الدليل الشامل لثني الصفائح المعدنية
تستخدم ثني الصفائح المعدنية بشكل أساسي آلات الانحناء لثني الصفائح المعدنية في خط مستقيم، وهو مناسب لمعالجة القطع الخطية الضيقة والطويلة. تتم عملية ثني آلة الثني بواسطة قوالب الثني العلوية والسفلية المثبتة على كتلة الانزلاق والطاولة.

طرق الانحناء الشائعة
تختلف طرق الثني باختلاف معدات الثني المستخدمة. هناك ثلاث طرق شائعة الاستخدام:
1. الانحناء الحر
في عملية الثني الحر، عادةً ما تُثبّت الصفائح المعدنية أو تُثبّت في مكانها من أحد طرفيها، بينما يُدار الطرف الآخر لتحقيق زاوية الانحناء المطلوبة. تتيح هذه العملية تشكيل مجموعة واسعة من زوايا وأشكال الانحناء، اعتمادًا على مهارة المُشغّل وخصائص المادة المراد ثنيها.
يوضح الشكل (أ) أدناه مبدأ عمل الانحناء الحر. يُثبَّت القالب السفلي 1 على شكل حرف V على طاولة عمل المكبس، بينما يتحرك القالب العلوي 2 صعودًا وهبوطًا مع منزلق المكبس. تُوضَع مادة الصفيحة 3 على القالب السفلي، فيقوم القالب العلوي بثني مادة الصفيحة لأسفل، ويتحكم في عمق القالب العلوي داخل القالب السفلي للحصول على قطع عمل بزوايا انحناء مختلفة.
المزايا هي: يمكن الحصول على سلسلة من زوايا الانحناء المختلفة باستخدام مجموعة من القوالب البسيطة على شكل حرف V.
العيوب هي: التشوه الرأسي للصحافة، والفرق في أداء اللوحة، والتغييرات الصغيرة سوف تسبب تغييرات واضحة في زاوية الانحناء، لذلك فإنه مطلوب للسيطرة بدقة على مركز الميت السفلي لحركة المنزلق، والتشوه المرن للصحافة وارتداد قطعة العمل نفسها انتظر التعويض.
2. الانحناء القسري
يُستخدم الانحناء القسري بشكل شائع في عمليات التصنيع الصناعي لقدرته على إنتاج انحناءات دقيقة وقابلة للتكرار في مكونات الصفائح المعدنية. وهو مناسب للإنتاج بكميات كبيرة، ويسمح بتشكيل أشكال معقدة بتفاوتات دقيقة.
يوضح الشكل (ب) أدناه مبدأ عمل الانحناء القسري. يُعد الانحناء القسري المرحلة النهائية من الانحناء. يضغط القالب العلوي 2 الصفيحة 3 على الأخدود على شكل حرف V للقالب السفلي 1، مما يُؤدي إلى وظيفة تصحيح. يكون ارتداد قطعة العمل محدودًا بنطاق ضيق. ولكن، لا يمكن لمجموعة من القوالب على شكل حرف V الحصول إلا على زاوية انحناء محددة، لذا يجب أن تكون جميع زوايا قطعة العمل متساوية، وإلا، يجب استبدال القالب.
3. الانحناء بثلاث نقاط
يوضح الشكل (ج) التالي مبدأ عمل الانحناء ثلاثي النقاط. بالإضافة إلى موضعي القالب السفلي 1 الملامسين للمادة الصفيحية 3، فإن المستوى العلوي للكتلة المتحركة السفلية 4 يلامس أيضًا المادة الصفيحية، ولذلك يُطلق عليه "الانحناء ثلاثي النقاط".
المنزلق مزود بوسادة هيدروليكية، لذا فإن دقة حركة المكبس وتشوهه، وتغير أداء الصفيحة، لن يؤثر على زاوية انحناء قطعة العمل. يعتمد ذلك فقط على عمق أخدود القالب السفلي (H) وعرضه (W). وبفضل طبيعة الانحناء القسري، يمكن الحصول على قطعة عمل ذات انحناء زنبركي صغير ودقة عالية. ومن الواضح أنه من خلال ضبط الموضعين العلوي والسفلي للكتلة المتحركة والتحكم فيهما، يمكن أيضًا الحصول على زوايا انحناء مختلفة لقطعة العمل في مجموعة القالب.
في آلات الثني الحديثة، نادرًا ما تُستخدم أساليب الثني القسري، بينما يشيع استخدام الثني الحر والثني ثلاثي النقاط. على سبيل المثال، تُعدّ آلة ثني الصفائح المعدنية الهيدروليكية الأكثر استخدامًا حاليًا، حيث تعتمد حركة أدواتها على تنظيم الضغط الهيدروليكي السلس، وتعتمد أسلوب عمل الثني الحر. أثناء العمل، يتم رفع وخفض المنزلق وضبط الوضعين العلوي والسفلي بدقة بواسطة أسطوانات هيدروليكية.
تُستخدم آليات ضبط حركة كتلة الانزلاق وموضع المقياس الخلفي في الغالب للضبط الكهربائي السريع والضبط اليدوي الدقيق، وهي غالبًا مزودة بشاشة عرض رقمية، ويمكن تزويدها بنظام تحكم رقمي للتحكم التلقائي في المقياس الخلفي وحركة كتلة الانزلاق. تصل دقة الاحتفاظ بهذا النوع من آليات التحكم الرقمي عادةً إلى ±0.1 مم أو أكثر، مما يسمح بثني قطع العمل بشكل مستمر وسريع بزوايا انحناء متعددة ومختلفة، مما يُحسّن كفاءة الإنتاج بشكل كبير.

أنواع واستخدامات قوالب الانحناء
يمكن تقسيم قوالب الثني المُركّبة على آلة الثني إلى نوعين: قوالب عامة وقوالب خاصة. يوضح الشكل أدناه شكل الوجه النهائي لقالب الثني العام.

القالب العلوي عادةً ما يكون على شكل حرف V. يوجد نوعان: ذو ذراع مستقيم وذو ذراع منحني. زاوية القالب العلوي ذات الزوايا الدائرية الأصغر هي 15 درجة، ونصف قطر القالب العلوي مُصمم بمجموعة من الأحجام الثابتة لتسهيل الاستبدال حسب احتياجات قطعة العمل.
عادةً ما يُصنع القالب السفلي من عدة شقوق ثابتة مناسبة لثني أجزاء الماكينة على أربعة أوجه. ويمكن عادةً ثني الأجزاء ذات الشكل V والمستطيل، سواءً كانت منفرجة أو حادة الزوايا. يكون طول القالب السفلي عادةً مساويًا لطول العمل، وتكون أسطح الطاولات متساوية أو أطول قليلاً. يُحدد ارتفاع القالبين العلوي والسفلي لقالب الثني بناءً على ارتفاع إغلاق الماكينة، وتكون زاوية الانحناء أكبر من 18 درجة عند استخدام قالب الثني.
عند استخدام قالب ثني عام لثني القطع على آلة الثني، يجب ألا يقل عرض فتحة القالب السفلية (B) عن ضعف مجموع نصف قطر ثني القطعة (R) وسمك المادة (t)، بالإضافة إلى فجوة مقدارها 2 مم، أي: (B>2(t+R)+2). بهذه الطريقة، لن تُسد المادة الخام أو تُسبب انبعاجات أو خدوشًا أثناء الثني. في الوقت نفسه، لتقليل قوة الثني، يجب استخدام شق أوسع للمواد الصلبة، وشقوق أصغر للمواد اللينة. سيؤدي الشق الكبير إلى ثني الجانب المستقيم على شكل قوس.
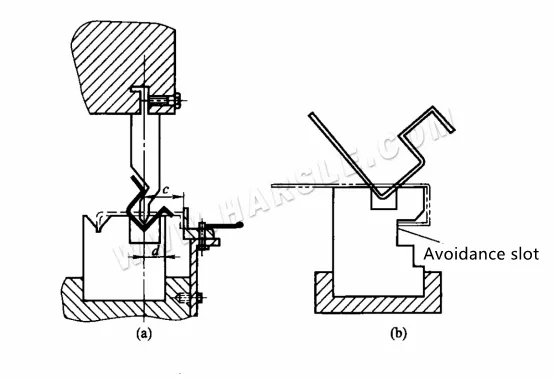
عند ثني قطعة خام ذات حافة مثنية، يجب ألا تزيد المسافة من مركز فتحة القالب السفلي إلى حافتها عن طول الجانب المستقيم للقطعة المنحنية. يجب أن يكون البعد d في الشكل (أ) أدناه أصغر من البعد C، وإلا فلن يُمكن وضع القطعة الخام. عند ثني المنتج شبه النهائي على شكل خطاف ثم ثنيه، يجب استخدام قالب سفلي مزود بأخدود هروب، كما هو موضح في الشكل (ب) أدناه.
يجب اختيار القالب العلوي وفقًا لمتطلبات شكل وحجم القطعة. يجب أن يكون نصف قطر انحناء الطرف العامل للقالب العلوي أصغر قليلاً من نصف قطر انحناء القطعة. عادةً ما يُستخدم قالب ذو ذراع مستقيم. في حال انسداد القالب العلوي ذي الذراع المستقيم، يُستبدل بقالب ذي ذراع منحني.
عند استخدام قوالب عامة لثني أجزاء معقدة متعددة الزوايا، يجب تعديل الحاجز عدة مرات واستبدال القالبين العلوي والسفلي، وذلك وفقًا لعدد الزوايا ونصف قطر الانحناء وشكل الأجزاء. يُعدّ ترتيب الانحناء الأول والثاني بالغ الأهمية، فهو لا يؤثر فقط على بنية القالب وعدد أجزاء الانحناء، بل يُحدد أحيانًا إمكانية تصنيعها.
المبدأ العام هو: عند الانحناء، يجب أن يتم تنفيذ الانحناء من الخارج إلى الداخل، أي أولاً الزاوية الخارجية للانحناء، والزاوية الداخلية للانحناء الخلفي، يجب أن يأخذ الانحناء السابق في الاعتبار الموضع الموثوق به للانحناء اللاحق، ولا يمكن للانحناء اللاحق أن يؤثر على شكل الانحناء السابق.
تُستخدم قوالب ثني خاصة لثني القطع ذات الإنتاج الكبير أو الأشكال الخاصة. يمكن استخدام قالب الثني الخاص مع قالب الثني العادي، أو ثني القطع بشكل منفصل. توضح الصورة أدناه قالب الثني الخاص المستخدم في آلة الثني.
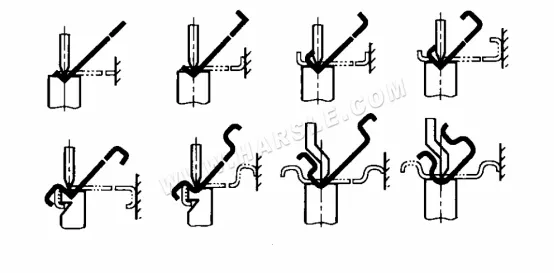
الأشكال التالية (أ) إلى (ج) توضح عملية استخدام قالب ثني خاص لثني أنبوب دائري على عدة خطوات. يمكن للقالب الخاص الموضح في الشكل (د) ثني عدة أجزاء في وقت واحد، بكفاءة إنتاج عالية جدًا. أما القالب الموضح في الشكل (هـ) فهو قالب الثني الخاص المستخدم في العملية الأخيرة، نظرًا لصغر فتحة الجزء، فإن قالب الثني العادي لا يكمل سوى العمليات القليلة الأولى.

تشغيل آلة الثني
بغض النظر عن نوع قالب الانحناء قبل استخدام آلة الثني، يجب اتخاذ الإجراءات التالية: أولاً، إزالة العوائق من سطح العمل وأداة الماكينة، وتزييت الآلة؛ ثانياً، التحقق من عمل جميع أجزاء الآلة بشكل طبيعي. في حال وجود أي مشكلة، يُرجى إصلاحها في الوقت المناسب، وخاصةً التحقق من مرونة الدواسة. في حال وجود أي مشكلة في الدواسة، يُمنع استخدامها.
بشكل عام، يمكن تشغيل آلة الانحناء وفقًا للعملية التالية.
1. قم بخفض منزلق آلة الانحناء إلى أدنى موضع واضبط أدنى نقطة في المنزلق بحيث يكون ارتفاع المنزلق المغلق على طاولة العمل أكبر بمقدار 20-50 مم من الارتفاع الإجمالي لقوالب الانحناء العلوية والسفلية.
٢. ارفع المنزلق وركّب القالبين العلوي والسفلي. الطريقة العامة هي وضع القالب السفلي على طاولة العمل، ثم إنزال كتلة الانزلاق، ثم تركيب القالب العلوي. عند تركيب القالب العلوي، حافظ على توازي طرفيه، ثم انقله من أحد طرفي كتلة الانزلاق إلى أخدود القالب الثابت، وادفعه للداخل. يُمكّن الوضع الأوسط لكتلة الانزلاق الآلة من تحقيق توازن قوى وتثبيتها بإحكام بالبراغي.
لمنع القالب العلوي من السقوط وإيذاء القالب السفلي أو إيذاء يديك أثناء التثبيت، يمكنك وضع عدد قليل من الكتل الخشبية على القالب السفلي، ويفضل عدد قليل من العصي الخشبية من نفس القطر، والتي لا يمكنها فقط منع الحوادث المذكورة أعلاه ولكن أيضًا استخدام العصي الخشبية للدعم عندما يتم دفع القالب العلوي إلى الداخل لأنه متوازي، فهو يوفر العمالة ويكون آمنًا.
3. ابدأ آلية تعديل المنزلق لجعل القالب العلوي يدخل فتحة القالب السفلية، وحرك القالب السفلي بحيث يتم محاذاة الخط المركزي لقمة القالب العلوي مع الخط المركزي لفتحة القالب السفلية، ويتم تثبيت القالب السفلي.
في الوقت الحاضر، في بعض آلات الانحناء، مع الأخذ في الاعتبار راحة التركيب وتصحيح أخطاء القوالب العلوية والسفلية، تم تصميم القالب السفلي أيضًا على شكل وسادة قالب سفلية وتقسيم قالب سفلي، والتي يتم توصيلها في شكل شق على شكل حرف U، على الرغم من أن استبدال القالب اللاحق أكثر ملاءمة، ولكن يجب أن يتم إجراء التثبيت والتصحيح الأولي وفقًا للخطوات المذكورة أعلاه.
4. ارفع المنزلق واضبط آلية الإيقاف المثبتة على ظهر طاولة العمل وفقًا لحجم الانحناء، بحيث يتطابق فم القالب العلوي مع خط انحناء مادة الصفيحة. إذا كانت المعدات مزودة بشاشة رقمية أو وظيفة تحكم رقمي، فيمكن ضبطها كهربائيًا، ويمكن ضبط حجم موضعها مباشرةً عن طريق الشاشة أو التحكم المبرمج.
إذا لم تكن المعدة مزودة بوظيفة ضبط كهربائية، يمكن ضبط حجم موضع القطعة الخام يدويًا أثناء العمل. يوضح الشكل أدناه هيكل آلية الإيقاف. من بينها: يُثبَّت الحامل 5 في الأخدود على شكل حرف T على جانب طاولة العمل بمقبض تثبيت 6، ويمكن تعديله لأعلى ولأسفل. يتحرك المنزلق 2 ذهابًا وإيابًا على طول الحامل 5 للتكيف مع الوضع المطلوب. إذا كانت كمية التعديل صغيرة، يمكن أيضًا تعديل لوحة الحاجز 1 ذهابًا وإيابًا باستخدام صامولة الضبط الدقيق 4 وتثبيتها بالمقبض 3.

عند العمل، قم عمومًا بتحديد قيمة البعد المقاس A، وقيمتها هي:
أ=ل+ب/2+ج
أ: المسافة من جانب القالب السفلي إلى الحاجز، مم؛
ب- عرض فتحة القالب السفلية، مم؛
C1 المسافة من جانب القالب السفلي إلى حافة فتحة القالب السفلي، مم؛
ل- المسافة من خط الانحناء إلى حافة الفراغ، مم.
يجب اختبار قيمة A ثم تعديلها بشكل مناسب. لا يمكن تحديد حجم الانحناء إلا بعد اجتياز الفحص الأول، والفحص الذاتي، والفحص الخاص.
٥. اضبط زاوية الانحناء حسب الحاجة. يكفي ضبط عمق القالب العلوي في القالب السفلي لضبط زاوية الانحناء، مما يُسهّل تلبية المتطلبات. عادةً، بعد عدة تجارب ثني باستخدام مواد مُهدرة، يُمكن تحديد جودة الانحناء.
تسلسل الانحناء
بالنسبة للأجزاء التي تحتاج إلى ثني عدة مرات، يكون ترتيب الثني عادةً من الخارج إلى الداخل. أي، يتم أولاً ثني زاويتي الطرفين، ثم ثني زوايا الجزء الأوسط، ويجب مراعاة الوضعية الموثوقة للثني التالي عند الثني السابق، مع مراعاة عدم تأثير الثني التالي على الجزء المُشكَّل من الثني السابق.
طرق معالجة أجزاء الانحناء الشائعة
تُستخدم آلة الثني الشاملة مع قوالب خاصة للثني، مما يجعلها سريعة الإنتاج واقتصادية للغاية، ما يجعلها شائعة الاستخدام في الإنتاج.
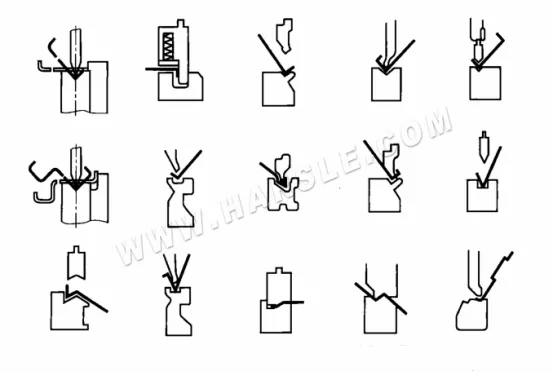
الشكل 1 يوضح جزء الانحناء المشترك وقالب الانحناء الخاص به والذي يتكون من طي الحواف والزوايا.
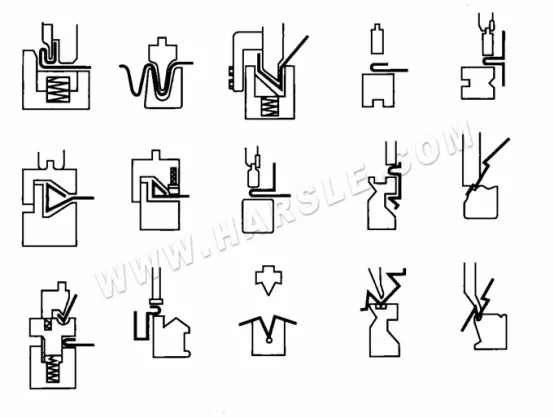
الشكل 2 يوضح قطعة طي وتشكيل ثني شائعة و قالب الانحناء الخاص بها.
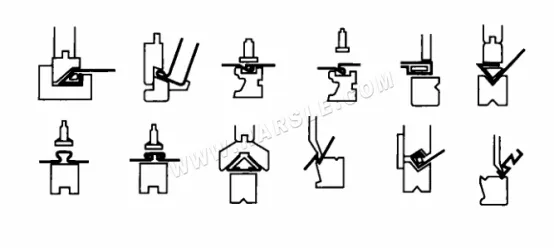
يوضح الشكل 3 قطعة انحناء مشتركة مكونة من قفل وقالب الانحناء الخاص به.
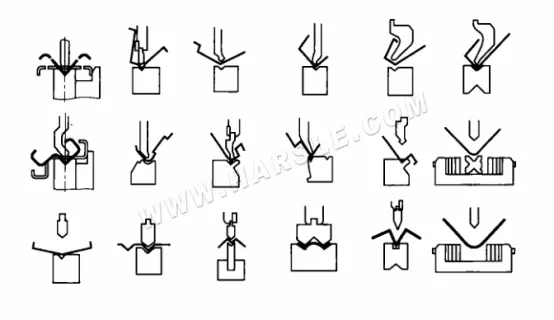
الشكل 4 يوضح قطعة انحناء مشتركة وقالب الانحناء الخاص بها.
خاتمة
يُعدّ ثني الصفائح المعدنية عمليةً متعددة الاستخدامات وأساسيةً في صناعات التصنيع والبناء والتشكيل الحديثة. بإتقان مبادئ وتقنيات ثني الصفائح المعدنية الموضحة في هذا الدليل، ستكون مؤهلاً للتعامل مع مجموعة واسعة من مشاريع الثني بثقة ودقة. سواءً كنت مبتدئًا أو محترفًا متمرسًا، يُعدّ هذا الدليل الشامل موردًا قيّمًا لتوسيع نطاق فهمك لثني الصفائح المعدنية وتحقيق أفضل النتائج في مشاريعك.