








Berechnen Sie die Biegekraft für die Abkantpresse

Bei der Arbeit mit Abkantpresse Maschinen, ist das Verständnis der Berechnung der Biegekraft unerlässlich, um genaue Ergebnisse zu erzielen. In diesem Artikel werde ich Sie durch den Prozess der Berechnung der Biegekraft für Abkantpresse Maschinen, die Ihnen fundierte Entscheidungen für Ihre Projekte ermöglichen. Wenn Sie die wichtigsten Faktoren verstehen, die die Biegekraft beeinflussen, können Sie die richtigen Maschineneinstellungen und Materialien auswählen. Wir vertiefen uns in die wichtigsten Formeln und Überlegungen, die Ihnen helfen, Ihre Biegevorgänge zu optimieren.
Einführung
In den letzten Jahren Abkantpressen werden in zahlreichen Branchen eingesetzt und auch der Fertigungsumfang von Biegemaschinen erweitert sich täglich. Die Berechnung der Biegekraft wurde jedoch bisher nicht systematisch eingeführt. Heute zeigen wir Ihnen, wie Sie die Biegekraft für Ihre Abkantpresse berechnen. Wir beginnen mit der ursprünglichen Berechnungsformel für die Biegekraft, um die Berechnung im Detail zu erklären. Berechnen Sie die Biegekraft für eine Abkantpresse.


F: Biegekraft, N
RM: Zugfestigkeit des Materials, N/mm2
T: Biegeblechdicke, mm
V: V-Öffnung der unteren Matrize, mm
L: Biegeblechlänge, mm
Zugfestigkeit gängiger Materialien
Die Zugfestigkeit ist der kritische Wert für den Übergang von gleichmäßiger plastischer Verformung zu lokal konzentrierter plastischer Verformung bei Metall und stellt gleichzeitig die maximale Tragfähigkeit von Metall unter statischen Zugbedingungen dar. Die Zugfestigkeit ist der Widerstand, der die maximale gleichmäßige plastische Verformung des Materials darstellt. Bevor die Zugprobe die maximale Zugspannung aushält, ist die Verformung gleichmäßig und konstant, aber nach Überschreiten dieser Grenze beginnt das Metall zu schrumpfen, d. h. es tritt eine zentralisierte Verformung auf.
Bei spröden Werkstoffen ohne (oder mit sehr geringer) gleichmäßiger plastischer Verformung spiegelt dies die Bruchfestigkeit des Werkstoffs wider. Man kann auch verstehen, dass sich die Verformungsfestigkeit des Stahls durch die Neuanordnung der inneren Körner wieder verbessert, wenn dieser bis zu einem gewissen Grad nachgibt. Zu diesem Zeitpunkt entwickelt sich die Verformung zwar schnell, kann aber nur mit zunehmender Spannung zunehmen, bis die Spannung den Maximalwert erreicht.
Seitdem hat die Widerstandsfähigkeit von Stahl gegenüber Verformungen deutlich abgenommen. An der schwächsten Stelle kommt es zu einer starken plastischen Verformung, wodurch der Probenquerschnitt schnell schrumpft, Einschnürungen auftreten und sogar Bruchschäden auftreten. Die maximale Spannung von Stahl vor dem Zugbruch wird als Festigkeitsgrenze oder Zugfestigkeit bezeichnet. Das Symbol ist RM (das Symbol für die Zugfestigkeit im alten GB/T 228-1987 ist σb) und die Einheit ist MPa (Anmerkungen: N/mm2=MPa). Berechnen Sie die Biegekraft für die Abkantpresse.
Regelmäßige Materialzugfestigkeit
Al: 200-300 N/mm2
Q235: 370-500 N/mm2 (Weichstahl (MS), üblicherweise 420 N/mm2)
Q345B: 450-630 N/mm2 (Kohlenstofflegierter Stahl)
Edelstahl (SS): 650-700 N/mm2
Die Auswahlregel der unteren V-Öffnung
Die untere Matrizenöffnung ist die Breite des unteren Matrizenkanals der Biegemaschinenmatrize, die im Allgemeinen mit der Materialdicke zusammenhängt. Gemäß den durch die Marktanforderungen zusammengefassten Daten ist die untere Matrizenkanalbreite V der Biegemaschine bei einem Plattendickenbereich zwischen 0 und 3 mm gleich der Plattendicke *6. Für das Präzisionsbiegen kann sie auf das Vierfache der Plattendicke verengt werden.
Bei Dicken zwischen 3 und 8 mm entspricht die Breite V des unteren Gesenkkanals der Biegemaschine der Plattendicke x 8. Bei Plattendicken über 10 mm entspricht die Breite der V-Öffnung für das untere Gesenk der Plattendicke x 12. Berechnen Sie die Biegekraft für die Abkantpresse.

Zulässige Mindestbiegekantenlänge
Bei der Biegeverformung wird das Material innerhalb der Biegekehle gestaucht und das Material außerhalb gedehnt, während das Material, das seine ursprüngliche Länge behält, in Form einer Bogenlinie verteilt wird. Der Bogen befindet sich an der materialmechanischen Neutrallinie des Blechs, die zur Berechnung der ungefalteten Länge verwendet wird. Er darf die Hälfte der Blechdicke nicht überschreiten.

Fallbeispiel
Werkstoff: Q345B
Materialstärke: 20 mm
Biegelänge: 7500 mm

Gemeinsame vereinfachte Formel
In der tatsächlichen Produktion bestehen die meisten Biegematerialien aus kohlenstoffarmem Stahl (420 MPa) mit einer Dicke von 3–8 mm, sodass wir die Formel wie folgt vereinfachen können:

Nach der Vereinfachung nimmt t den Wert in mm an, l den Wert in m und das Ergebnis wird in Tonnen angegeben.
Wenn Sie beispielsweise eine kohlenstoffarme Stahlplatte mit einer Dicke von 2,8 mm und einer Länge von 2,5 m biegen möchten, wie viel Tonnage ist rechnerisch erforderlich?
F=8*2,8*2,5=56 Tonnen
Hinweis: Die obige Formel ist nur für die Schätzberechnung anwendbar.
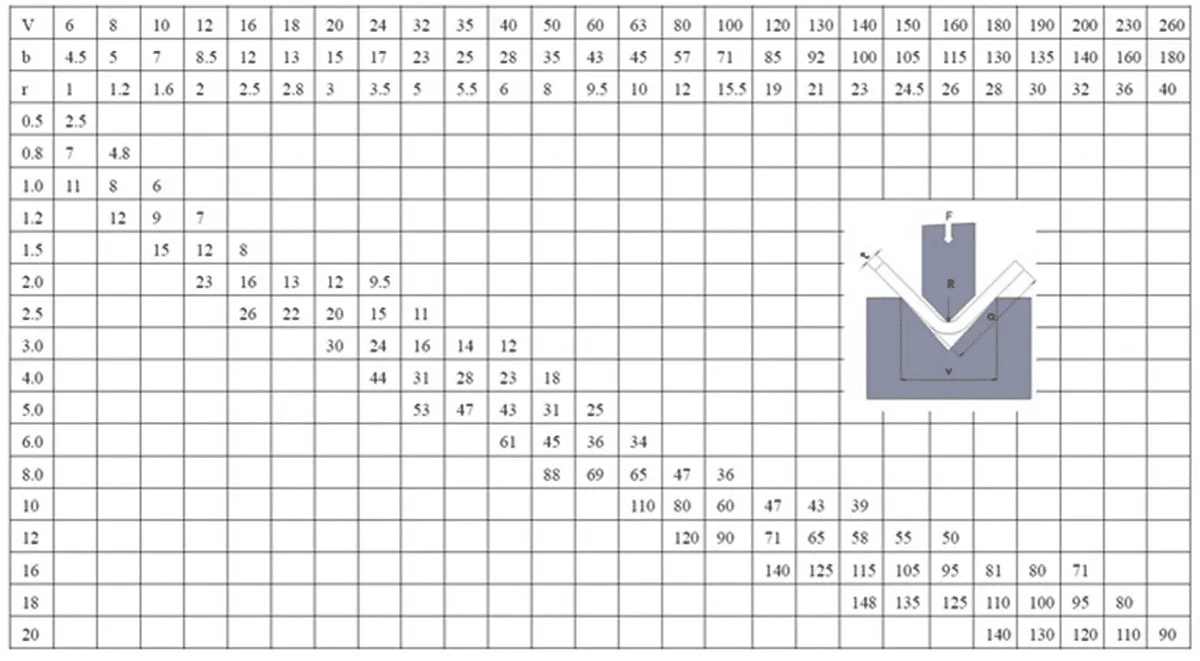
Biegekrafttabelle
Die Daten in dieser Tabelle werden basierend auf einer Biegung von 90 Grad, einer Materialzugfestigkeit Rm = 420 MPa und einer Biegelänge von 1 m berechnet.
Biegerechner
