام مجرى الهواء، دون استخدام برادة الحديد أو أي مخلفات أخرى؛
⒉ضع الصفيحة المعدنية على المنصة. يجب أن يكون طرفها الأول بمحاذاة قدم الضغط الأولى. الصفيحة المعدنية مغطاة بغشاء واقٍ، ويكون جانبها المغطى بالغشاء مواجهًا للأسفل.
⒊ تحديد موضع رأس القاطع. إذا لم يكن رأس القاطع في الموضع الصحيح، يُمكن تصحيحه وفقًا لـ "محاذاة المنشأ"، مع مراعاة تقليل محاذاة المنشأ قدر الإمكان.
⒋تحقق مما إذا كانت الشفرة في حالة جيدة، وما إذا كانت هناك حاجة إلى تغيير تشغيل السكين (تحتاج لوحة التخطيط الحديدية إلى سكين من الفولاذ الأبيض، وتحتاج لوحة التخطيط المصنوعة من الفولاذ المقاوم للصدأ إلى سكين من السبائك)؛
⒌يتطلب تغيير السكاكين الاستعانة بموظفين متخصصين. عند تغيير السكاكين المصنوعة من سبائك الألومنيوم، يلزم حشو كتلة السكاكين التي يبلغ ارتفاعها 35 مم.
⒍ بعد الانتهاء من العمل التحضيري، أدخل حجم الانحناء المحسوب في الماكينة، وانتبه إلى خطأ السكين الأول (يتم الحصول على الخطأ من خلال القياس الفعلي)، ويجب تخصيص بدل لوحة الضغط للسكين الأخير؛
بعد الانتهاء من عملية الإدخال، اضغط على زر "تحضير الشق" بعد التأكد من أن السكين الأول لا يقل عن 8 مم، ثم خطط للسكين الأول. بعد سحب جسم السكين وظهور علامة "موافق"، اضغط على زر "الشعاع للخلف" لنقل الشعاع إلى موضع السكين التالي، ثم اضغط على زر "حامل الأداة للأمام" لتخطيط السكين التالي، وكرر هذه العملية حتى يتم تخطيط جميع الأبعاد.
⒏ بعد تخطيط السكين الأخير، قم بتحريك الشعاع يدويًا إلى الخلف، واسحب زر التحرير لمفتاح الضغط على المادة لإخراج اللوحة؛
⒐ تنظيف طاولة العمل.

ملحوظات
⒈ أضف زيت التشحيم قبل بدء التشغيل كل يوم؛
⒉ عمق شق السكين الواحد هو 0.33، 0.22، 0.15، 0.15، 0.15، 0.15، 0.15، 0.15، 0.10 و 0.10 بالتناوب.
⒊ زر "تحضير الفتحة" هو زر التحضير المسبق للفتحة في ماكينة الفتحة الأوتوماتيكية، لذا لا تضغط على هذا الزر أثناء الفتحة.
⒋ بعد الدخول إلى البرنامج الجديد، اضغط على "مفتاح الإيقاف في حالات الطوارئ" ثم قم بتشغيله، ثم اضغط على مفتاح "حامل الأداة للأمام" للتثبيت؛
⒌ عندما تكون الزاوية أقل من 90 درجة، يجب توسيع الفتحة المخططة بسكين منفرج.
⒍ لا تقم بتغيير مفتاح الخزانة الكهربائية بشكل متكرر، فقط قم بفصل المفتاح في كل مرة تقوم فيها بإيقاف تشغيلها؛
⒎ في عملية التشكيل، يجب استخدام مجاري الهواء لنفخ الخردة الحديدية في أي وقت، ويجب ألا يكون هناك أي أغراض جانبية أسفل إطار تثبيت المنصة؛
⒏عندما لا يكون إطار تثبيت اللوحة الرقيقة (قدم الضغط) محكمًا، يمكن استخدام المفتاح السداسي الداخلي لتشديد البراغي؛
⒐ انتبه إلى بدل سائل التبريد وزاوية حقن سائل التبريد في أي وقت؛
⒑ في حالة تعطل الماكينة يجب التوقف فورًا للصيانة وعدم العمل على الرغم من المرض.