








Ultimativer Leitfaden zum CNC-V-Nutenschneiden in Edelstahl

In diesem ultimativen Leitfaden zu Edelstahl CNC-V-Nuten, möchte ich meine Erkenntnisse und Erfahrungen zu diesem wichtigen Bearbeitungsprozess weitergeben. V-Nuten ist eine wichtige Technik für präzise Biegungen und Schnitte in Edelstahlblechen und sorgt für saubere, professionelle Ergebnisse. In diesem Handbuch behandle ich alles von den Grundlagen des CNC-V-Nutenfräsens bis hin zu fortgeschrittenen Techniken und Tipps zur Optimierung Ihres Arbeitsablaufs. Egal, ob Sie ein erfahrener Profi oder Anfänger sind, dieser umfassende Leitfaden vermittelt Ihnen das Wissen, um Ihre Metallbearbeitungsprojekte effektiv zu verbessern.
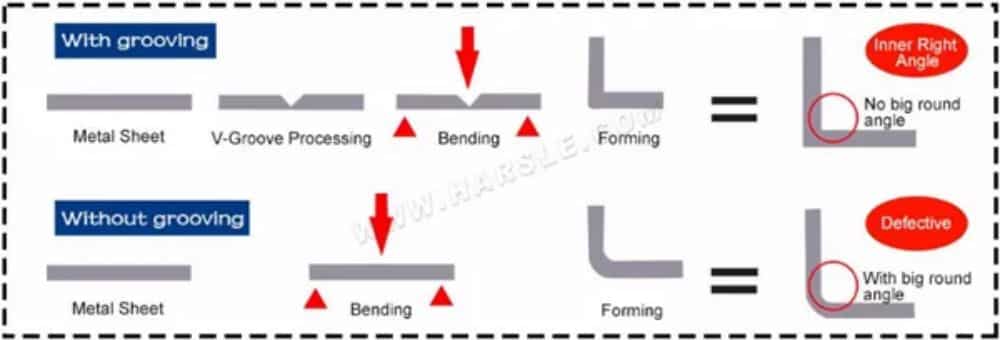
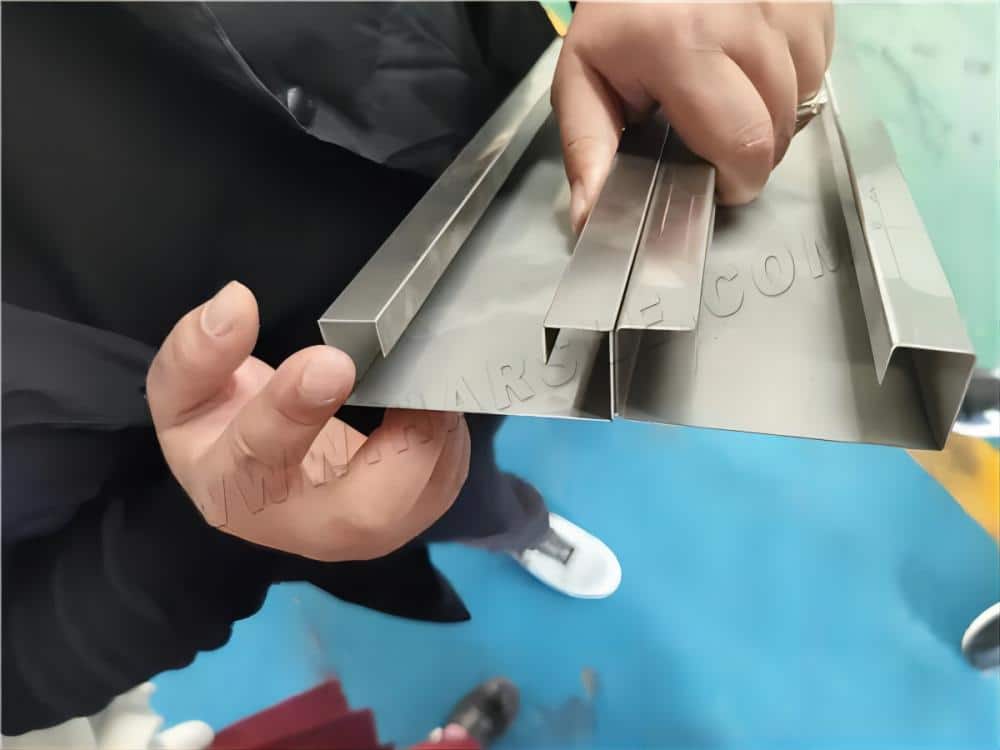
CNC-Blechbearbeitung V-Nutmaschine Wird häufig in der Architekturdekorationsindustrie verwendet. Es kann Edelstahlbleche, Aluminiumbleche und andere Metallbleche V-förmig rillen, sodass der Bogenradius der Werkstückkante nach dem Biegen extrem klein ist und die zum Biegen des Blechs erforderliche Biegekraft reduziert wird. Es kann auch verwendet werden, um die Biegeseitenlänge vor dem Biegen vorzupositionieren, um die Genauigkeit der Größe der Biegeseitenlänge zu gewährleisten. Es handelt sich um ein neues Gerät, das in den letzten Jahren im In- und Ausland stark beworben wurde.
Inhaltsverzeichnis
Merkmale
Nach dem V-förmigen Schlitzen des Blechs wird die zum Biegen des Blechs erforderliche Biegekraft reduziert und das lange Blech kann auf einer Biegemaschine mit geringerer Tonnage gebogen werden.
Die Stoßmaschine kann auch Drahtschlitze in Metallbleche einritzen, um die Biegeseitenlänge vor dem Biegen genau zu positionieren und dann auf der Biegemaschine entsprechend den vorgeritzten Drahtschlitzen zu biegen, wodurch eine hohe Präzision der Biegeseitenlänge gewährleistet werden kann.
Mit einer Schlitzmaschine lässt sich die Tiefe der Schlitzung von Metallplatten steuern, sodass einige spezielle Biegematerialien auf herkömmlichen Biegemaschinen gebogen und geformt werden können. Wenn das gefaltete Blech nicht geschlitzt wurde, können einige spezielle Biegematerialien nicht auf der Biegemaschine gebogen und geformt werden, oder es wird eine speziell entwickelte komplexe Matrize verwendet, um die Arbeit abzuschließen.
Konfigurationen
⒈Die importierte, luftgekühlte Hochleistungsspindel zeichnet sich durch hohe Präzision, lange Lebensdauer, stabilen Betrieb, gute Startleistung und großes Drehmoment aus, wodurch die Vorteile des Hochgeschwindigkeitsbetriebs der Schlitzmaschine voll ausgeschöpft werden können und eine höhere Effizienz erreicht wird.
⒉Ausgestattet mit einem einzigartigen Werkzeugwechselmechanismus können die benötigten Werkzeuge nach Belieben ausgetauscht werden und der spezielle Werkzeugeinstelltisch kann den Werkzeuglängenfehler genau ausgleichen. Die Werkzeugwechselzeit beträgt nur 10 Sekunden und das Werkzeugmagazin wird standardmäßig mit 8 Teilen geliefert, die mit größerer Kapazität individuell angepasst werden können.
⒊Es werden importierte quadratische lineare Führungsschienen von PMI sowie zwei- und vierreihige Kugelführungsblöcke verwendet, die eine große Tragfähigkeit und einen stabilen Betrieb aufweisen. Die hochpräzise und hochfeste Schiene von hoher Qualität gewährleistet mechanische Präzision und Verschleißfestigkeit und ihre Lebensdauer ist zehnmal länger als die einer kreisförmigen Führungsschiene. Die importierte Kugelumlaufspindel ist beim Schneiden präzise.
⒋Die erweiterte Dateivorverarbeitungsfunktion hilft Benutzern, Fehler bei der Dateiverarbeitung rechtzeitig zu korrigieren, und bietet eine gute Softwarekompatibilität, die mit verschiedenen CAD- und CAM-Design- und Produktionssoftwares wie Type 3/Artcam/Castle/Wen Tai kompatibel sein kann.
⒌Hochleistungs-Vakuumpumpe mit stabiler Leistung, niedriger Temperatur, geringem Geräuschpegel, Umweltschutz, langer Lebensdauer und einfacher Wartung. Sie löst effektiv das Problem, dass es bei kaltem Wetter schwierig ist, das Wasser für die Wasserumwälz-Vakuumpumpe zu wechseln.
⒍Die Tischplatte ist die weltweit führende Vakuumadsorptionstischplatte, die aus Bakelitplatte mit hoher Adsorptionskapazität besteht und Materialien aus verschiedenen Bereichen mit großer Dichte und ohne Verformung stark adsorbieren kann.
⒎ Intelligenter Schutz der Arbeitsplatte, um mögliche Schäden an der Arbeitsplatte durch Fehlbedienung oder Softwarefehler zu verhindern. Intelligenter grenzüberschreitender Schutz der Verarbeitung, um mechanische Kollisionen zu verhindern, die durch ein Designlayout verursacht werden, das die Verarbeitungsbreite überschreitet.
⒏Das automatische Ölfüll- und Schmiersystem, das mit einer Taste bedient werden kann, ist bequem zu verwenden und ermöglicht eine bessere Maschinenwartung.
⒐Es wird das aus Japan importierte Hochleistungs-Servomotor-Antriebssystem verwendet und die Y-Achse wird von Doppelmotoren angetrieben, sodass im Hochgeschwindigkeitsbetrieb eine Leerlaufgeschwindigkeit von über 60 m/min erreicht werden kann.
⒑ Das elektrische System verwendet importierte Frequenzumrichter, japanische Mitsubishi-Servotreiber und -Motoren, elektrische Komponenten von Siemens usw. Es vermeidet die häufigen Fehler der hohen Ausfallrate gängiger elektrischer Haushaltsteile und bietet eine höhere Stabilität und Haltbarkeit sowie höhere Sicherheit.
⒒ Durch die präzise Einstellung der Position des Werkzeughalters und das automatische Werkzeugeinstellsystem ist die Bedienung des Werkzeugs bequemer und einfacher, was die Produktionseffizienz direkt verbessert.
⒓ Es ist bequemer, das Schranksteuerungssystem unabhängig zu steuern.

Anwendungen
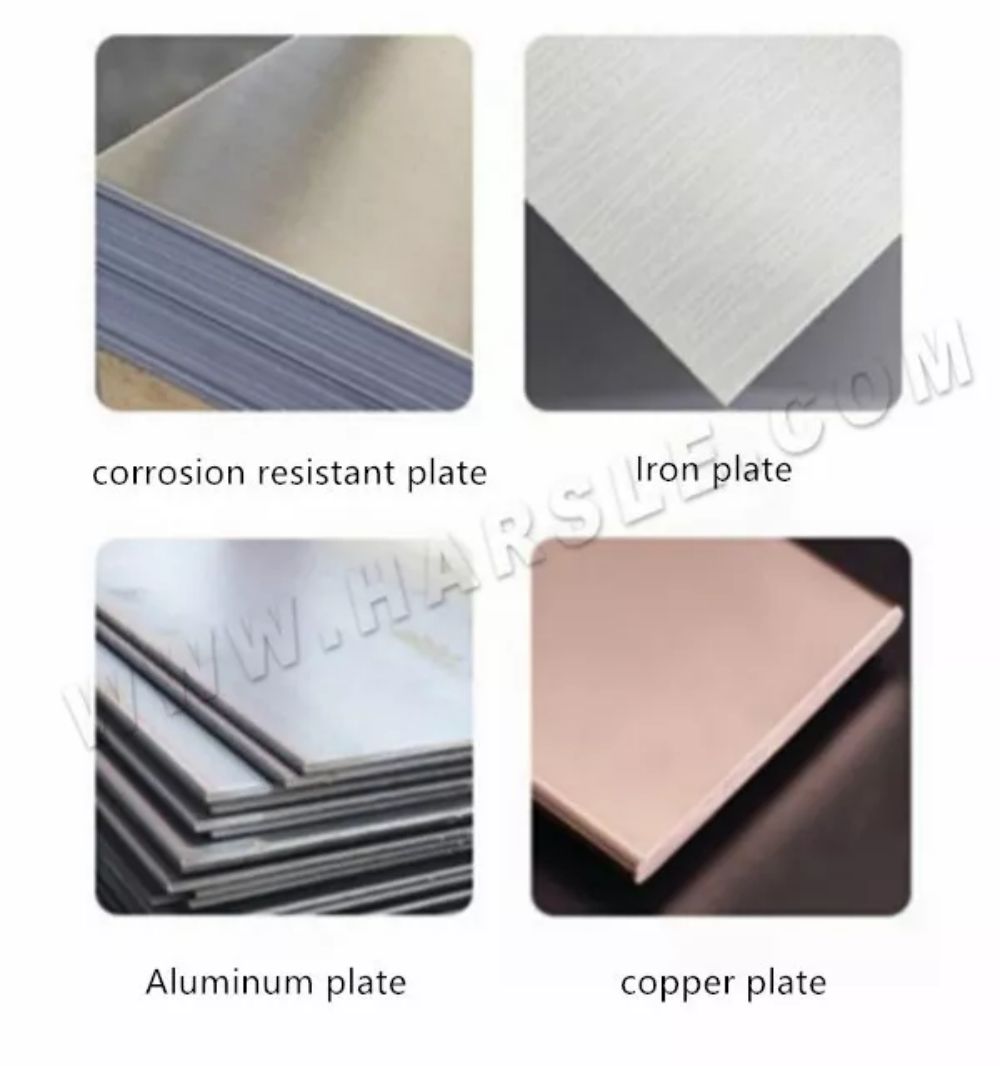
Die Blechschlitzmaschine wird speziell in der Dekorationsindustrie für hochwertige Baumetallmaterialien eingesetzt. Sie kann Edelstahlbleche, Aluminiumbleche, Aluminiumverbundbleche, Stahlbleche und andere Metallbleche in V-Form schneiden und erfüllt damit die besonderen Anforderungen hochwertiger Dekorationen in Hotels, Restaurants, Geschäftsgebäuden, Banken, Flughäfen und anderen Orten.
Klassifizierung und Vergleich
CNC-V-Nutmaschinen für Bleche gibt es in zwei gängigen Ausführungen: vertikal und horizontal. Die horizontale CNC-V-Nutmaschine für Bleche stammt ursprünglich aus Südkorea. Als importiertes Gerät ist sie bei vielen Menschen gefragt. Nach der Verwendung treten jedoch viele Nachteile auf. Im Vergleich zur vertikalen Maschine sind die folgenden Unterschiede zu nennen:
⒈Genauigkeitsvorteil: Die Nuttiefe steht in direktem Zusammenhang mit der Biegewirkung. Wenn der Tiefenfehler 0,05 mm erreicht, ist die Biegeposition R offensichtlich inkonsistent. Beim Betrieb der vertikalen CNC-V-Nutmaschine für Bleche läuft das Hobelwerkzeug in einer geraden Linie, und die Abstandsgenauigkeit zwischen der Werkzeugspitze und der Tischplatte wird auf 0,02 mm geregelt. Beim Betrieb der horizontalen CNC-V-Nutmaschine für Bleche steht das Messer der Präzision einer Plattform mit einer Breite von 1,5 Metern und einer Länge von mehr als 4 Metern gegenüber, sodass eine Steuerung auf 0,1 mm schwierig ist. Daher ist die Präzision der horizontalen CNC-V-Nutmaschine für Bleche weitaus geringer als die der vertikalen CNC-V-Nutmaschine für Bleche.

⒉Leistungsverlust: Beim Schlitzen einer vertikalen CNC-V-Nutmaschine für Bleche bewegt sich der Messerhalter hin und her. Das Gewicht beträgt ca. 60 kg. Beim Schlitzen einer horizontalen CNC-V-Nutmaschine für Bleche bewegen sich der Messerhalter und der Messerhalter gemeinsam hin und her. Das Gewicht beträgt ca. 1000 kg. Der Energieverlust ist mehr als zehnmal so hoch wie bei einer vertikalen CNC-V-Nutmaschine für Bleche. Daher ist die vertikale CNC-V-Nutmaschine für Bleche ein energiesparendes und umweltfreundliches Gerät.
⒊Verarbeitungsbereich: Die vertikale CNC-V-Nutmaschine für Bleche verfügt über mehr als ein Dutzend unabhängige Pressplatten und mehr als ein Dutzend unabhängige Klemmen zum automatischen Laden von Sperrholz, das unabhängig von der Plattengröße leicht zu verarbeiten ist und horizontal und längs geschlitzt werden kann, mit einem minimalen Werkstück von 80 x 80 mm. Die horizontale CNC-V-Nutmaschine für Bleche rillt nur große Bleche. Nach dem Längshobeln werden die Bleche verformt und können nicht quer geklemmt werden, was zu Querschlitzen führt.

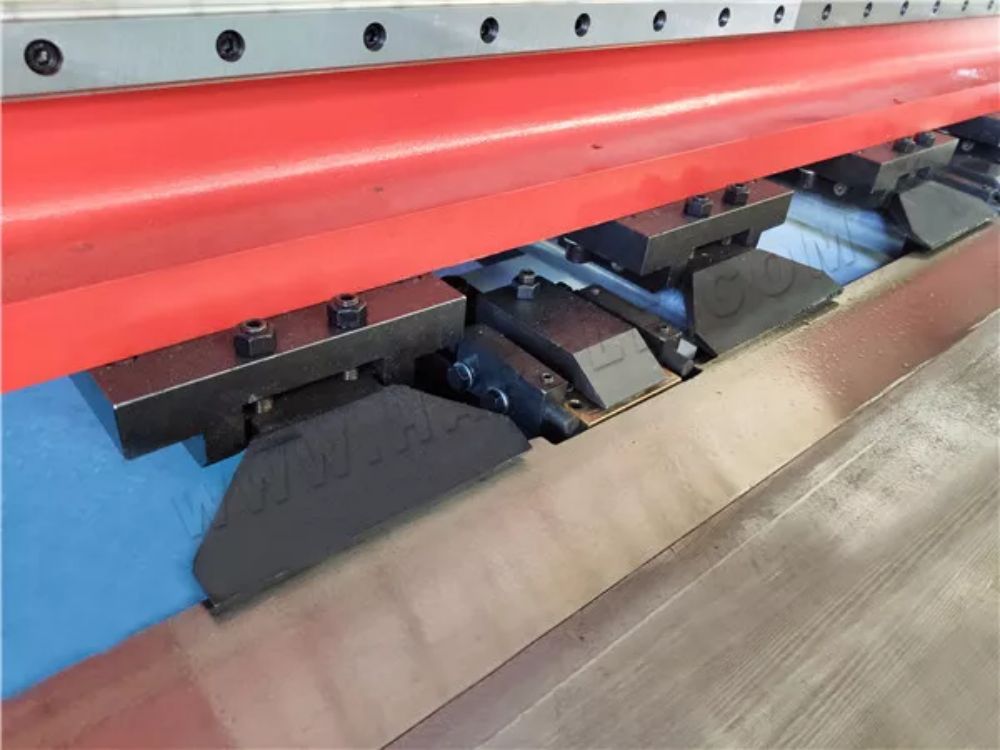
⒋Verarbeitungstechnologie: Der Arbeitstisch der vertikalen CNC-V-Nutmaschine für Bleche besteht aus hochwertigem Matrizenstahl, der vollständig wärmebehandelt und mit einer Schleifmaschine fein geschliffen wurde. Die Oberflächenfeinheit erreicht einen Spiegeleffekt. Der Arbeitstisch der horizontalen CNC-V-Nutmaschine für Bleche ist mit gewöhnlichen Eisenplatten verschweißt, während Edelstahlplatten eine höhere Härte aufweisen. Durch Fugen und beschädigte Klingen entstehen Löcher im Tisch. Dies ist auch der Grund, warum die verarbeiteten Produkte fleckig sind.
⒌Einfache Installation: Die vertikale CNC-V-Nutmaschine für Bleche besteht aus geschweißten Stahlplatten, die eine hohe Festigkeit sowie einen stabilen und leisen Betrieb aufweisen. Sie kann nur durch Platzieren und Nivellieren des festen Zementbodens stabil arbeiten und lässt sich bequem bewegen und anheben. Aufgrund des Hochgeschwindigkeitsbetriebs in der Horizontale ist die Aufprallkraft der horizontalen CNC-V-Nutmaschine für Bleche groß, und die Plattform muss auf dem Fundament angepasst werden. Daher sollte das Betonfundament gemäß der Installationszeichnung erstellt werden.

⒍Sicherheit im Einsatz: Die vertikale CNC-V-Nutmaschine für Metallbleche klemmt das Werkstück automatisch durch Hydraulikdruck ein, lokalisiert und arbeitet automatisch und der Bediener befindet sich weit entfernt von den beweglichen Teilen der Werkzeugmaschine. Die horizontale CNC-V-Nutmaschine für Metallbleche klemmt das Werkstück im Bewegungsbereich der Werkzeugmaschine ein, die Horizontale bewegt sich mit hoher Geschwindigkeit und das Steuerteil läuft zusammen mit der Horizontalen, was leicht zu Verletzungen des Bedieners führen kann und große potenzielle Sicherheitsrisiken birgt.
⒎Umfassende Empfehlung: Je nach den jeweiligen Eigenschaften der beiden Formen empfiehlt es sich, bei vielen Blechen mit nicht standardmäßiger Schlitzung (Laserschneidform) eine vertikale CNC-V-Nutmaschine für Bleche zu wählen, bei vielen Blechen mit symmetrischen Spezifikationen (quadratisch oder rechteckig) eine horizontale CNC-V-Nutmaschine für Bleche. Je nach den oben genannten Eigenschaften haben die beiden Maschinen in vielerlei Hinsicht ihre eigenen Merkmale, z. B. hinsichtlich Präzision, Energieverbrauch, Technologie und Installation. Der Preis für horizontale CNC-V-Nutmaschinen für Bleche ist auf dem Markt jedoch etwas niedriger als der für vertikale CNC-V-Nutmaschinen für Bleche, sodass Sie je nach Situation Ihre eigene Maschine auswählen können.

Operationen
⒈Blasen Sie die Plattform zuerst mit einem Luftkanal sauber, ohne Eisenspäne und andere Kleinteile;
⒉Legen Sie das Blech auf die Plattform. Das Anfangsende des Blechs sollte mit dem ersten Nähfuß ausgerichtet sein. Das Blech ist mit einer Schutzfolie versehen, und die Seite mit der Schutzfolie zeigt nach unten.
⒊ Bestimmen Sie die Position des Messerkopfes. Befindet sich der Messerkopf nicht in der richtigen Position, kann er entsprechend der „Ursprungsausrichtung“ korrigiert werden, und die „Ursprungsausrichtung“ sollte so wenig wie möglich durchgeführt werden.
⒋Überprüfen Sie, ob die Klinge in gutem Zustand ist und ob das Messer gewechselt werden muss (Hobeleisenplatten benötigen ein Messer aus weißem Stahl, Hobelplatten aus rostfreiem Stahl benötigen ein Messer aus einer Legierung).
⒌Für den Messerwechsel ist Fachpersonal erforderlich. Beim Wechsel von Legierungsmessern ist es notwendig, den 35 mm hohen Messerblock aufzupolstern.
⒍ Nachdem die Vorbereitungsarbeiten abgeschlossen sind, geben Sie die berechnete Biegegröße in die Maschine ein und achten Sie auf den Fehler des ersten Messers (der Fehler wird durch tatsächliche Messung ermittelt). Für das letzte Messer sollte die Toleranz der Pressplatte berücksichtigt werden.
⒎Nachdem die Eingabearbeiten abgeschlossen sind, drücken Sie die Schaltfläche „Schlitzvorbereitung“, nachdem Sie sichergestellt haben, dass das erste Messer nicht weniger als 8 mm lang ist, und planen Sie das erste Messer. Nachdem der Messerkörper zurückgezogen wurde und die Position „OK“ blinkt, drücken Sie „Strahl zurück“, um den Strahl zur nächsten Messerposition zu bewegen, und drücken Sie „Werkzeughalter vorwärts“, um das nächste Messer auszuführen. Wiederholen Sie dies, bis alle Abmessungen geplant sind.
⒏ Nachdem das letzte Messer gehobelt ist, bewegen Sie den Balken manuell nach hinten und ziehen Sie den Entriegelungsknopf des Materialdruckschalters, um die Platte herauszunehmen.
⒐ Reinigen Sie die Werkbank.

Hinweise
⒈ Täglich vor dem Start Schmieröl nachfüllen;
⒉ Die Schlitztiefe eines einzelnen Messers beträgt nacheinander 0,33, 0,22, 0,15, 0,15, 0,15, 0,15, 0,15, 0,10 und 0,10.
⒊ Die Schaltfläche „Slotting Preparation“ ist die Schaltfläche zur Vorbereitung des Slottings vor dem Slotting der automatischen Slotting-Maschine. Drücken Sie diese Schaltfläche daher nicht während des Slottings.
⒋ Drücken Sie nach der Eingabe des neuen Programms den „Not-Aus-Schalter“ und schalten Sie ihn ein. Drücken Sie dann die Taste „Werkzeughalter vorwärts“ zum Schlitzen.
⒌ Wenn der Winkel weniger als 90 Grad beträgt, sollte der gehobelte Schlitz mit einem stumpfen Messer erweitert werden.
⒍ Schalten Sie den Schalter im Schaltschrank nicht häufig um, sondern ziehen Sie bei jedem Ausschalten einfach den Schlüssel heraus.
⒎ Beim Schlitzen sollten Luftkanäle verwendet werden, um das Alteisen jederzeit abzublasen, und es sollten sich keine Kleinigkeiten unter dem Plattformbefestigungsrahmen befinden.
⒏Wenn der Befestigungsrahmen der dünnen Platte (Nähfuß) nicht fest sitzt, können die Schrauben mit dem Innensechskantschlüssel festgezogen werden.
⒐ Achten Sie jederzeit auf die Kühlflüssigkeitsmenge und den Kühlmitteleinspritzwinkel.
⒑ Bei einem Maschinenausfall sollte die Maschine sofort zur Wartung abgestellt werden und trotz Krankheit nicht weitergearbeitet werden.