Sie haben Schwierigkeiten, Ihr DELEM DA-69T zu meistern Abkantpresse? Diese Anleitung hilft Ihnen, die Arbeitsschritte zu verstehen, um präzises Biegen und verbesserte Produktivität zu gewährleisten.
Der DELEM DA-69T Abkantpresse bietet erweiterte Steuerungsfunktionen für präzises Biegen. Erfahren Sie Schritt für Schritt, wie Sie die optimale Bedienung gewährleisten und häufige Fehler vermeiden, die die Produktivität beeinträchtigen.
Lassen Sie uns nun den Einrichtungsprozess und die wichtigsten Funktionen untersuchen, um Ihre DELEM DA-69T-Abkantpresse für einen reibungslosen Betrieb zu optimieren.
Funktionsübersicht und allgemeine Einführung
1. Die Steuereinheit
Die Steuerung sieht wie folgt aus:

Das genaue Erscheinungsbild Ihres Steuerelements kann abweichen.
Die Bedienung der Steuerung erfolgt überwiegend über den Touchscreen. Eine Beschreibung der Funktionen und der verfügbaren Touch-Bedienelemente finden Sie neben der Beschreibung der einzelnen Funktionen in den nächsten Abschnitten dieser Anleitung.
Neben den Touch-Bedienelementen besteht die Vorderseite der Steuerung aus einem Not-Aus, dem Handrad sowie den Start- und Stopp-Tasten.
Spezielle Funktionstasten, die in der Oberseite der Steuerung angebracht sein können, haben ihre spezifische Beschreibung parallel zu dieser Bedienungsanleitung und werden vom Maschinenhersteller mitgeliefert.
Der Schwerpunkt dieses Benutzerhandbuchs liegt auf der Steuerungssoftware und den zugehörigen Maschinenfunktionen.
2. Frontbedienelemente
Die Frontplatte besteht neben dem Display aus folgenden Bedienelementen:

3. USB-Anschlüsse

4. Betriebs- und Programmiermodi
Der Hauptbildschirm der Steuerung sieht wie folgt aus:
Je nachdem, welche Navigationsschaltfläche aktiv ist, unterscheidet sich der Bildschirm. Der oben abgebildete Hauptbildschirm wird mit der aktiven Funktion „Produkte“ angezeigt.
Durch einfaches Antippen der verschiedenen Modi wird der jeweilige Modus ausgewählt.
Der Hauptbildschirm ist wie folgt aufgebaut:
Titelfeld
Oben wird immer das Titelfeld angezeigt. In diesem Bereich finden Sie Logoinformationen, das geladene Produkt, das ausgewählte Produktverzeichnis und (falls aktiviert) die Servicezeile. Auch Maschinenanzeigen finden Sie hier.

Informationstafel
Im Informationsbereich werden alle Funktionen und Visualisierungen zum gewählten Modus angezeigt und sind auffindbar.

Befehlsfeld
Das Befehlsfeld ist Teil des Informationsfelds und der Ort, an dem die mit dem Informationsfeld verbundenen Steuerelemente zu finden sind.
Navigationsbereich
Das Navigationsfeld ist der Bereich, in dem alle wichtigen Modi zu finden sind. Dieser Bereich ist immer sichtbar. Über die Steuerelemente, große Schaltflächen mit Symbolen, kann direkt von einem Modus zum anderen gewechselt werden.

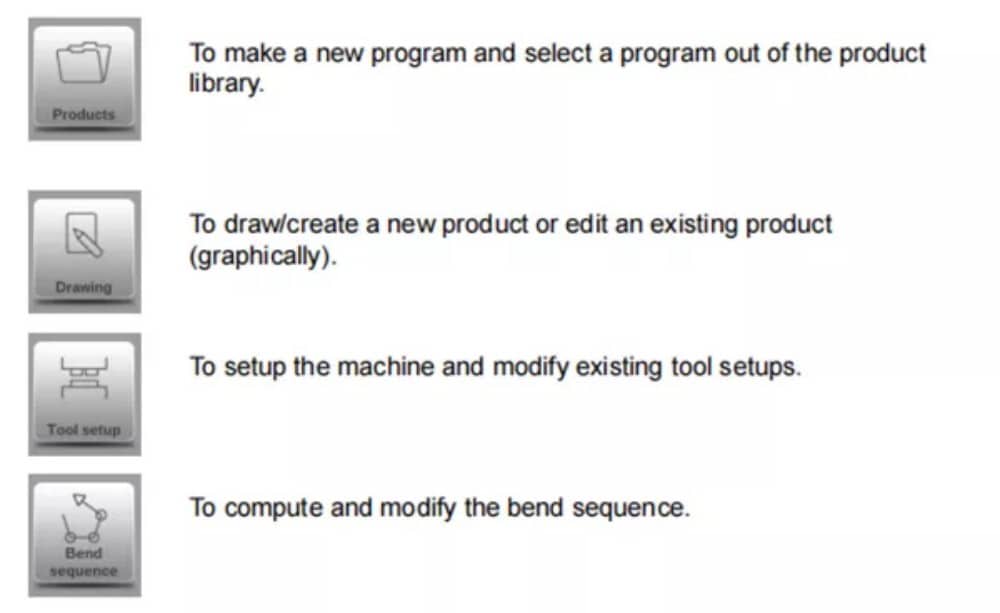
Erklärung der Hauptmodi / Navigationstasten

5. Erste Schritte
(1)Einleitung
Um ein Biegeprogramm für ein Produkt zu erhalten, bietet die Steuerung die Möglichkeit, eine Produktzeichnung zu erstellen und eine gültige Biegefolge für das Produkt zu berechnen. Mit diesen Informationen wird ein Produktprogramm generiert.
Dies geschieht mit den folgenden Schritten:
● Gehen Sie im Navigationsbereich zum Produktmodus und starten Sie ein neues Produkt, indem Sie auf „Neues Produkt“ tippen.
● Geben Sie die Produkteigenschaften ein und beginnen Sie im Zeichenmodus mit dem Zeichnen eines 2D-Produktprofils.
● Überprüfen Sie die Werkzeuge, ändern Sie sie oder nehmen Sie im Werkzeug-Setup-Modus eine neue Konfiguration vor.
● Verwenden Sie den Biegesequenzmodus, um die Biegesequenz durch Berechnung zu bestimmen oder sie manuell nach Ihren eigenen Vorstellungen zu ändern.
● Ändern Sie bei Bedarf das numerische CNC-Programm über den Programmmodus.
● Tippen Sie auf „Auto“ und drücken Sie die Start-Taste, um das programmierte Produkt herzustellen.
(2)Vorbereitungen
Bevor mit der Produktprogrammierung begonnen werden kann, müssen die folgenden Vorbereitungen getroffen werden.
● Die korrekten Materialeigenschaften müssen in der Materialbibliothek programmiert sein. Diese finden Sie auf der Seite Materialien im Einstellungsmodus.
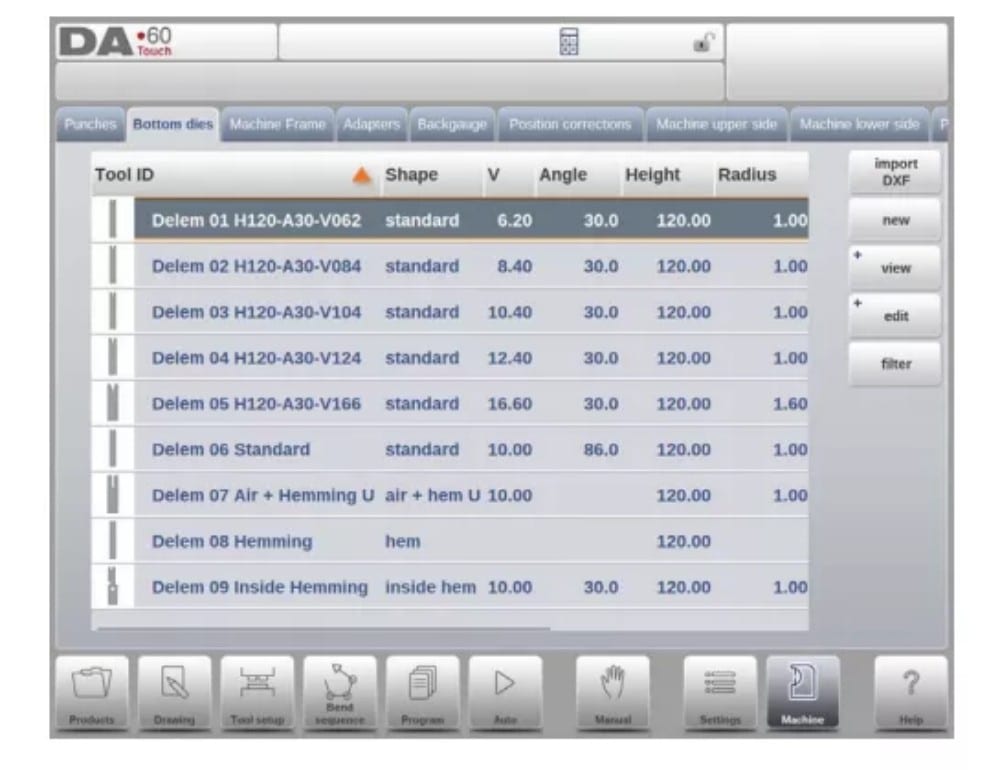
● Die richtigen Werkzeuge müssen in der Werkzeugbibliothek programmiert werden. Werkzeuge sind zum Erstellen eines CNC-Programms erforderlich. Die Bibliotheken für die verschiedenen Werkzeugtypen finden Sie im Maschinenmodus.
(3)Erstellen Sie eine Zeichnung
Die Steuerung bietet die Möglichkeit, eine Zeichnung des gewünschten Produkts zu erstellen. Tippen Sie dazu im Navigationsbereich auf „Zeichnung“, um ein 2D-Profil oder eine 3D-Produktzeichnung zu erstellen. In diesem Schritt werden keine Biegungen oder Abmessungen berechnet: Es können beliebige Profile oder Zeichnungen erstellt werden. Die Zeichenmethode der Touchscreen-Steuerung basiert auf:
● Skizzierung
● Werteinstellung
Skizzierung
Das Skizzieren der Produkt- und Werkzeugform erfolgt durch Tippen auf den Bildschirm in die verschiedenen Richtungen, die die Zeichnung haben soll. Die Anwendung folgt dem Tippen und zeichnet eine Linie zwischen den angegebenen Punkten. Der letzte Punkt des Designs wird immer als großer roter Punkt angezeigt.
Wenn der Zeichenpunkt auf dem Bildschirm angezeigt wird, können Sie Ihren Finger an dieser Stelle halten und ihn über den Bildschirm bewegen, um die verbundene Linie in die gewünschte Richtung zu verschieben oder die Linienlänge zu verlängern. Diese Methode wird als „Ziehen“ bezeichnet. Länge und Winkel werden auf dem Bildschirm angezeigt und können exakt oder annähernd dem gewünschten Wert angepasst werden.
Werteinstellung
Sobald das Produkt oder Werkzeug mit der Skizziermethode gezeichnet ist, können die genauen Werte der Linienlängen und Winkel mit der Werteinstellung optimiert werden. Tippen Sie einfach zweimal auf den Wert der Linienlänge oder des Winkels, um ihn zu ändern. Die Tastatur wird eingeblendet. Der Wert kann auf zwei Arten eingegeben werden:
der Bestätigung:
● Funktion eingeben
● Enter-Next-Funktion
Mit der Enter-Funktion wird die Tastatur nach der Eingabe des Wertes geschlossen. Mit der Enter-Next-Funktion wird der zu ändernde Wert auf der Linie oder dem Winkel eingegeben und die Tastatur bleibt für den nächsten Programmierschritt geöffnet.
Falls der eingegebene Wert fehlerhaft ist, kann auf die Schaltfläche „Rückgängig“ rechts neben dem Eingabefeld getippt werden, um zum ursprünglichen Wert zurückzukehren, oder auf die Rücktaste auf der Tastatur, um das zuletzt eingegebene Zeichen zu löschen.
Zoomfunktion
Durch gleichzeitiges Zusammenziehen zweier Finger auf dem Bildschirm kann die Zeichnung, das Werkzeug oder die Maschinenvisualisierung vergrößert und verkleinert werden. Durch Spreizen der Finger wird vergrößert, durch Annähern der Finger wird verkleinert.
An Bildschirm anpassen
In den Befehlssymbolen am Bildschirmrand finden Sie die Funktion „An Bildschirm anpassen“. Diese Funktion kann verwendet werden, wenn die Zeichnungsgröße im Bild nicht klar erkennbar ist. Tippen Sie einfach einmal darauf, und die gesamte Zeichnung wird an den Zeichenbildschirm angepasst.
Schwenken
Durch gleichzeitiges Berühren und Ziehen zweier Finger über den Bildschirm (in die gleiche Richtung gleiten) kann man in der 3D-Ansicht das Objekt schwenken. In der 2D-Ansicht ermöglicht auch ein einzelner Finger das Schwenken.
Rotierend
In 3D kann das Drehen der Produkt-, Werkzeug- oder Maschinenvisualisierung durch einfaches Gleiten des Fingers über den Bildschirm erfolgen.
Weitere Informationen hierzu finden Sie in Kapitel 3.
Funktionen des Zeichenwerkzeugs
● Grafische Gestaltung von Produktformen in 2D und 3D (sofern vorhanden)
● Skalierte Blechdicke
● Automatische Skalierung
● Horizontale und vertikale Projektionsmaße können eingegeben werden
● Werkzeugdesign im Originalmaßstab
● Verschiedene Maschinenformen (Pressbalken und Tische)
● Längen- und Winkeländerung
● Hinzufügen oder Löschen von Biegungen
● Spezielle Biegefunktionen können angewendet werden
● Falzbiegungen können programmiert werden
● Stoßbögen können für große Radien verwendet werden
● Vorhandene Produkte können kopiert, geändert und als neues Produkt gespeichert werden
● Schließmaß bzw. höchste Präzisionstoleranzauswahl
● Anbindung von 2D-Programmen für die 3D-Produktion
(4) Biegereihenfolge festlegen
Nach Fertigstellung der Produktzeichnung bietet die Steuerung den Werkzeug-Setup-Modus an, um die exakte Werkzeugkonfiguration so zu programmieren, wie sie auf der Maschine angeordnet ist. Anschließend können Sie den Biegesequenz-Modus auswählen, um die gewünschte Biegesequenz zu bestimmen und zu simulieren.
Im Biegesequenzmodus zeigt die Steuerung das Produkt, die Maschine und die Werkzeuge an. In diesem Menü kann die Biegesequenz programmiert und visuell überprüft werden. Sobald eine Biegesequenz festgelegt ist, kann das CNC-Programm generiert werden.
Nähere Informationen hierzu finden Sie in den Kapiteln 4 und 5.
Biegefolgeberechnung
• Automatische Berechnung für minimale Produktionszeit
• Interaktive Biegereihenfolgebestimmung
• Manuelle Biegereihenfolgebestimmung
• Kollisionsvisualisierung des Produkts mit Werkzeugen und Maschinen
• Freie Werkzeug- und Maschinenformauswahl
• Zuweisung von Wendezeiten, Hinteranschlaggeschwindigkeit etc.
• Rohlingslängenberechnung
• Produktionszeitanzeige
• Biegefolgesimulation
• Programmierbare Fingerpositionen
(5) Numerisches Programm
Über das Programmmenü haben Sie Zugriff auf das numerische Programm und die Werte des aktiven Produkts.
Es gibt zwei Möglichkeiten, ein CNC-Programm zu erstellen:
• Geben Sie ein numerisches Programm ein, das über den Produktmodus gestartet wurde, und tippen Sie Schritt für Schritt auf „Neues Programm“.
• Generieren Sie das Programm aus der grafischen Biegesimulation, die Sie über den Modus „Produkte“ gestartet haben, indem Sie auf „Neues Produkt“ tippen, und zwar über den Modus „Zeichnung“. (siehe: Modus „Zeichnung“, Produktzeichnung).
Bei manueller Programmeingabe erfolgt keine Kollisionsprüfung. Alle Programmwerte müssen manuell eingegeben werden. Das Programm ist von der Erfahrung des Bedieners abhängig.
Wenn das Programm aus einer grafischen Biegesequenz generiert wird, kann es während der Produktion visualisiert werden. Ein generiertes Programm kann je nach Betriebsanforderungen bearbeitet werden.
Weitere Informationen hierzu finden Sie in Kapitel 6.
Wenn eine Zeichnung mit einer Biegefolge fertiggestellt und das Programm gespeichert wurde, wird das Programm nachbearbeitet und das numerische Programm wird verfügbar.
Das System berechnet automatisch:
• Notwendige Kraft
• Maschineneinstellungen wie:
• Y-Achsenposition
• Dekompression
• X-Achsenposition
• X-Achsen-Rückzug
• Y-Öffnung
• R-Achsen
• Z-Achsen
Die Achsenpositionen werden entsprechend der Maschinenkonfiguration berechnet.
(6) Das Auto-Menü und das manuelle Menü, Produktionsmodi
Ein Produktprogramm kann im Automatikmodus ausgeführt werden. Im Automatikmodus kann ein komplettes Programm Biegung für Biegung ausgeführt werden. Im Automatikmodus kann der Schrittmodus gewählt werden, um jede Biegung einzeln zu starten.
Der manuelle Modus der Steuerung ist ein unabhängiger Produktionsmodus. In diesem Modus kann eine Biegung programmiert und ausgeführt werden. Er wird typischerweise verwendet, um das Verhalten des Biegesystems zu testen.
Nähere Informationen hierzu finden Sie in den Kapiteln 7 und 8.
(7) Datensicherung, externer Speicher
Sowohl Produkt- als auch Werkzeugdateien können extern gespeichert werden. Je nach Konfiguration können diese Dateien im Netzwerk oder auf einem USB-Stick gespeichert werden. Dies ermöglicht die Sicherung wichtiger Daten und den Austausch von Dateien zwischen Delem-Steuerungen.
Weitere Informationen hierzu finden Sie in Kapitel 9.
6. Programmierhilfen
(1) Hilfetext
Diese Steuerung ist mit einer Online-Hilfefunktion ausgestattet. Durch Drücken der Hilfe-Schaltfläche im Navigationsbereich wird kontextsensitive Hilfe bereitgestellt.

Um ein Hilfefenster für einen Parameter zu aktivieren, tippen Sie im Navigationsbereich auf die Schaltfläche „Hilfe“.
Es erscheint ein Popup-Fenster mit Informationen zum aktiven Parameter.

Dieses Hilfefenster enthält dieselben Informationen wie die Bedienungsanleitung.
Das Hilfefenster kann wie folgt verwendet werden:
Sie können durch den Text scrollen, indem Sie mit dem Finger in die gewünschte Richtung wischen. Durch Tippen auf den unteren oder oberen Teil des Bildschirms können Sie mit „Vorherige Seite“ bzw. „Nächste Seite“ durch den Hilfetext blättern.
Die Indexfunktion ermöglicht den Sprung ins Inhaltsverzeichnis. Hyperlinks in der Tabelle helfen dabei, direkt zum gewünschten Thema zu navigieren.
Tippen Sie auf „Beenden“, um das Hilfefenster zu schließen.
(2) Listbox-Funktionalität
Für einige Parameter der Steuerung ist die Anzahl der möglichen Werte begrenzt. Wenn Sie einen solchen Parameter auswählen, tippen Sie auf die Parameterzeile auf dem Bildschirm. Die Optionsliste wird in der Nähe der Position geöffnet, an der Sie auf die Zeile getippt haben. Dort können Sie den gewünschten Wert auswählen.

Um die Auswahl und das geöffnete Listenfeld rückgängig zu machen, tippen Sie außerhalb des Felds, um es zu schließen, ohne den ausgewählten Parameter zu ändern.
(3) Filter, Live-Suche, Autofilter
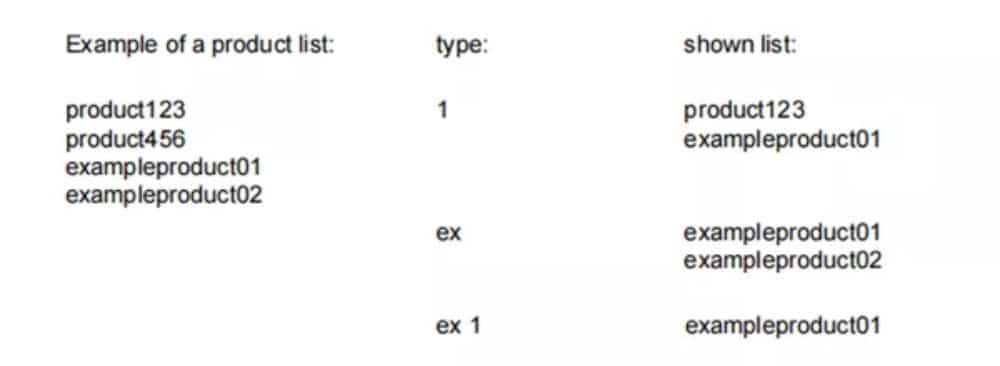
In einigen Modi wird eine Liste von Objekten (Produkten, Werkzeugen, Materialien usw.) angeboten. Ein Beispiel für ein solches Menü ist der Modus „Produkte“ (Produktauswahl). Um nach einem bestimmten Produkt oder Werkzeug zu suchen, können Sie die Filterfunktion verwenden. Drücken Sie die Schaltfläche „Filtern“ und geben Sie einen Teil der ID in das Eingabefeld ein. Die Liste wird automatisch auf die Elemente beschränkt, die den eingegebenen Teil enthalten.
Mehrere Suchteile können getrennt werden durch .
Um einen geöffneten Filterbildschirm zu schließen, verwenden Sie die Tastatur-Schließen-Schaltfläche auf der rechten Seite neben der Tastatur.
Autofilter
Zusätzlich zur Filterfunktion verfügen die Spaltenüberschriften beispielsweise der Werkzeugauswahltabellen und der Produktauswahltabelle über eine „Autofilter“-Funktionalität.
Durch Antippen der Spaltenüberschrift kann die Liste nach der jeweiligen Spalte sortiert werden. Das Dreieck in der Überschrift zeigt die Sortierreihenfolge an.
Wenn Sie auf eine Kopfzeile mit Autofilter-Funktion tippen, wird automatisch ein Listenfeld angezeigt, das die möglichen Filteroptionen basierend auf den verfügbaren Einträgen in dieser Spalte anbietet. Beispiel:
Bei der Matrizenauswahl kann die V-Öffnung auf den gewünschten Wert gefiltert werden. In der Liste werden nur Matrizen angezeigt, die dem eingestellten Filter entsprechen.
Filter lassen sich auf ähnliche Weise abschalten. Die Liste bietet zusätzlich eine Funktion zum Entfernen von Filtern.

(4) Navigation
In einigen Modi sind die Programmbildschirme in Registerkarten unterteilt.
Die Tabs lassen sich einfach durch Antippen auswählen. Ist ein Tab nicht oder nicht vollständig sichtbar, kann durch horizontales Ziehen der Tab-Reihe der gewünschte Tab in Sichtweite gezogen und ausgewählt werden.
(5) Texteingabe und -bearbeitung
Mit dem Cursor können Sie innerhalb einer bestehenden Eingabe einen bestimmten Wert oder Text eingeben. Tippen Sie dazu einfach auf die gewünschte Stelle. Der Cursor erscheint und die Eingabe wird dort eingefügt.
Beispielsweise wird in „Notizen bearbeiten“, wo mehrere Zeilen eingegeben werden können, die Eingabetaste für den Zeilenvorschub verwendet. Ausschneiden, Kopieren und Einfügen stehen auf der Tastatur zur Verfügung, um die Bearbeitung zu erleichtern. Auch die Funktionen „Rückgängig“ und „Wiederholen“ können in diesem Editor verwendet werden.

Die Tastatur kann in diesem mehrzeiligen Editor über die Pfeiltaste in der unteren linken Ecke ein- oder ausgeblendet werden.
(6) Eingabe alphanumerischer Zeichen vs. Sonderzeichen
In der gesamten Steuerung können sowohl alphanumerische Zeichen als auch Sonderzeichen verwendet werden. Bei Bedarf wird eine vollständige alphanumerische Tastatur auf dem Bildschirm angezeigt.
Beim Bearbeiten eines rein numerischen Feldes werden die alphanumerischen Zeichen ausgegraut und es kann nur der Ziffernblock verwendet werden. Bei Feldern, die die Verwendung alphanumerischer Zeichenfolgen ermöglichen, steht die Tastatur vollständig zur Verfügung. Sonderzeichen wie ? % – finden Sie über die Sonderzeichen-Schaltfläche links unten auf der Tastatur.
Sonderzeichen (wie á, à, â, ã, ä, å, æ) werden von der Bildschirmtastatur unterstützt, indem Sie ein Zeichen (wie „a“) gedrückt halten.

(7) Rechner
Die CNC-Steuerung stellt dem Bediener einen „Tischrechner“ zur Verfügung.
Über das Taschenrechner-Symbol oben auf dem Bildschirm kann zur Taschenrechnerfunktion gewechselt werden.
Der Tastaturbereich bietet Rechnerfunktionen, die unabhängig voneinander verwendet werden können. Standardfunktionen (Addieren, Subtrahieren, Multiplizieren und Dividieren) einschließlich Prozent-, Quadratwurzel-, Quadrat- und Speicherfunktionen stehen zur Verfügung.
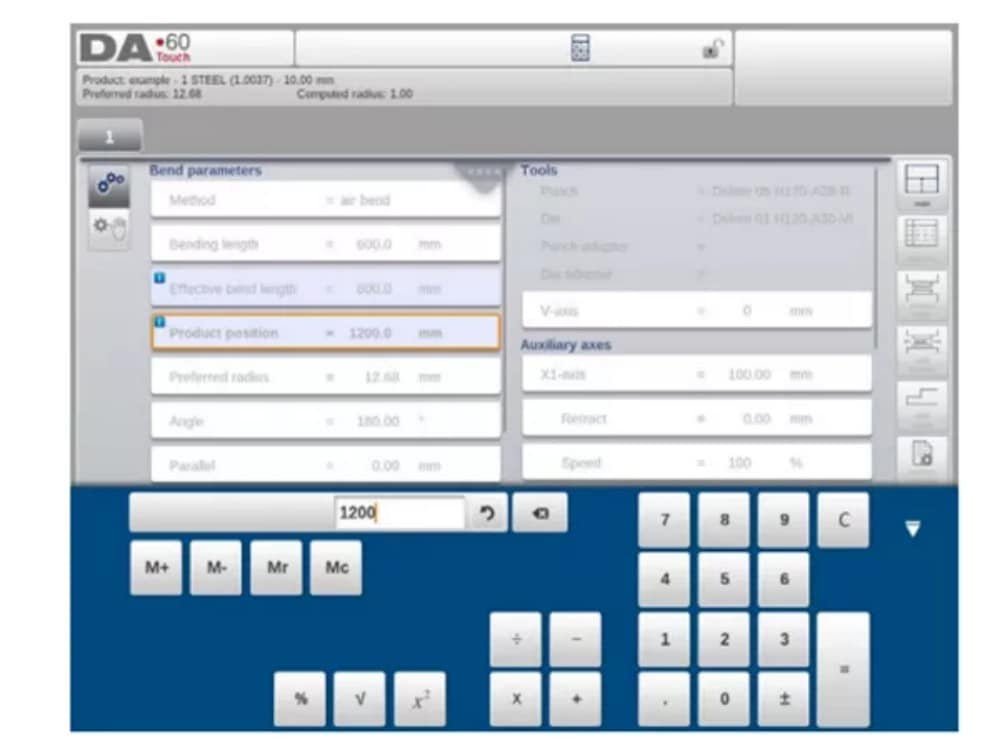
Sollen bei Berechnungen Parameterwerte als Eingabe und Ergebnisse als Ausgabe verwendet werden, kann man von der Parametereingabe zum Rechner wechseln. Dadurch wird der Parameterwert in den Rechner übertragen und das Ergebnis wieder in die Eingabezeile zurückgemeldet.
Es ist kein Ausschneiden oder Einfügen notwendig. Erst wenn Sie den berechneten Wert in die Parametereingabezeile eingeben und bestätigen, wird dieser weiter verwendet.
(8) Nachrichtenzentrum
Wenn Meldungen von SPS, Sicherheitssystemen, LUAPs oder dem Sequenzer angezeigt werden, können diese an das „Meldungscenter“ gesendet werden. Bei gleichzeitiger Anzeige einer Meldung wird das Meldungscenter-Symbol in der oberen Zeile der Kopfzeile angezeigt, z. B. neben dem Taschenrechner- und dem Tastenschloss-Symbol. Durch Antippen dieses Meldungscenter-Symbols werden die Meldungen vom Bildschirm übernommen und ermöglichen die normale Programmierung und Bearbeitung.
Beim erneuten Antippen werden die aktuellen Nachrichten angezeigt.
Wenn sich Nachrichten im Hintergrund befinden, verfügt das Symbol der Nachrichtenzentrale über eine zusätzliche Anzeige, um neue eingehende Nachrichten anzuzeigen, die noch nicht angezeigt werden.
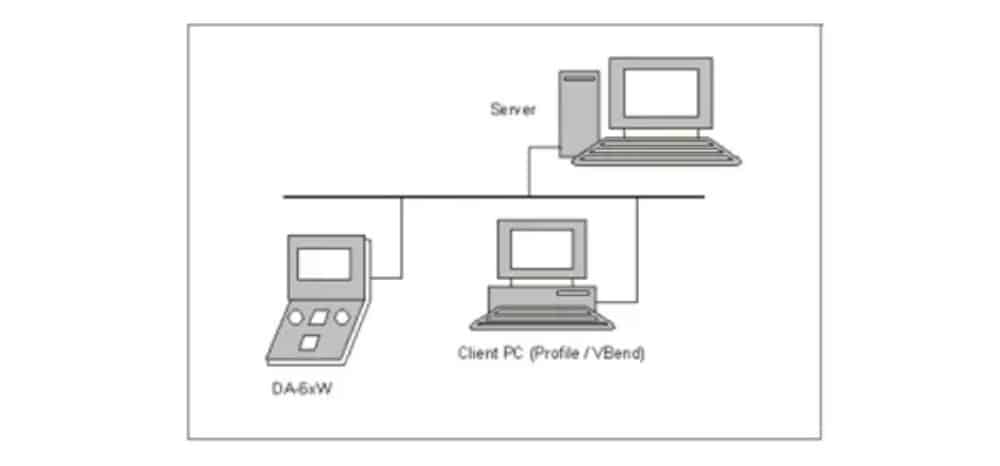
(9) Netzwerk
Die CNC-Steuerung ist mit einer Netzwerkschnittstelle ausgestattet. Die Netzwerkfunktion bietet den Bedienern die Möglichkeit, Produktdateien direkt aus den Netzwerkverzeichnissen zu importieren oder die fertigen Produktdateien in das gewünschte Netzwerkverzeichnis zu exportieren.
Kapitel 9 zum Thema „Sichern/Wiederherstellen“ im Einstellungsmodus enthält weitere Informationen zu Netzwerkmöglichkeiten.
(10) Tastensperre
Um Änderungen an Produkten oder Programmen zu verhindern, bietet die Tastensperrfunktion die Möglichkeit, die Steuerung zu sperren.
Es gibt zwei Ebenen zum Sperren der Steuerung: Programmsperre und Maschinensperre.
• Bei der Programmsperre kann nur ein Produkt ausgewählt und im Automatikmodus ausgeführt werden.
• Bei Maschinensperre ist die Maschine gesperrt und die Steuerung kann nicht verwendet werden.
Um eine Steuerung zu sperren, tippen Sie einfach auf das Schlosssymbol oben auf dem Bildschirm. Je nach verwendetem Code befindet sich die Steuerung in der Programmsperre oder Maschinensperre. Bei der Programmsperre wird ein geschlossenes Schloss in Grau angezeigt. Bei der Maschinensperre wird dasselbe Schloss, jedoch farbig (rot), angezeigt.
(11) OEM-Funktionspanel
Je nach Implementierung des Maschinenherstellers kann die obere rechte Ecke des Bildschirms für spezielle Anzeigen verwendet werden.
Um auf Funktionen zuzugreifen, die mit diesen Anzeigen in Zusammenhang stehen, kann das OEM-Funktionsfeld durch Tippen auf diese Ecke des Bildschirms geöffnet werden.
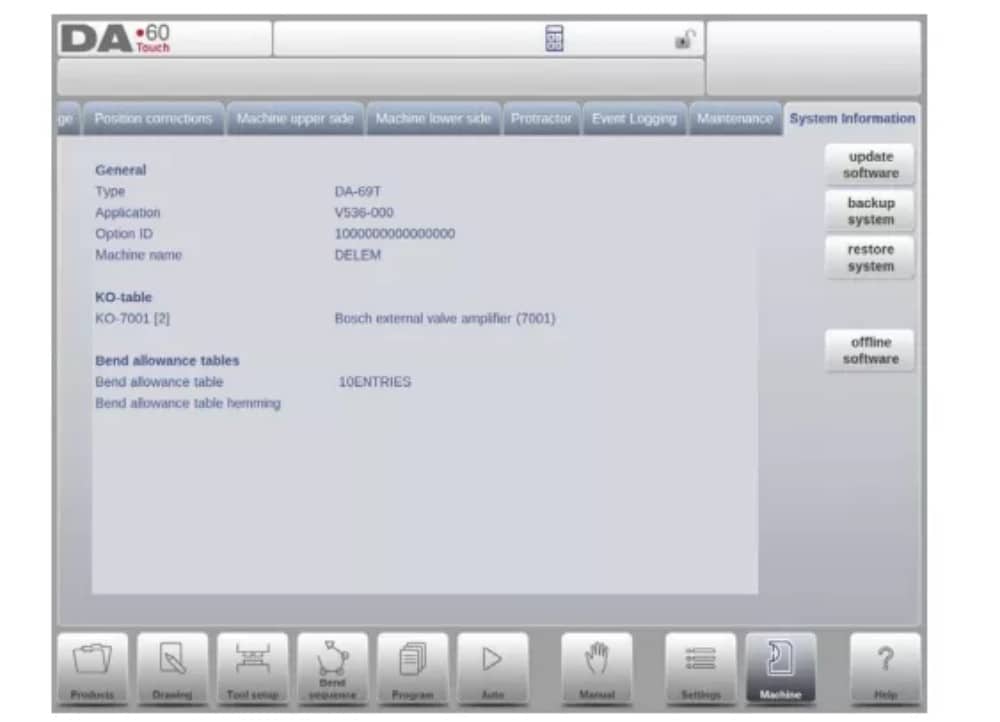
(12) Softwareversionen
Die Version der Software in Ihrer Steuerung wird auf der Registerkarte „Systeminformationen“ im Menü „Maschine“ angezeigt.

Produkte, die Produktbibliothek
1. Einleitung

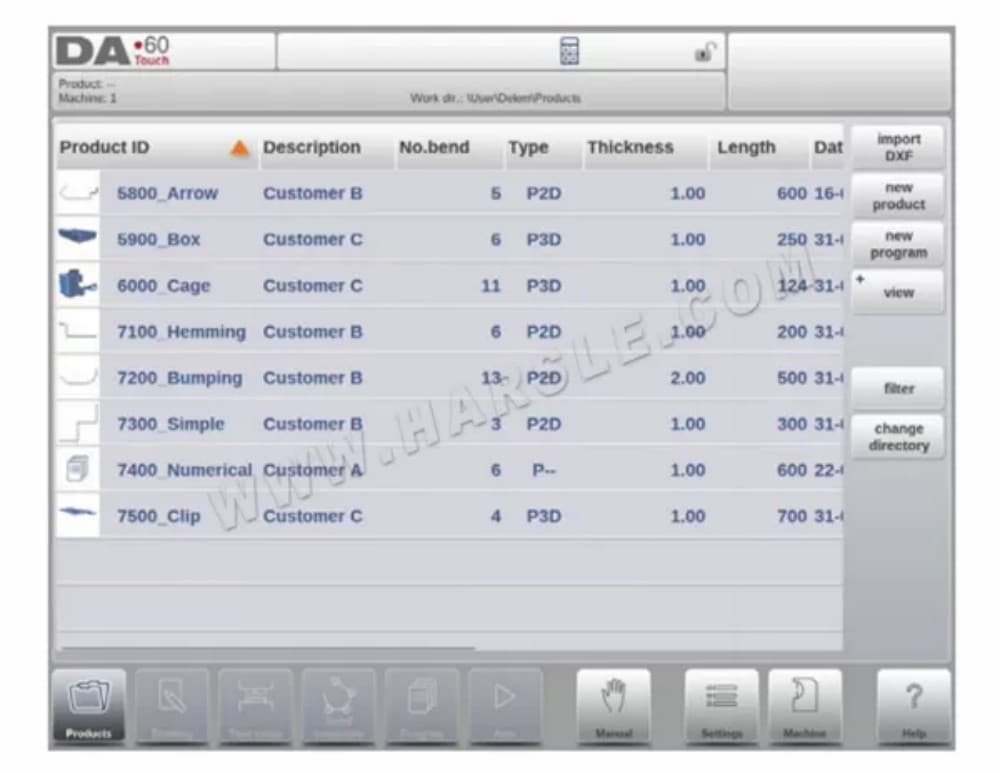
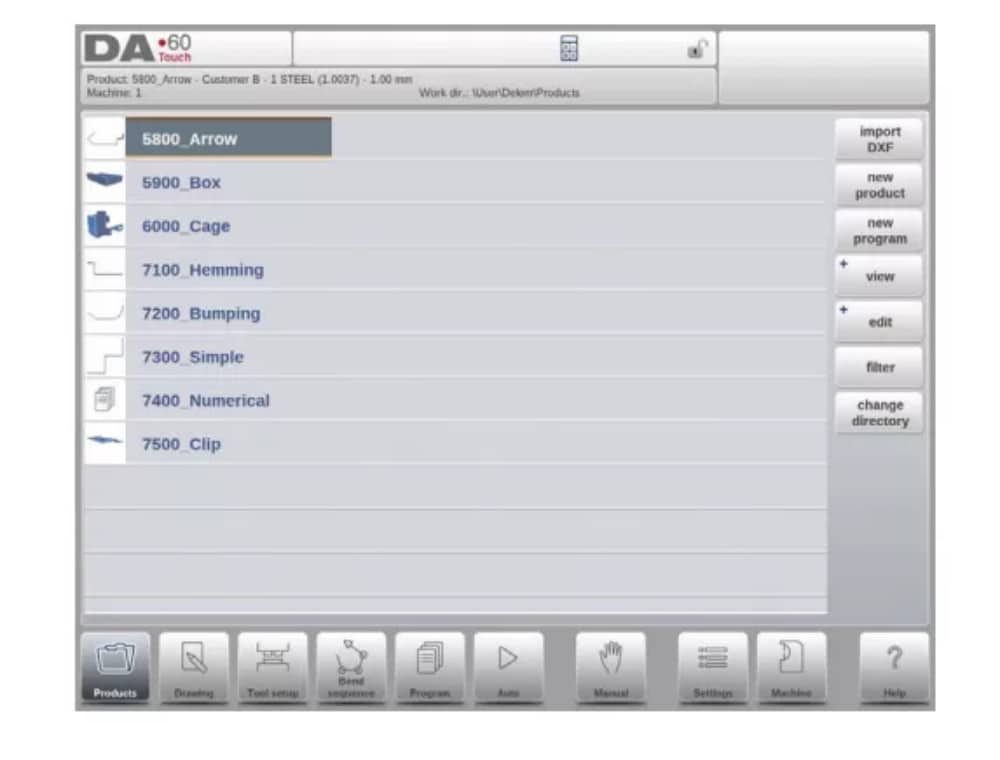
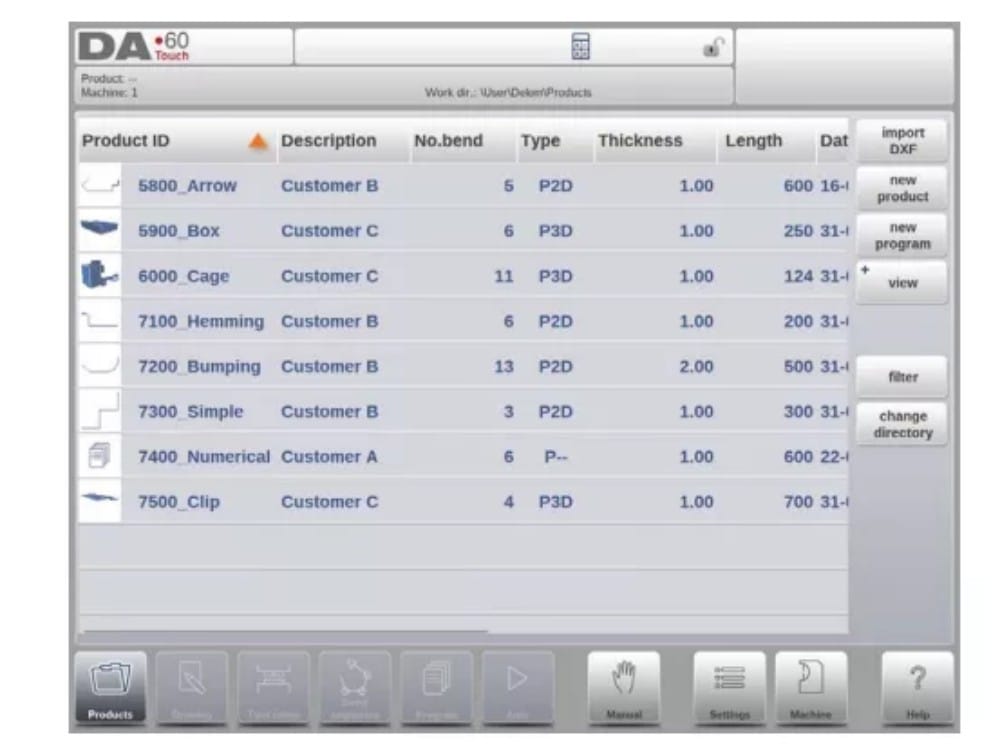
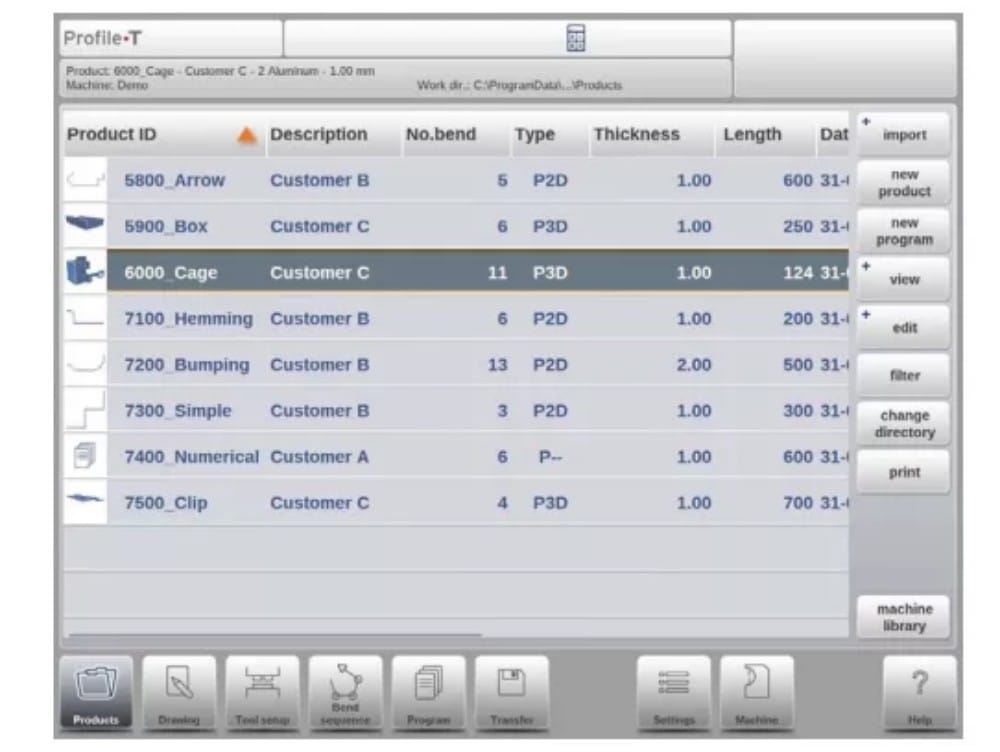
(1) Die Hauptansicht

Im Produktmodus wird eine Übersicht über die auf der Steuerung vorhandene Programmbibliothek angezeigt. In diesem Modus kann ein Produktprogramm ausgewählt (geladen) werden. Anschließend kann ein Programm geändert oder ausgeführt werden.
Jedes Element in der Liste besteht aus einer Miniaturansicht des grafischen Produkts (bei numerischen Programmen wird ein Symbol angezeigt), seiner Produkt-ID, der Produktbeschreibung, der Anzahl der Biegungen im Produkt, der Art des Produkts (Typ) und dem Datum der letzten Verwendung oder Änderung.
Die Typenbezeichnung des Produkts zeigt folgende Produkttypen:
(2) Produktauswahl
Um ein Produkt auszuwählen, genügt ein einmaliges Antippen. Das Produkt wird ausgewählt und in den Speicher geladen. Von hier aus kann die Produktion durch Antippen der Schaltfläche „Auto“ gestartet werden. Außerdem kann die Navigation durch die Produktzeichnung (falls vorhanden), die Werkzeugkonfiguration, die Biegesequenz und das numerische Programm des Produkts gestartet werden.

(3) Neues Produkt, Start eines neuen grafischen Produkts
Um ein neues grafisches Produkt zu starten, tippen Sie auf „Neues Produkt“.
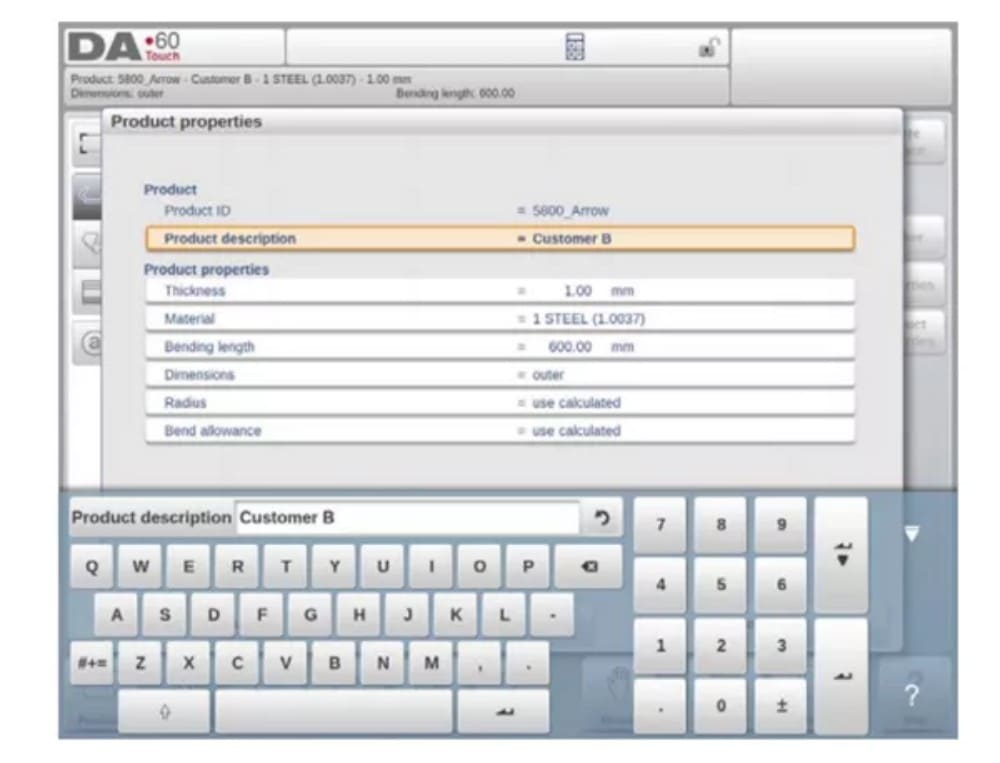
Nachdem „Neues Produkt“ ausgewählt wurde, beginnt die Programmierung eines neuen Produkts mit seinen allgemeinen Details wie Produkt-ID, Dicke und Material.

(4) Neues Programm, Starten eines numerischen Programms
Um ein neues numerisches Programm zu starten, tippen Sie auf „Neues Programm“.
Nachdem „Neues Programm“ ausgewählt wurde, beginnt die Programmierung mit den allgemeinen Details wie z. B. Produkt-ID, Dicke und Material.

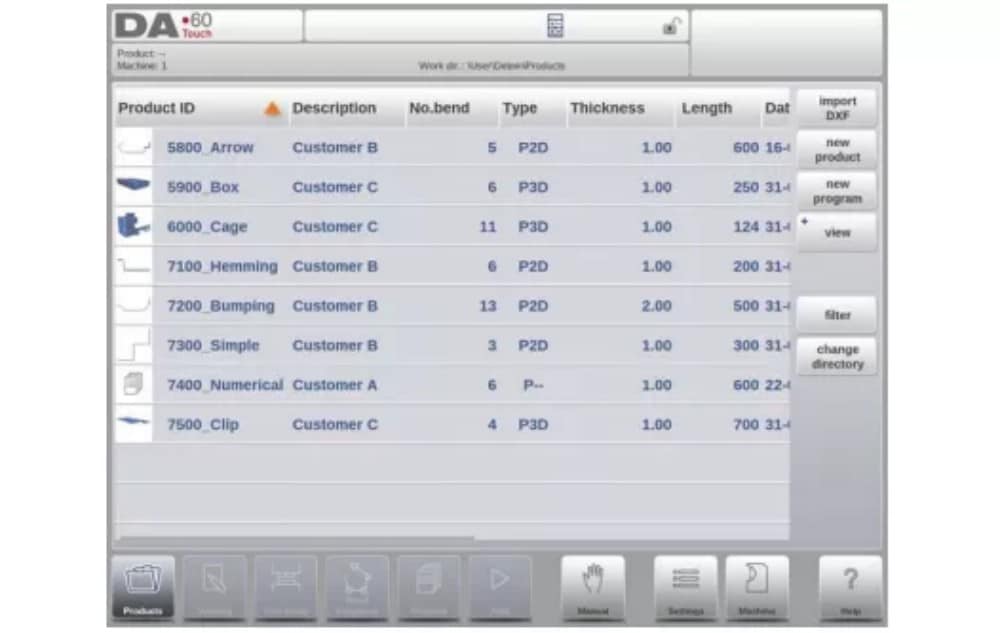
(5) Aufrufe
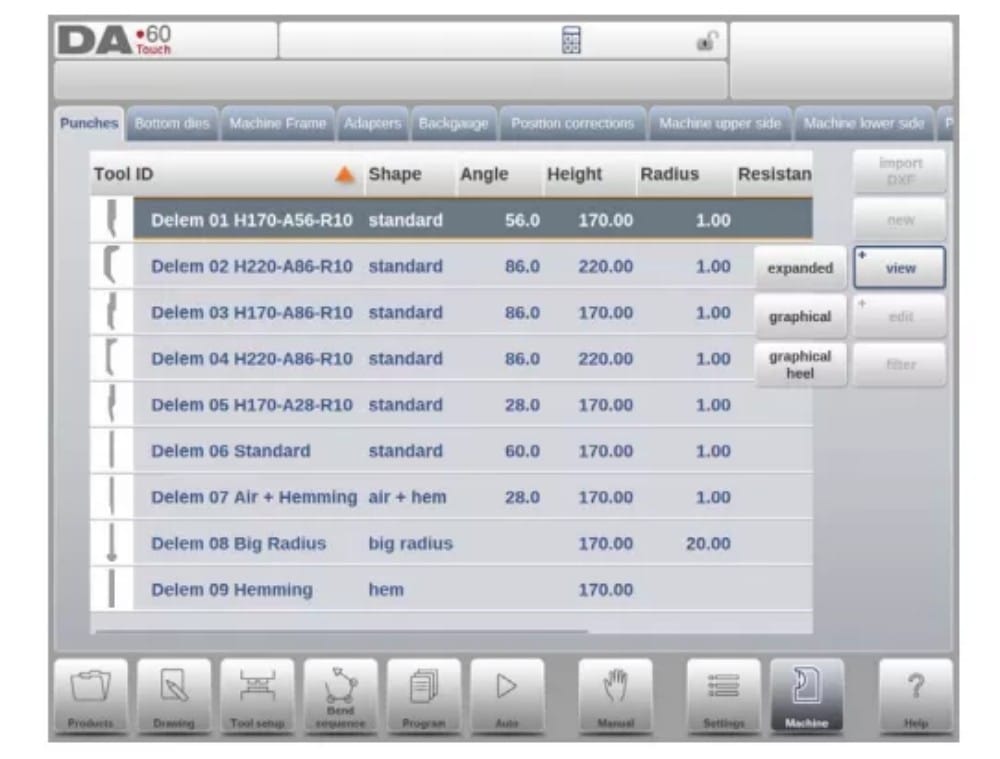
Um die Produkte als einfache Liste oder vollständig grafisch anzuzeigen, kann die Anzeigefunktion verwendet werden.
Durch Tippen auf „Ansicht“ kann einer der drei Ansichtsmodi ausgewählt werden.

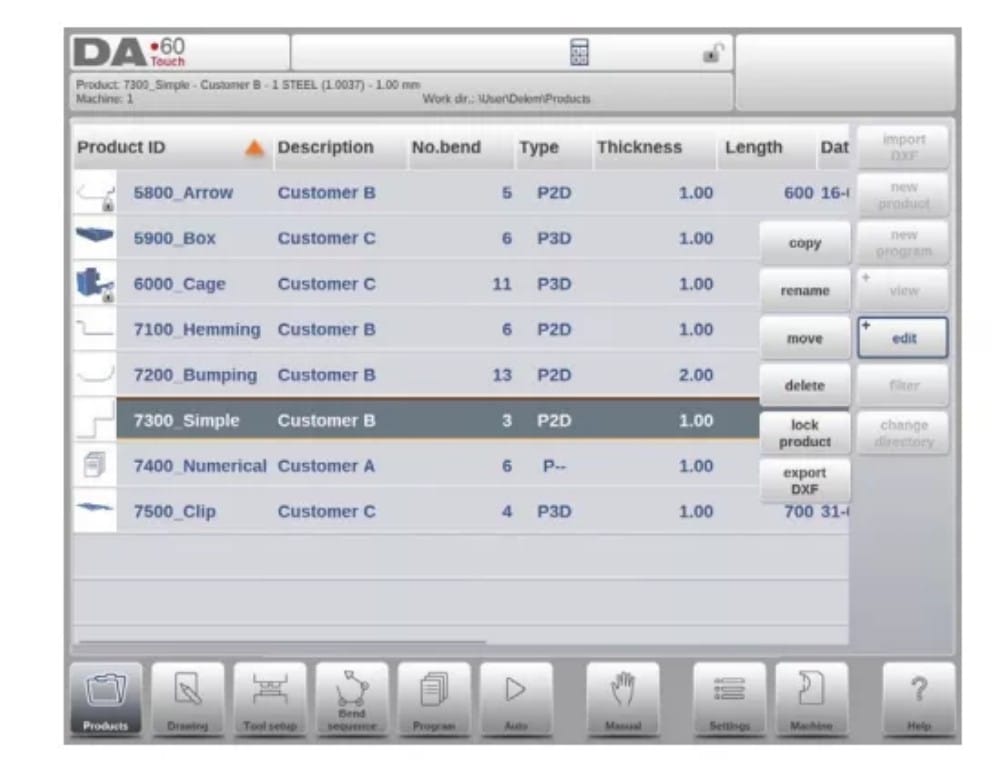
(6) Bearbeiten, Kopieren und Löschen eines Produkts oder Programms
Um ein Produkt im Produktmodus zu löschen, wählen Sie ein Produkt durch Antippen aus. Es wird ausgewählt.
Tippen Sie anschließend auf Bearbeiten und verwenden Sie Löschen. Um das Programm endgültig zu löschen, bestätigen Sie die Abfrage. Um alle Produkte und Programme auf einmal zu löschen, tippen Sie auf Alle löschen.

Um ein Produkt zu kopieren, wählen Sie ein Produkt oder Programm aus, tippen Sie auf Bearbeiten und verwenden Sie Kopieren. Anschließend kann der Produktname programmiert werden, und der Kopiervorgang wird durchgeführt. Das Produkt erscheint im selben Verzeichnis. Das kopierte Produkt ist eine exakte Kopie, einschließlich Werkzeugeinstellungen und Biegesequenz, falls verfügbar.

(7) Produkt umbenennen und verschieben
Produkte können auch verschoben und umbenannt werden. Dies kann in einem einzigen Schritt erfolgen: Verschieben verschiebt ein Produkt in ein neues Verzeichnis, Umbenennen ermöglicht dem Benutzer, ihm innerhalb desselben Verzeichnisses einen neuen Namen zu geben.
Um ein Produkt zu verschieben oder umzubenennen, wählen Sie ein Produkt oder Programm aus, tippen Sie auf Bearbeiten und wählen Sie Verschieben oder Umbenennen aus der Liste. Beim Umbenennen können Sie einen neuen Namen vergeben. Das Produkt erscheint im gleichen Verzeichnis. Beim Verschieben können Sie einen neuen Speicherort auswählen. Das kopierte Produkt ist eine exakte Kopie, einschließlich Werkzeugeinstellungen und Biegesequenz, falls verfügbar.
(8) Produkt sperren/entsperren
Die Produktsperr-/Entsperrfunktion bietet eine einfache Methode, um versehentliche Änderungen an fertigen Programmen oder Produkten zu verhindern. Auf diese Weise können optimierte und für gut befundene Produkte erst nach der Entsperrung geändert werden.
Durch Tippen auf „Bearbeiten“ kann die Funktion „Produkt sperren/Produkt entsperren“ für jedes Produkt oder Programm umgeschaltet werden.
(9) Filterfunktion
Um das Auffinden von Produkten zu erleichtern, ermöglicht die Filterfunktion Live-Suchen im gesamten Produktmodus.
Wenn Sie auf Filter tippen, wird der Filterbildschirm angezeigt. Geben Sie die gewünschte Filterzeichenfolge ein, optional getrennt durch Leerzeichen, und die Live-Suche wird gestartet.
Optional kann eine andere Ansicht ausgewählt werden. Auch die konkrete Eigenschaft, auf die der Filter angewendet wird, kann über die Auswahl geändert werden.
Die Auswahl kann nach Produkt-ID, Produktbeschreibung, Typ, Dicke, Länge oder Datum erfolgen.
Sie können entweder einen vollständigen Namen oder eine Nummer oder nur einen Teil davon eingeben. Wenn Sie einen Teil eines Namens eingeben und dieser Teil in mehreren Produktnamen vorkommt, zeigt das Steuerelement alle Produktnamen an, die diesen Teil enthalten. Es ist auch möglich, eine Kombination aus Name und Nummer einzugeben.
Siehe auch Abschnitt 1.6.3 zum Filtern und zur „Live-Suche“.

(10) Verzeichnis wechseln
Um zu einem anderen Produktverzeichnis zu wechseln oder ein neues Produktverzeichnis hinzuzufügen, tippen Sie auf Verzeichnis ändern. Wenn ein veraltetes Verzeichnis entfernt werden muss, wählen Sie das Verzeichnis aus und tippen Sie auf Entfernen
Verzeichnis. Wenn Sie das gewünschte Verzeichnis erreicht haben, tippen Sie auf „Auswählen“, um zum Produktbildschirm zurückzukehren. Dort werden alle Produkte im Verzeichnis angezeigt. Der Name des aktiven lokalen Verzeichnisses wird in der Kopfzeile angezeigt.

(11) Netzwerkproduktauswahl
Wenn ein Netzwerkverzeichnis in der Steuerung gemountet ist, finden Sie dieses unter Netzwerk. Netzwerk ist neben dem Produktverzeichnis verfügbar, wenn Sie das Verzeichnis ändern. Der Name des gemounteten Laufwerks zeigt die Verfügbarkeit für die Produktauswahl an und
Lagerung.
Die Netzwerkverzeichnisse können im Verzeichnisbrowser durchsucht werden. Verzeichnisse können ausgewählt, hinzugefügt und entfernt sowie Produkte ausgewählt werden. Wenn Sie das gewünschte Verzeichnis erreicht haben, tippen Sie auf „Auswählen“, um zurück zum Produktbildschirm zu gelangen, der alle im Verzeichnis enthaltenen Produkte anzeigt. Das Netzwerkverzeichnis ist nun das aktive lokale Verzeichnis. Sein Name wird in der Kopfzeile des Bildschirms angezeigt.

Beim Verlassen des Produktauswahlmenüs merkt sich die Steuerung das aktive Unterverzeichnis und das aktive Produkt (sofern ein Produkt ausgewählt wurde), bis ein anderes Verzeichnis oder Produkt ausgewählt wird.
Beim Arbeiten mit einem „Nur-Lese“-Netzwerk oder bei einer Unterbrechung der Netzwerkverbindung wird das Produkt im Unterverzeichnis „Recovered“ gespeichert. Dieses befindet sich als Unterverzeichnis unter „Produkte“.
Durch Tippen auf die Schaltfläche „Aktualisieren“ (unter „Ansicht“) im Produktmodus wird die auf dem Bildschirm angezeigte Produktbibliothek aktualisiert. Dies kann nützlich sein, wenn Sie von einem Netzwerkstandort aus arbeiten.
2. Die DXF-Importoption
Alternativ zum Zeichnen des gewünschten Produkts in der Steuerung kann die Steuerung auch eine extern erstellte CAD-System-Ausgabedatei importieren. In diesem Kapitel wird die Verwendung des DXF-Konverters zum Importieren von DXF-Dateien und seine Funktionsweise erläutert.
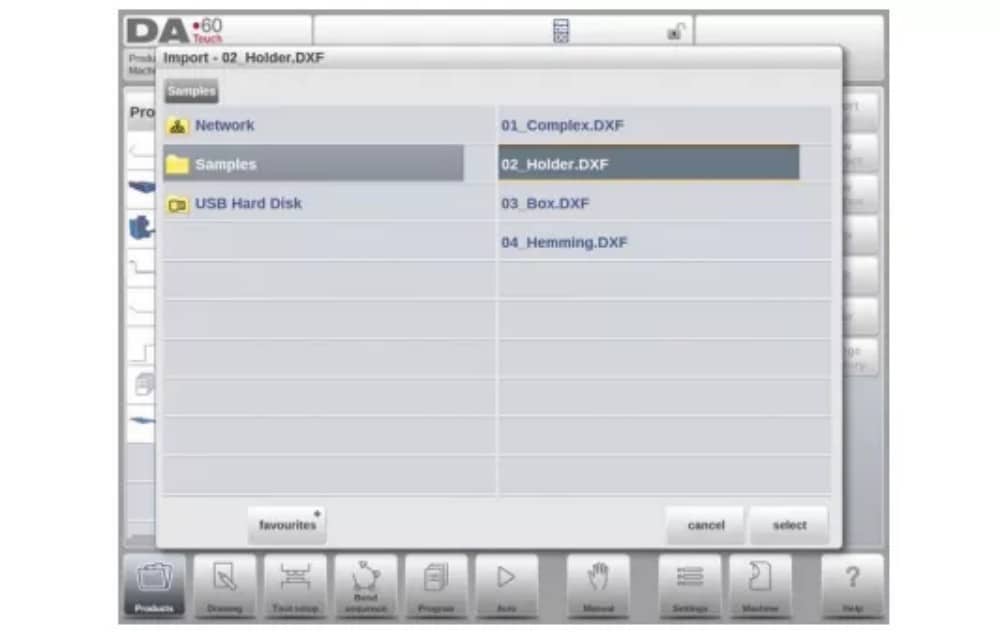
Die DXF-Importoption wird über die Schaltfläche über Neues Produkt gestartet. DXF importieren öffnet einen Dateiauswahlbrowser zur Auswahl der DXF-Datei.
Dateien können sich beispielsweise auf einem USB-Stick oder im Netzwerkverzeichnis befinden. Man kann zum Speicherort navigieren und die Datei auswählen.
Für den Import der DXF-Datei empfiehlt es sich, die Originalzeichnung möglichst genau zu erstellen. Biegelinien sollten mit Konturlinien verbunden sein, um eine genaue Produktzeichnung zu erhalten. Ist dies nicht der Fall, kann der DXF-Konverter kleine Fehler korrigieren.
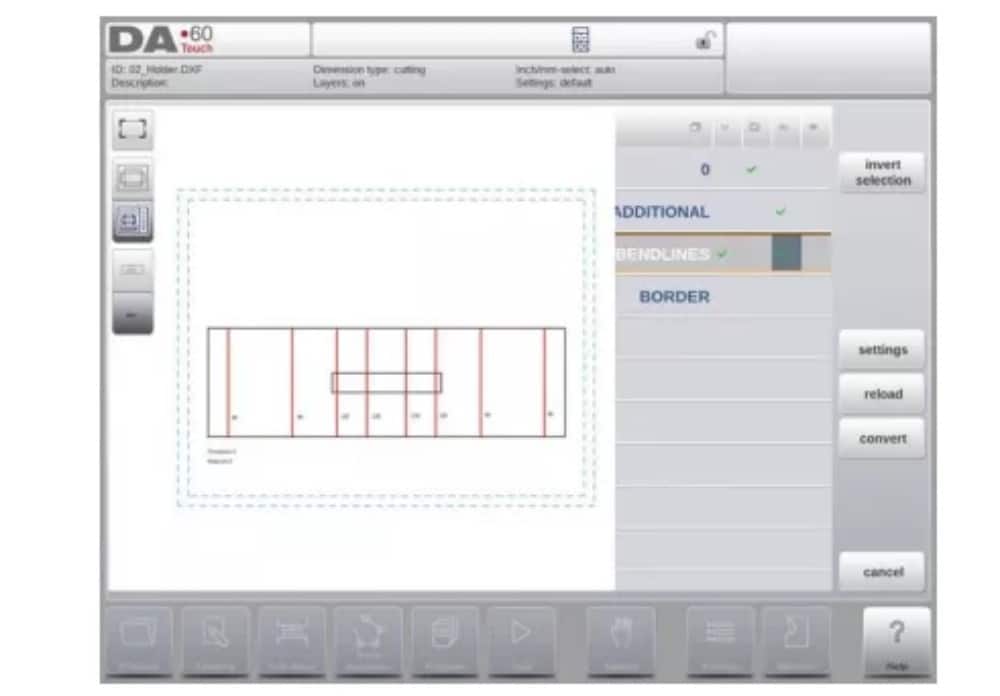
Nach der Auswahl der DXF-Datei öffnet sich das Funktionsfenster des DXF-Imports mit der Anzeige der DXF-Datei. Bei aktivierter Layerauswahl wird die Zeichnung gestrichelt dargestellt, da noch keine Linie zugeordnet ist.
(1) Abmessungen der Produktzeichnung
Die Zeichnungsdatei kann auf zwei Arten organisiert werden:
• Projektionsmaße;
• Schnittmaße.
Diese Möglichkeiten werden in den folgenden Unterabsätzen beschrieben.
Während der Arbeit im DXF-Konverter ist es möglich, zwischen Schnittmaßen und Projektionsmaßen umzuschalten. Dies kann in den Einstellungen der DXF-Konvertierung erfolgen.
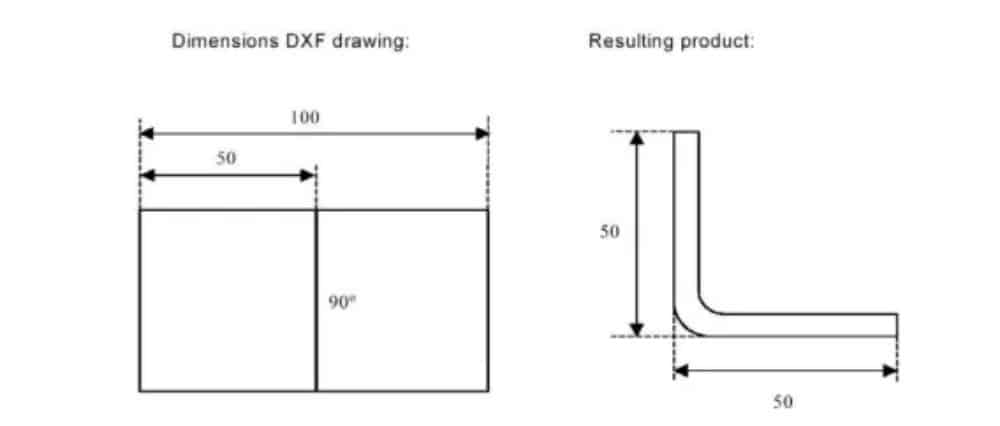
Projektionsmaße
In dieser Situation haben alle Produktseiten und Biegelinien die Länge des resultierenden Produkts. Die Zeichnung stellt nicht die tatsächliche Größe des zu biegenden Blechs dar, sondern ist lediglich eine Darstellung, wie das Blech in Biegungen und Flächen organisiert werden soll. Wenn eine solche
Nach dem Laden und Konvertieren der Zeichnung erstellt der Konverter eine Produktzeichnung mit exakt den Abmessungen der Originalzeichnung. Später werden zusätzliche Informationen zu Material, Blechdicke und Produktabmessungen hinzugefügt. Die Steuerung erstellt ein CNC-Programm mit den richtigen Achsenpositionen, um das gewünschte Produkt zu erhalten.
(2) Biegelinien und Layerauswahl mit Linienzuweisung
Für eine ordnungsgemäße Konvertierung ist die Zuordnung bestimmter Produkteigenschaften zu Zeilen im DXF wichtig.
Abhängig vom Inhalt der DXF-Datei können Biegelinien, Konturen und zusätzliche Textinformationen schichtweise zugewiesen werden. Bei aktivierter Schichtauswahl werden die Biegelinien automatisch gesucht.
Biegelinieninformationen
Bei den Biegelinien kann die Winkelinformation über einen Text neben der Linie definiert werden. Die Textbeschriftungen,
zu konfigurieren unter Einstellungen::Labels, kann wie folgt verwendet werden:
• Standard: normales Luftbiegen mit einem positiven oder negativen Wert
• Falzen: ein H gefolgt von einem positiven oder negativen Wert des Vorbiegewinkels.
• Radius: ein R gefolgt vom Wert des Radius.
Definition:
• positiver Wert: der Flansch biegt sich nach oben,
• negativer Wert: Der Flansch biegt sich nach unten.
Produktinformationen
Neben der eigentlichen Produktzeichnung kann eine DXF-Zeichnung weitere Informationen enthalten, wie z. B. Herstellername, Maßlinien, Produktbeschreibung etc. Sind diese Informationen in anderen Ebenen als der Produktzeichnung organisiert, können diese Informationen herausgefiltert werden, indem nur bestimmte Ebenen für die Konvertierung ausgewählt werden. Andernfalls ist es möglich, unnötige Informationen im Konvertierungsprogramm zu entfernen, bevor die Konvertierung der Zeichnung gestartet wird.
Ebenenauswahl
Abhängig von den DXF-Importeinstellungen, die vom Hauptbildschirm aus eingegeben werden können, kann die Ebenenauswahl ein- oder ausgeschaltet werden.
Bei aktivierter Layerauswahl kann die Visualisierung der Layereigenschaftenliste umgeschaltet werden. Die Schaltflächen in der linken oberen Ecke ermöglichen diese Auswahl. Die folgenden Abschnitte beschreiben den Unterschied zwischen
Ebenenauswahl eingeschaltet und Ebenenauswahl ausgeschaltet.
(3) Konvertierung
Wenn die Zuweisungen richtig vorgenommen wurden, kann die Konvertierung durch Tippen auf die Schaltfläche „Konvertieren“ ausgeführt werden.
Bei Warnungen oder Fehlern wird die Konvertierungsvorschau angezeigt.
Bei der Konvertierung wird die DXF-Zeichnung durch Linien wie Konturlinien, Biegelinien und Innenkonturlinien dargestellt. Farben kennzeichnen die Eigenschaft der Linienkonvertierung. Die Linien der Produktzeichnung haben nach der Konvertierung unterschiedliche Farben. Jede Farbe hat ihre eigene Bedeutung:
• Blau: Konturlinie, diese Linie ist Teil der Außenkontur des Produkts.
• Rot: Biegelinie, diese Linie ist eine Biegung.
• Grün: Innenkontur, diese Linie ist Teil der Innenkontur des Produkts.
• Schwarz: Zugewiesene Texte werden in Schwarz angezeigt.

(4) Schnittmaße umrechnen, mit Biegezugabe-Info
Im letzten Schritt der Konvertierung einer DXF-Datei mit Schnittabmessungen muss die beim Entwickeln verwendete Biegezugabe bei der Konvertierung wiederverwendet werden.
Daher wird bei der Konvertierung der Schnittmaße immer die Biegezugabetabelle der Steuerung verwendet und geprüft, ob für alle Biegungen Biegezugabeinformationen verfügbar sind.
Falls für jede Biegung nur ein Satz Biegezugabeparameter verfügbar ist, wird dieser verwendet. Das Biegezugabe-Popup zeigt die Winkel des Produkts mit der ermittelten Biegezugabe an. Wenn mehrere Einträge in der Tabelle gültig sind, muss die entsprechende Biegezugabezeile ausgewählt werden. Der gewünschte und berechnete Radius kann bei dieser Auswahl hilfreich sein.
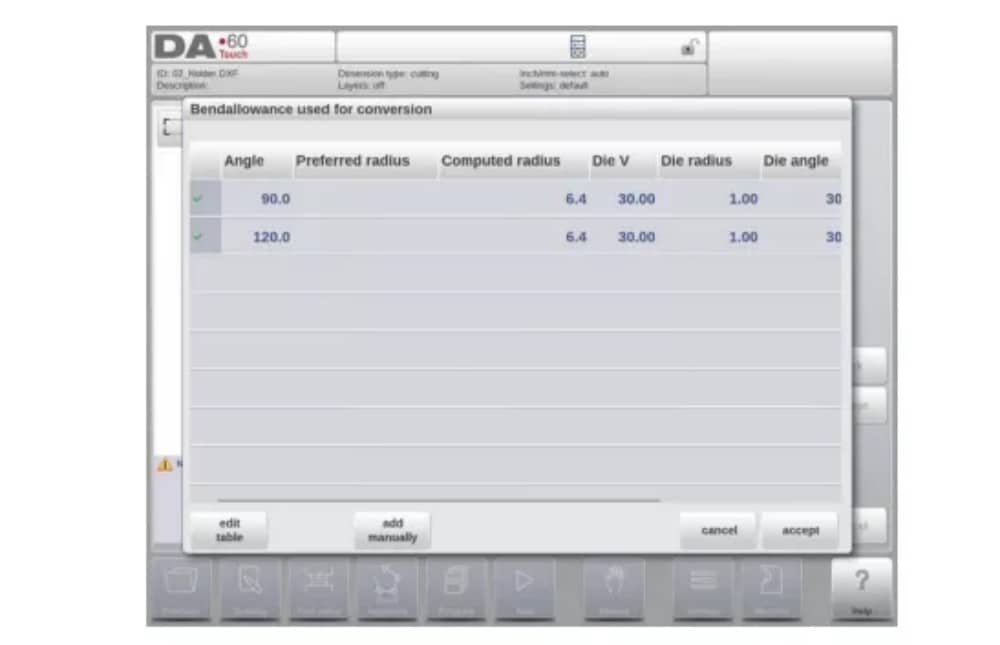
Manuelles Hinzufügen von Informationen zur Biegezugabe
Falls die Biegezugabeinformationen mit der DXF-Schnittmaßzeichnung angegeben, in der DXF-Datei enthalten oder als separate Informationen vorliegen, besteht die Möglichkeit, diese Informationen manuell einzugeben.
Wenn eine DXF-Datei importiert wird und der Biegezugabewert pro Biegung (basierend auf den Biegelinieninformationen) angegeben wird, werden diese Werte importiert und für die gewünschte Biegung verwendet. Die Steuerung verwendet diese Werte als Eingabe, die die Berechnung der Biegezugabe oder die Tabellensuche der Steuerung außer Kraft setzt.
Wenn diese Informationen während der DXF-Konvertierung eingegeben werden, funktioniert dies gleichwertig und umgeht die Berechnung der Steuerelemente oder die Tabellensuche.
Sollte die gewünschte Biegezugabe nicht in der Tabelle enthalten sein, kann diese auch direkt vor der Konvertierung manuell ergänzt werden. Sollte die Biegezugabe vor oder während der DXF-Konvertierung nicht angegeben sein, wird diese automatisch abgefragt. Sie können entweder vorhandene Einträge aus der Biegezugabetabelle auswählen oder die Biegezugabe nur für diese Konvertierung eingeben.
Um die Funktion zur Programmierung von Biegezugabeinformationen in der Zeichnungsfunktion der Steuerung (Biegeeigenschaft) zu aktivieren, muss diese in den Produkteigenschaften aktiviert werden. Dies geschieht beim Import automatisch.
(5) DXF-Einstellungen
In den DXF-Konvertereinstellungen können die Konvertierungsparameter konfiguriert werden. Es ist möglich, mehrere Einstellungsdateien für bestimmte Zeichnungstypen zu speichern. Die Funktionen „Speichern unter“ und „Laden“ stehen zur Verfügung.
Konvertierungsparameter

3. Die 3D-Importfunktion (Profile-T3D nur offline)
Alternativ können Sie das gewünschte Produkt auch direkt in der Anwendung zeichnen, indem Sie eine extern erstellte CAD-Datei importieren. Mit der 3D-Importfunktion kann Profile-T3D die generischen .IGES- und .STEP-Dateien importieren.
In diesem Kapitel wird die Verwendung der 3D-Importfunktion für IGES- und STEP-Dateien erläutert.
(Diese Funktionalität ist ausschließlich in Profile-T3D verfügbar)
Die 3D-Importfunktion wird über die Schaltfläche „Importieren“ oberhalb von „Neues Produkt“ gestartet. „3D importieren“ öffnet einen Dateiauswahlbrowser zur Auswahl einer IGES- oder STEP-Datei.
(1) Umwandlung

Die Konvertierung kann durch Tippen auf „Konvertieren“ gestartet werden. Dadurch wird die Interpretation des 3D-Designs in ein Produkt mit Biegelinien und blechspezifischen Eigenschaften gestartet.
Die Anwendung zeigt das Produkt mit den angegebenen Biegelinien.

Falls der Konverter keine Mängel findet, wird eine Vorschau der Konvertierung angezeigt und Sie können die Konvertierung durch Tippen auf „Akzeptieren“ abschließen.
Von hier aus wird das Produkt konvertiert und im Zeichenmodus angezeigt.
Weiter geht es mit der Werkzeugauswahl und der Biegefolgeprogrammierung.

Die 3D-CAD-Dateianforderungen
Für den Import der IGES- und STEP-Dateien ist es wichtig, die Vorgaben für die Blechproduktkonstruktion zu erfüllen. Diese Vorgaben sind auf Anfrage bei Delem erhältlich.
Die zu importierende 3D-Datei muss natürlich mit dem Ziel erstellt werden, ein Blechteil zu konstruieren, das auf einer Abkantpresse verarbeitet werden kann.
4. Die DXF-Kontur-Exportoption
Als Teil der DXF-Option ermöglicht die Funktion „DXF exportieren“ im Modus „Bearbeiten im Produktmodus“ und beim Übertragen (Profil-T) den Export eines beliebigen Produkts inklusive der Biegeabzüge als Kontur. Diese Kontur wird als DXF gespeichert und enthält die Schnittmaße.

Produktzeichnung
Um eine neue Produktzeichnung zu beginnen, wählen Sie Neues Produkt in der Produktbibliothek
Wenn eine neue Produktzeichnung gestartet wird, wird ein Bildschirm mit allgemeinen Produkteigenschaften angezeigt.
Zunächst sollten diese Eigenschaften, also die allgemeinen Daten, festgelegt werden, bevor mit der Produktzeichnung begonnen wird.
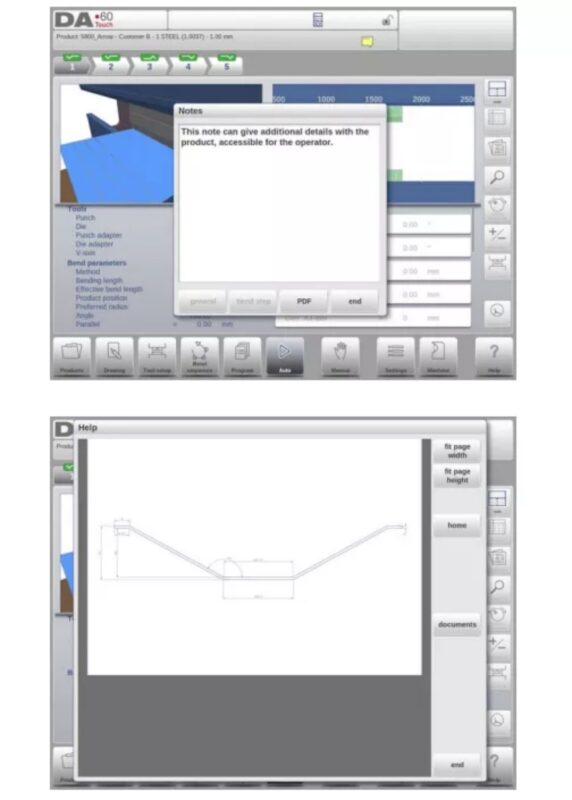
(1) Notizen hinzufügen
Nach dem Drücken von Notizen bearbeiten erscheint ein neues Fenster, in dem Sie den Text zum aktuellen Produkt bearbeiten können. Die möglichen Zeichen werden auf der Tastatur angezeigt.

2. 2D-Produktzeichnung
(1) Einleitung
Nach der Eingabe der allgemeinen Produktdaten erscheint der Zeichnungsbildschirm.
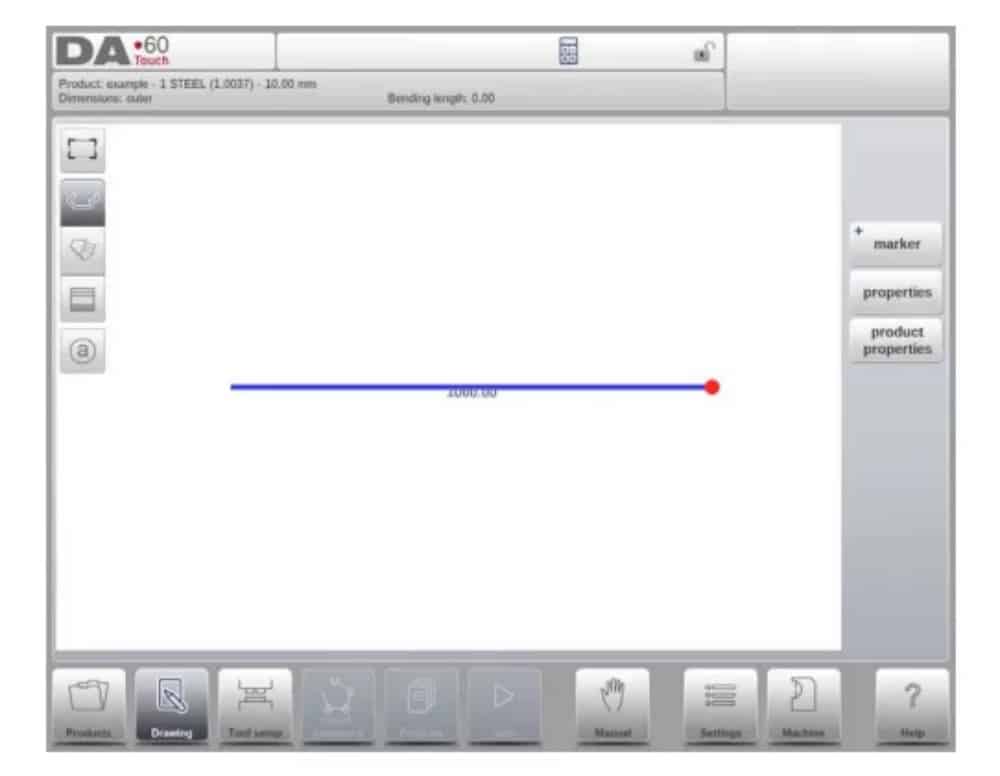
In der oberen Informationszeile finden Sie Informationen zur Produkt-ID, Produktbeschreibung, Auswahl der Innen-/Außenmaße und das aktuelle Produktverzeichnis.
Jetzt können Sie das Profil des Produkts erstellen. Tippen Sie dazu einfach mit den Fingern auf das Produkt und erstellen Sie es im Skizzenmodus. Anschließend können Sie die tatsächlichen Produktabmessungen und die entsprechenden Werte über die Tastatur eingeben.
Alternativ können Sie den Biegewinkel und die Länge der Seite direkt über die Tastatur und die Eingabetaste eingeben. Die Eigenschaften werden in der Eingabeleiste auf dem Tastaturfeld angezeigt. Dieser Vorgang wird so lange fortgesetzt, bis das Produkt das gewünschte Profil aufweist.
Die Produktdaten können durch Auswahl von Produkteigenschaften geändert werden. Die Eigenschaften der Produktwinkel und -linien können durch Auswahl von Eigenschaften geändert werden.
Werkzeugkonfiguration
1. Einleitung
2. Standardverfahren
Wenn die Funktion Werkzeugeinrichtung aktiviert ist, wird in der oberen Bildschirmhälfte eine Frontansicht der Maschineneinrichtung angezeigt. In der unteren Bildschirmhälfte werden die Werkzeugdaten angezeigt. In diesem Bildschirm kann die Platzierung der Werkzeuge in der Maschine programmiert werden.

3. Werkzeugauswahl
Beim Starten einer neuen Werkzeugkonfiguration ist die Maschinenöffnung leer

Wählen Sie „Hinzufügen“, um der Konfiguration ein Werkzeug hinzuzufügen: Stempel, Matrize oder Adapter (falls aktiviert).

Wenn ein Werkzeug ausgewählt wurde (z. B. ein Stempel), wird es mit der maximal verfügbaren Länge in die Maschine gelegt.

Nachdem ein Werkzeug platziert wurde, kann die Werkzeug-ID geändert werden, indem Sie die Stempel-ID auf dem Bildschirm auswählen und auf die Listenansicht tippen.

4. Werkzeugsegmentierung
Bei der Verwendung segmentierter Werkzeuge, aus denen Werkzeuge in der gewünschten Größe zusammengestellt werden können, kann die Steuerung dies unterstützen und dabei helfen, die entsprechende Segmentierung zu erzeugen.

Im folgenden Abschnitt wird die Funktionalität der Segmentierung erläutert, einschließlich der Verwendung der drei Ansichten im Werkzeug-Setup. Neben dem Bildschirm „Werkzeug-Setup“ hängt die Verfügbarkeit von Segmentierungsfunktionen von den programmierten Segmenten für jedes Werkzeug ab. Dies
Die Programmierung kann im Maschinenmodus unter den Stempel- und Untermatrizenbibliotheken erfolgen.
Mehr zur Programmierung von Segmenten in der Tool-Bibliothek finden Sie am Ende dieses Absatzes.
Im Bildschirm „Werkzeugeinrichtung“ stehen drei Ansichtsmodi zur Verfügung. Mit den Auswahltasten auf der linken Seite der Maschinenvorderansicht können folgende Ansichten ausgewählt werden:
5. Segmentierung einzelner Tools
Nach dem Einrichten der gewünschten Werkzeuge für die herzustellenden Produkte, die Biege
Der Sequenzmodus kann die effizienteste Biegesequenz berechnen.
Auf Wunsch können die Werkzeuge segmentiert werden, was bei der Auswahl der Segmente zur Erstellung der richtigen Werkzeuglänge hilft.
Die Werkzeugsegmentierungsfunktion berechnet automatisch die erforderliche Segmentierung und verwendet die Zuweisungen „maximaler Werkzeugabstand“ und wahlweise „Werkzeuglängentoleranz“, um die beste Lösung zu finden

6. Stationsauswahl und Neupositionierung
Die dritte Ansicht der Werkzeugeinrichtung ist die Stationsansicht. In der Stationsansicht werden die kompletten Werkzeugstationen hervorgehoben, wenn sie ausgewählt sind. Sie können sie durch Programmieren einer alternativen Position oder durch Ziehen an die gewünschte neue Position in der Maschine neu positionieren.
Eine Werkzeugstation wird automatisch definiert, wenn sich Stempel und Matrizen überlappen. Das bedeutet, dass eine Werkzeugstation als Station gilt, wenn sich Stempel und Matrize exakt gegenüberliegen. Wenn die Position zwar verschoben ist, sich aber dennoch überlappt,
Zwischen Stempel und Matrize wird dies immer noch als Werkzeugstation betrachtet. Selbst wenn sich zwei Stempel gegenüber einer Matrize befinden, was beim Biegen von eingeschränkten Biegungen nützlich sein kann, wird dies als Werkzeugstation betrachtet. Diese Stationen können neu positioniert werden, ohne ihre relative Position zu verlieren.

Die Stationsansicht ändert nichts an den Werkzeugdetails.
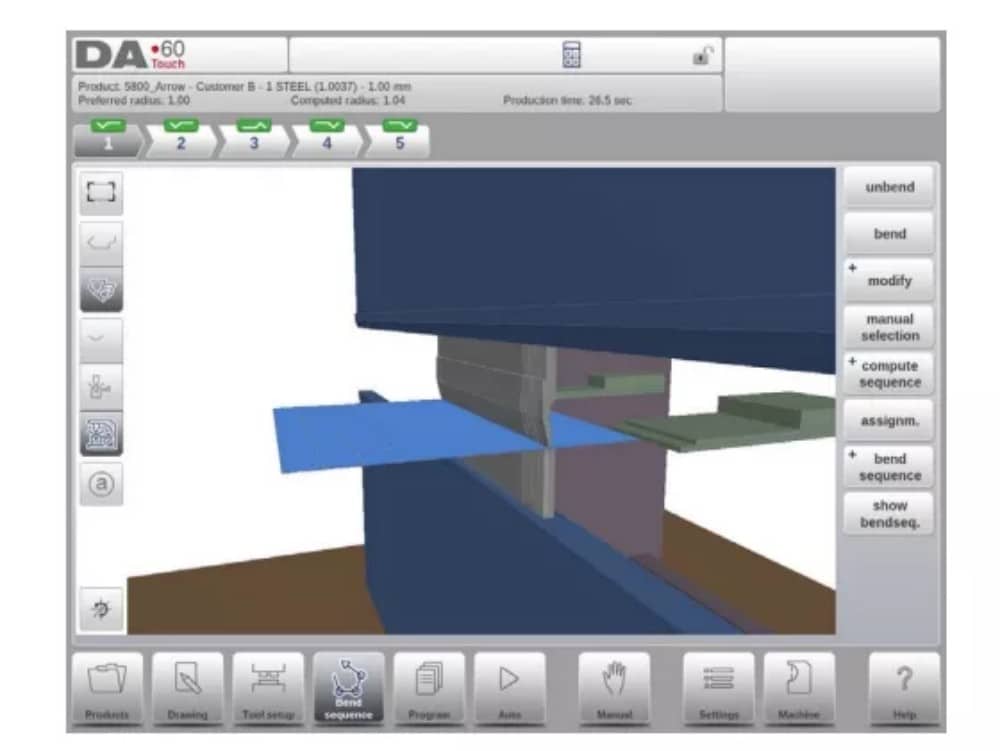
Biegesequenz
1. Einleitung

Wenn eine Werkzeugkonfiguration vorhanden ist, kann die Biegesimulation gestartet werden, um eine Biegefolge für das aktive Produkt zu ermitteln. Die Biegefolgeermittlung wird durch Antippen der Navigationsschaltfläche Biegefolge gestartet.

Die Bestimmung der Biegereihenfolge kann durch automatische Berechnung ausgehend vom gebogenen Produkt erfolgen. Es ist auch möglich, die Reihenfolge manuell ausgehend vom flachen Produkt zu bestimmen.
Produkt, ohne die automatische Berechnung zu verwenden.
Im Biegesequenz-Bildschirm erscheint das Produkt zwischen den Werkzeugen in einer möglichen letzten Biegeposition. Beim Start der Simulation wird das Produkt im Endzustand angezeigt. Um eine Biegesequenz zu erhalten, muss das Produkt von der letzten Biegung zur ersten abgewickelt werden. Dies kann mit den verfügbaren Funktionstasten erfolgen.
Wenn Sie lieber mit einem ungefalteten Produkt beginnen und die Biegefolge manuell auswählen möchten, können Sie dies unter der Befehlsschaltfläche „Biegefolge“ auswählen.
(1) Ansicht auswählen
Innerhalb der Biegesequenz können die Bildschirmansichten nach Bedarf umgeschaltet werden.
Die Ansichtsfunktionen befinden sich gegenüber den Befehlsschaltflächen im Hauptbildschirm.
Funktionen anzeigen

(2) Biegewähler
Innerhalb des Kurvensequenz-Bildschirms können Kurven mit dem Kurvenselektor ausgewählt und durchgefahren werden. Im oberen Bildschirmbereich wird die Anzahl der Kurven mit vorläufigen Kurvenselektoren angezeigt. Nach Abschluss der Kurvensequenz sind diese alle farbig, aktiv und zeigen einen Wendepunkt an.

Anschließend können Sie durch Antippen der Kurven die gewünschten Kurvendaten auswählen. Im Kurvenwähler wird der Kurvenindikator in den Farben Grün, Gelb oder Rot angezeigt, um den Grad der Einhaltung der Vorgaben der Kurvenfolge anzuzeigen.

2. Produkt strecken
Um ein CNC-Programm erstellen zu können, muss die Biegefolge bekannt sein. Hierzu gibt es zwei Möglichkeiten:
• Drücken Sie die Funktionstaste Berechnen. Die Steuerung berechnet automatisch die schnellste
mögliche Biegefolge für dieses Produkt.
• Drücken Sie die Funktionstaste „Entbiegen“ so oft, bis das Produkt vollständig entbogen ist.
Wenn das Produkt vollständig ungebogen ist, drücken Sie die Funktion Biegesequenz und Speichern, um das CNC-Programm zu erstellen und zu speichern.

3. Manuelle Auswahl der Biegungen
Normalerweise schlägt die Steuerung die nächste Biegung in einer Abfolge vor. Diese wird von der Steuerung abhängig von den programmierten Zuweisungen und natürlich der Produktform und den verwendeten Werkzeugen berechnet. Aus verschiedenen Gründen kann es notwendig sein, eine andere Biegung für die Biegefolge zu wählen. Die Biegefolge kann über die Funktion Manuell geändert/festgelegt werden.
Auswahl. Wenn die Funktion Manuelle Auswahl gewählt wurde, öffnet sich ein neues Fenster.

4. Aufgaben
(1) Einleitung
Die Zuweisungen sind Parameter, mit denen die Berechnung der Biegefolge gesteuert wird.
Der Zuweisungsbildschirm wird aus dem Werkzeugkonfigurationsbildschirm mit der Funktionstaste geöffnet
Zuweisung.
Die automatische Biegefolgeberechnung arbeitet mit mehreren Bedingungen, um ein Optimum zwischen minimaler Produktionszeit, Handhabungsmöglichkeiten ohne Produkt/Maschine und Produkt/Werkzeug-Kollision zu finden.
Um ein Optimum zu finden, müssen Sie mehrere Berechnungsparameter programmieren, mit denen die Biegefolge berechnet werden kann. Einige dieser Parameter sind maschinenbezogen und andere beziehen sich auf die Produktgenauigkeit, die Handhabungsmöglichkeiten und die Wendezeiten.
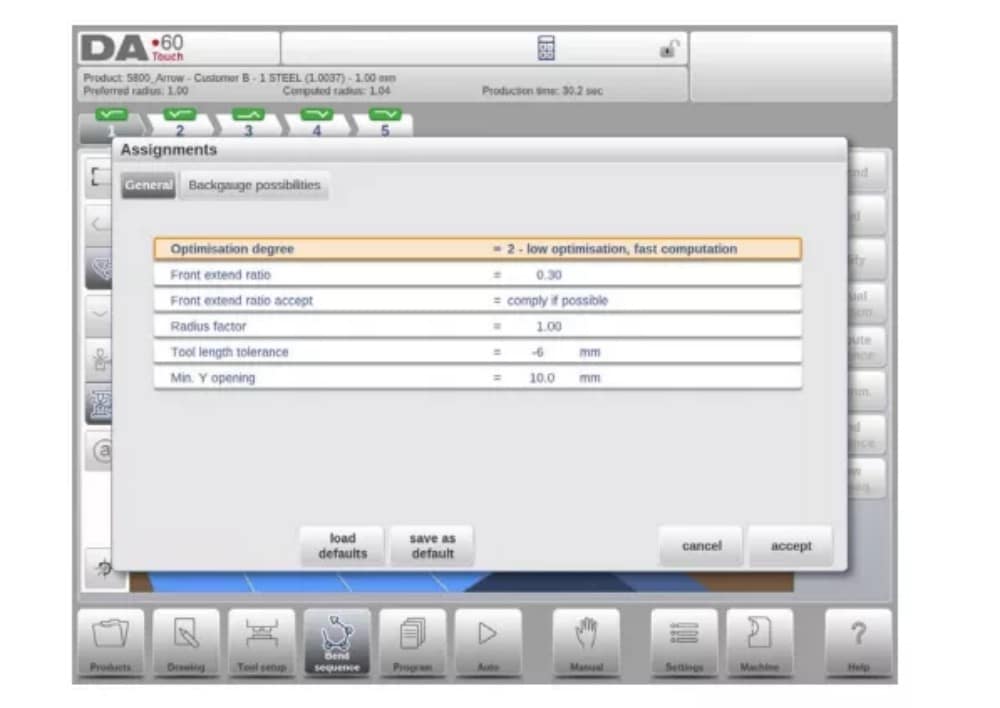
(2) Aufgaben – Allgemeines
Optimierungsgrad
Bereich 1-5.
Hier muss die Anzahl der zu berechnenden Alternativen für jede Biegung eingetragen werden.
Je höher diese Zahl, desto mehr Alternativen müssen von der Steuerung geprüft werden und desto länger ist die Rechenzeit:
1 – niedrigste Optimierung, schnellste Berechnung
2 – geringe Optimierung, schnelle Berechnung
3 – mittlere Optimierung, mittlere Berechnung
4 – hohe Optimierung, langsame Berechnung
5 – höchste Optimierung, langsamste Berechnung
(3) Aufgaben – Hinteranschlagmöglichkeiten

5. Biegefolge anzeigen
Wenn die Funktion Biegesequenz anzeigen gedrückt wurde, wird eine grafische Übersicht der Biegesequenz angezeigt.

Diese Option kann jederzeit nach der ersten Abwicklung aufgerufen werden. In der grafischen Übersicht werden die ermittelten Biegungen sowie die noch nicht ermittelten Biegungen (Fragezeichen) angezeigt.
Jedes Bild in der Übersicht lässt sich mit den verfügbaren Funktionen separat vergrößern oder verkleinern. Die Bilder lassen sich zudem per Fingerbewegung drehen.
Produktprogrammierung
1. Einleitung

Um ein bestehendes CNC-Programm zu bearbeiten, wählen Sie in der Produktübersicht ein Produkt aus und klicken Sie auf die Schaltfläche „Programm“. Beim Starten eines neuen Programms wählen Sie „Neues Programm“. Nach Eingabe der wichtigsten Produkteigenschaften und der Werkzeugkonfiguration wechselt das System automatisch zu „Programm“.
In beiden Fällen sollte ein Bildschirm wie oben gezeigt erscheinen. Die Programmierung und Änderung der Daten erfolgt in beiden Fällen auf die gleiche Weise.
Der Hauptbildschirm zeigt das vorhandene numerische Programm oder, beim Starten eines neuen Programms, die zuerst zu programmierende Biegung. Mit der Biegungsauswahl oben auf dem Bildschirm können Sie durch die Biegungen navigieren. Die angezeigten Biegungen können durch Antippen einfach ausgewählt werden.
An der Seite des Hauptbildschirms werden Ansichten und Funktionen mit Befehlsschaltflächen angezeigt.
Funktionen
Folgende Modi/Funktionen stehen zur Verfügung:

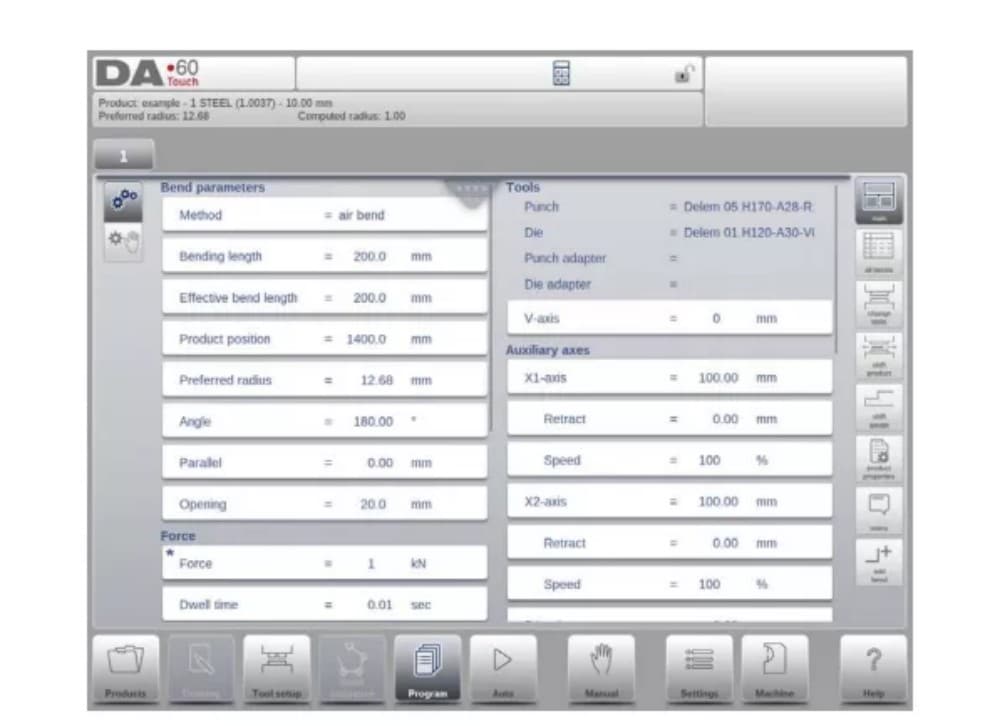
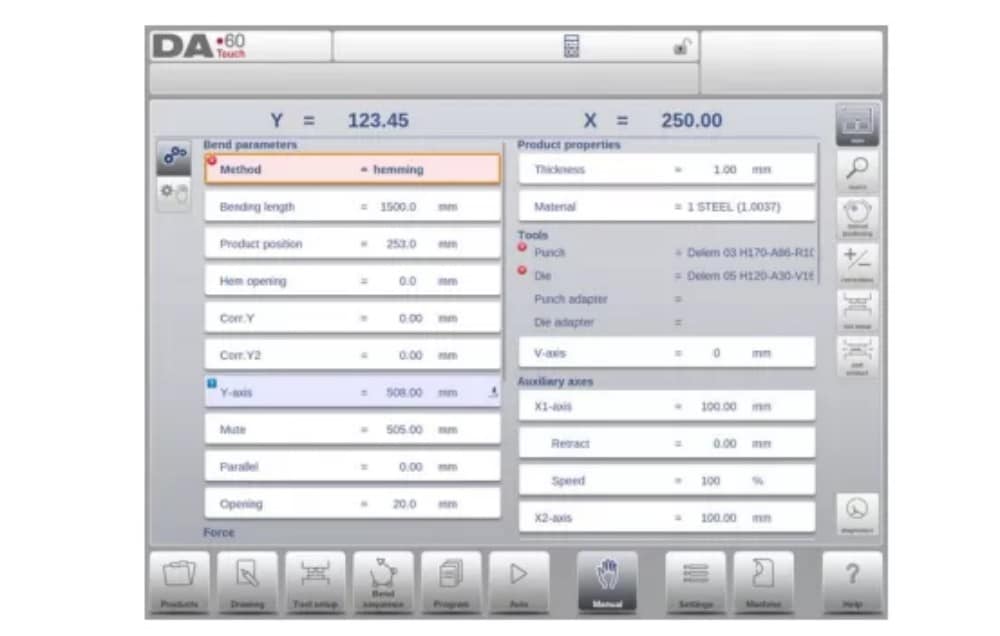
2. Programmmodus, Parametererklärung
Der Hauptbildschirm zeigt die verfügbaren Biegungen und von diesem Hauptbildschirm aus können für jede verfügbare Biegung bestimmte Parameter angezeigt und bearbeitet werden.
Die Produkt-ID und die Produktbeschreibung werden in der obersten Zeile auf dem Bildschirm angezeigt.
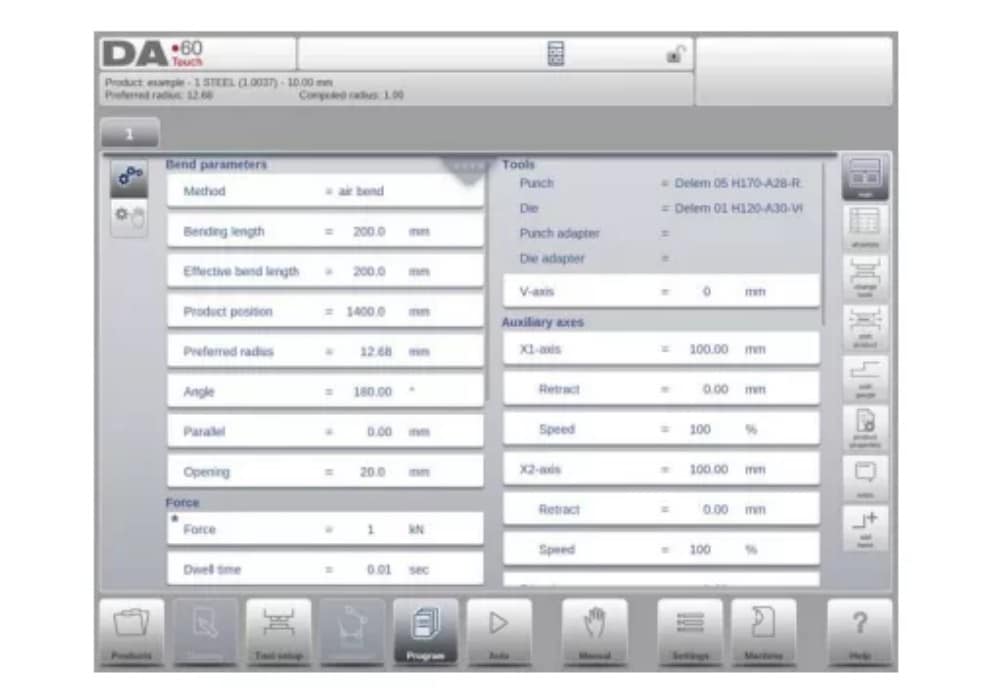
Bei einem grafischen Produkt können auch grafische Informationen angezeigt werden.

(1) Biegeparameter
Biegemethoden

(2) Gewalt
Gewalt
Maximal eingestellte Kraft beim Pressen (automatisch berechnet).
Verweilzeit
Haltezeit des Stempels am Biegepunkt.
Geschwindigkeit
Geschwindigkeit
Arbeitsgeschwindigkeit (Pressgeschwindigkeit). Der Wert für diesen Parameter wird zunächst aus dem Parameter Standard-Pressgeschwindigkeit im Einstellungsmodus kopiert.
Funktionen
Wiederholung
0 = Biegen wird übersprungen
1 bis 99 = die Anzahl der Wiederholungen dieser Biegung.
3. Bearbeitungs-/Anzeigemodi
(1)Alle Biegungen
Nach Betätigung der Funktion Alle Biegungen erscheint eine Gesamtübersicht der Biegungen.

Von diesem Bildschirm aus kann das gesamte CNC-Programm bearbeitet werden. Alle Biegeparameter können in der Tabelle bearbeitet und Biegungen ausgetauscht, verschoben, hinzugefügt und gelöscht werden.
Durch Fingerbewegung/Wischen können die verfügbaren Spalten gescrollt werden.
(2) Werkzeuge wechseln

Zum Wechseln der Werkzeuge dient das Menü Werkzeug-Setup. Im Programmiermodus für numerische Programmierung wird standardmäßig das Menü Werkzeug-Setup verwendet. Soll das Werkzeug-Setup nur für einen Biegeschritt geändert werden, kann die Schaltfläche Werkzeuge wechseln verwendet werden. Die Steuerung fragt immer, ob die Änderungen für das gesamte Setup oder nur für eine Biegung vorgenommen werden sollen. Ist das gesamte Werkzeug-Setup erforderlich, wird automatisch in das Menü Werkzeug-Setup gewechselt.
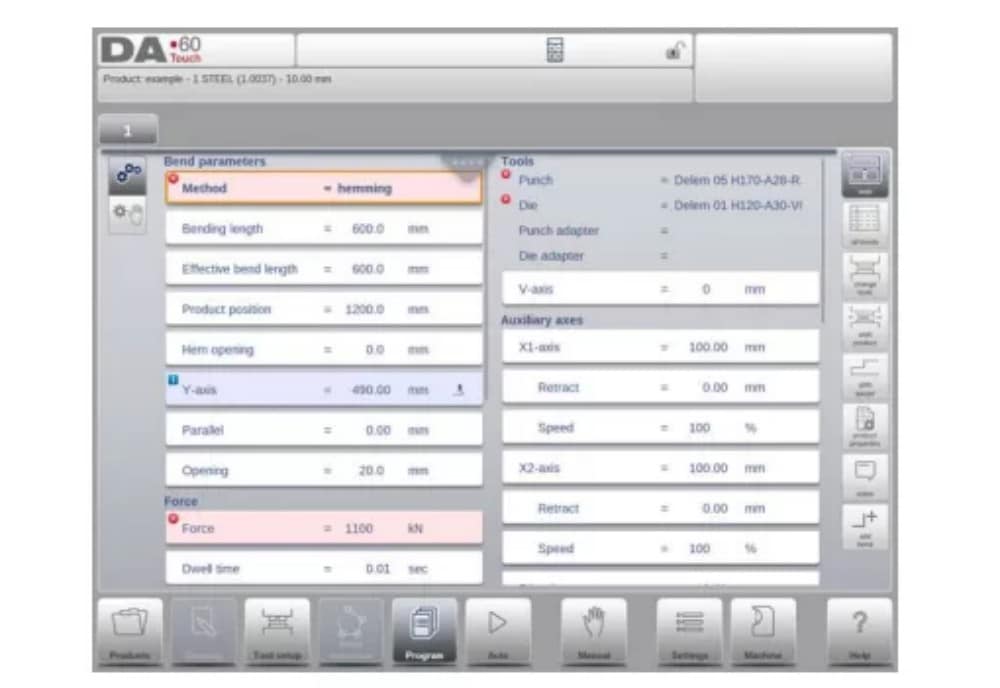
4. Parameter programmieren
Parameter im Programmiermodus können einzeln programmiert werden. Die Auswirkung des Parameters auf andere Parameter kann entweder automatisch oder manuell berechnet werden. Dies hängt vom gewählten Modus auf der linken Seite des Bildschirms ab. Mit dem Schalter „Automatische Berechnung“ können Sie zwischen folgenden Optionen wählen:
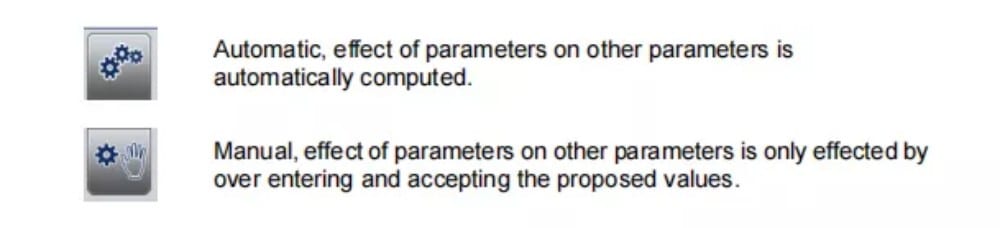
Die Beziehung zwischen Parametern wird durch ein Symbol und eine Hintergrundfarbe visualisiert.
Automatikmodus
1. Einführung
Im Automatikmodus mit aktivem Programm kann die Produktion gestartet werden. Nach dem Aufrufen des Automatikmodus kann die Starttaste gedrückt und die Produktion gestartet werden.
Im Automatikmodus wird das Programm nach Drücken der Start-Taste automatisch Biegung für Biegung ausgeführt. Wählt man im Produktmodus ein anderes Produkt aus, das sich in der Bibliothek befindet und bereits für die Produktion verwendet wurde, kann man sofort auf Auto umschalten und die Produktion starten.
Nach jedem Wechsel eines Biegeprogramms müssen Sie Ihre Werkzeuge und Werkzeugpositionen in der Maschine überprüfen. Dies wird Ihnen auch durch die Warnmeldung „Werkzeuge prüfen“ angezeigt, wenn Sie in den Automatikmodus wechseln.
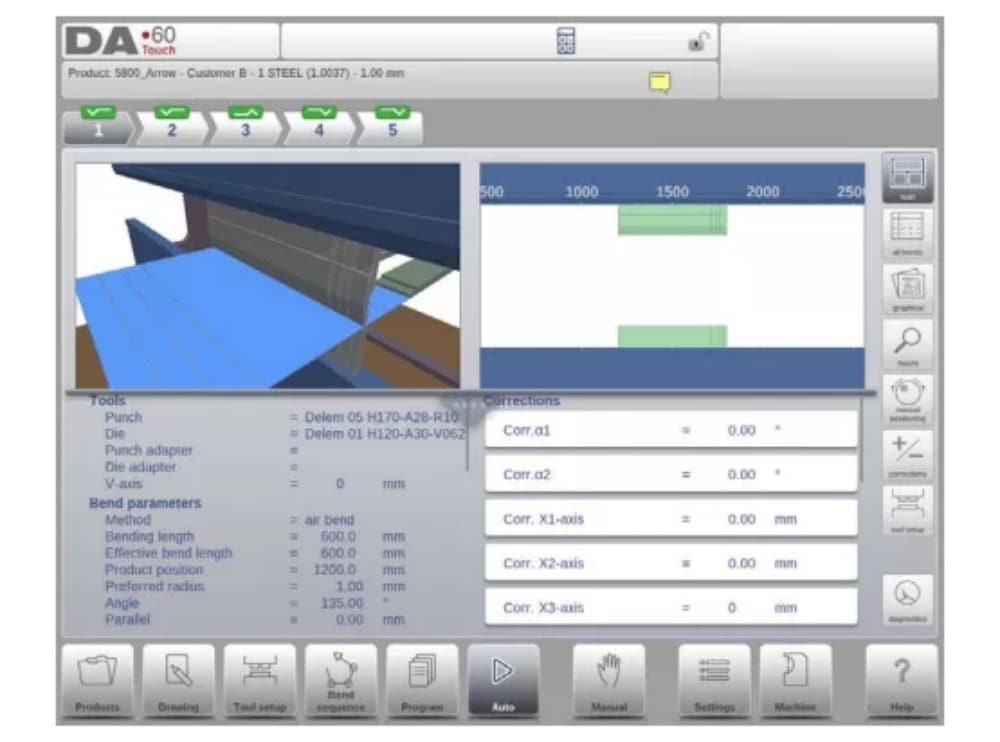
2. Ansichtsmodi
Der Automatikmodus bietet verschiedene Ansichten, die je nach Produktionsmethode ausgewählt werden können. Wenn Sie den Automatikmodus zum ersten Mal auswählen, wird der Hauptbildschirm angezeigt. Auf der rechten Seite des Bildschirms können die verfügbaren Ansichtsmodi ausgewählt werden.
Folgende Ansichtsmodi sind verfügbar:
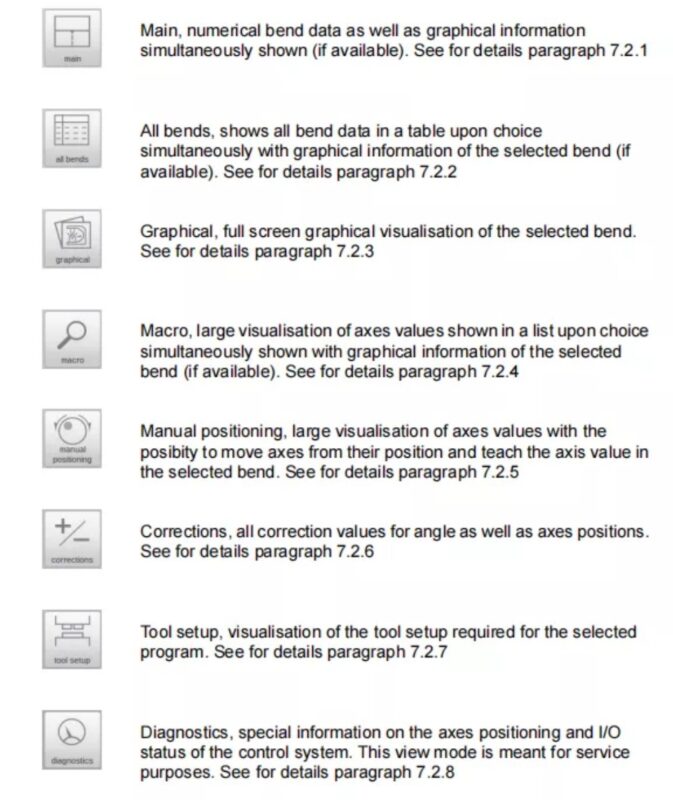
(1) Haupt
Die Hauptansicht zeigt die numerischen Daten der Biegung zusammen mit den Korrekturen. Die Korrekturen können hier programmiert werden. Die Splitter-Steuerung unterteilt den Bildschirm in die grafische Darstellung und die numerischen Daten. Diese kann geschlossen werden, wenn nur numerische Daten benötigt werden.
(2) Alle Biegungen
Der Ansichtsmodus „Alle Biegungen“ zeigt, mit oder ohne geöffnetem Grafikbereich, eine Tabelle mit allen Biegungsdaten. Die Biegungen werden zeilenweise angezeigt und die Spalten zeigen alle Biegungsparameter an.

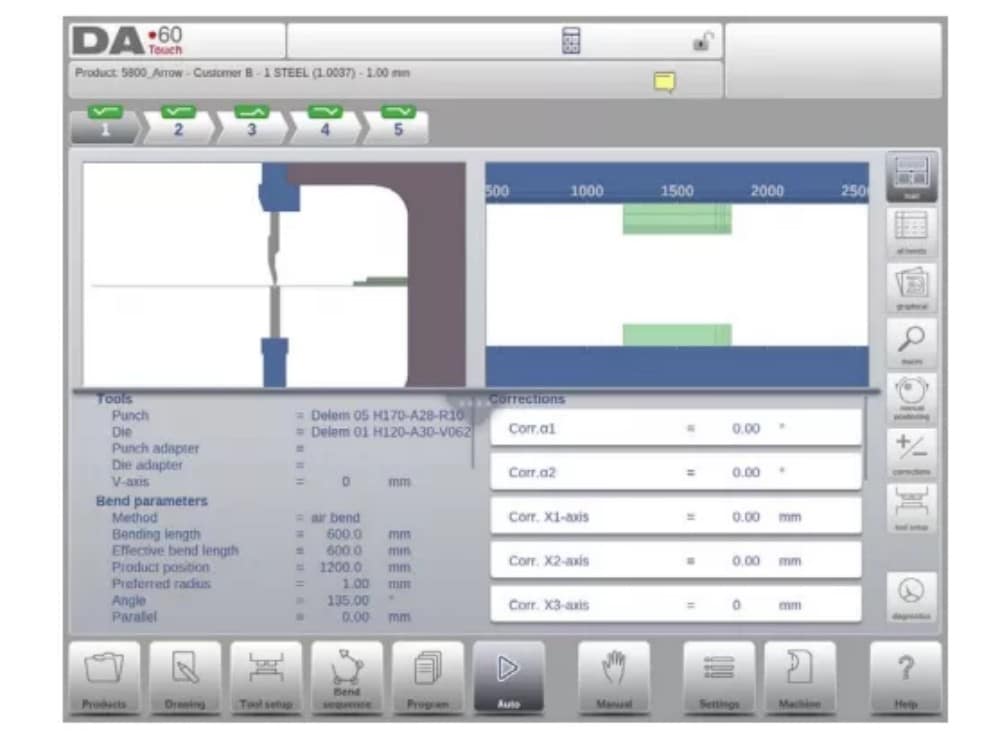
(3) Grafische
Im grafischen Ansichtsmodus wird eine grafische Vollbildansicht des Biegevorgangs angezeigt.

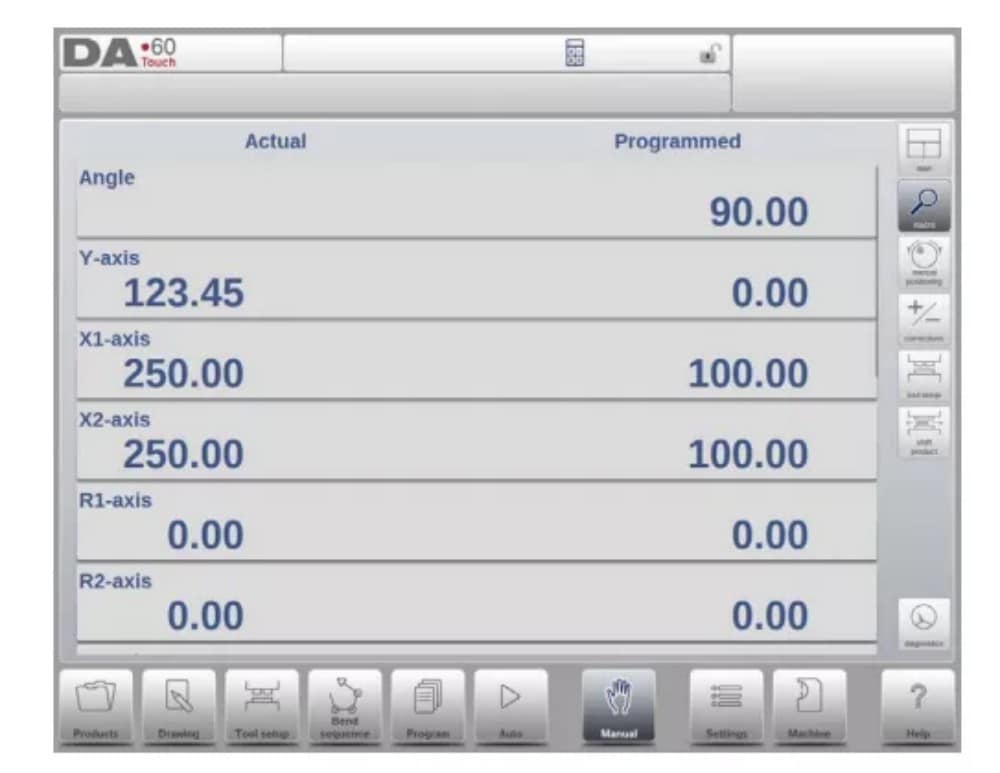
(4) Makro
Im Makro-Ansichtsmodus wechselt die Steuerung in eine Ansicht, in der nur große Achsenwerte auf dem Bildschirm angezeigt werden. Diese Ansicht kann verwendet werden, wenn Sie etwas entfernt von der Steuerung arbeiten und dennoch die Achsenwerte ablesen können.

(5) Manuelle Positionierung
Im Ansichtsmodus „Manuelle Positionierung“ werden die Achsenwerte groß angezeigt. Achsen können ausgewählt werden und während der Auswahl kann die Position durch Drehen des Handrads gesteuert werden.
Die Teach-Anzeige:

Durch Drücken des Teach-Indikatorpfeils, der zwischen Istwert und programmiertem Wert steht, wird der Wert dem Programmschritt beigebracht

3. Hinweise
Die Notizen, die einem Produkt oder Programm hinzugefügt werden können, können im automatischen Modus angezeigt werden.
Durch das Vorhandensein des Notizenindikators wird angezeigt, dass diesem Produkt Notizen hinzugefügt wurden. Durch Antippen des Indikators werden diese angezeigt.
Notizen können allgemein zu einem Produkt oder Programm, aber auch zu einzelnen Biegungen hinzugefügt werden. In den Notizen können auch PDF-Dokumente enthalten sein. Über den PDF-Button wird das Dokument geöffnet.
4. Bumping-Korrektur
Bei einem ausgewählten Stoßbogen kann eine allgemeine Korrektur für einen Stoßbogen eingegeben werden. Diese Funktion ist nur verfügbar, wenn ein Produkt geladen ist, das einen Stoßbogen enthält.
Bei Bumping Corr. erscheint ein neues Fenster, in dem die Korrektur eingetragen werden kann.

Manueller Modus
1. Einleitung
Im manuellen Modus programmieren Sie die Parameter für eine Biegung. Dieser Modus eignet sich zum Testen, zur Kalibrierung und für einzelne Biegungen.
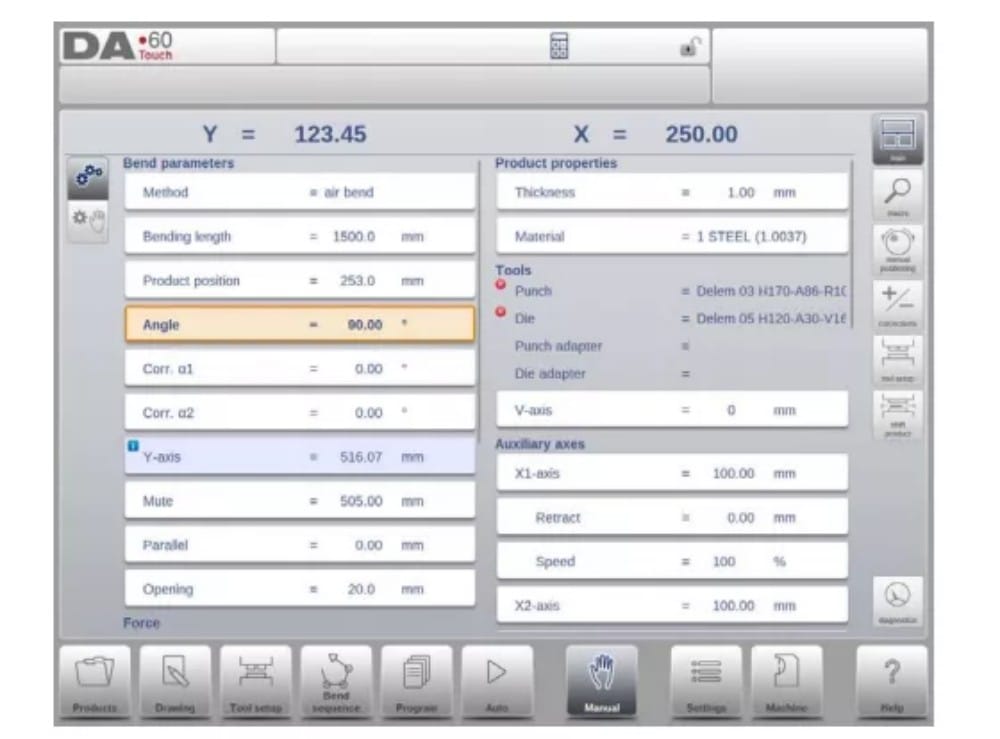
Der manuelle Modus ist unabhängig vom automatischen Modus und kann unabhängig von den im Speicher befindlichen Programmen programmiert werden.
2. Programmierparameter & Ansichten
Im manuellen Modus können Parameter einzeln programmiert werden. Die Auswirkung des Parameters auf andere Parameter kann entweder automatisch oder manuell berechnet werden. Dies hängt vom gewählten Modus auf der linken Seite des Bildschirms ab. Der Schalter „Automatische Berechnung“ ermöglicht
wählen Sie zwischen:
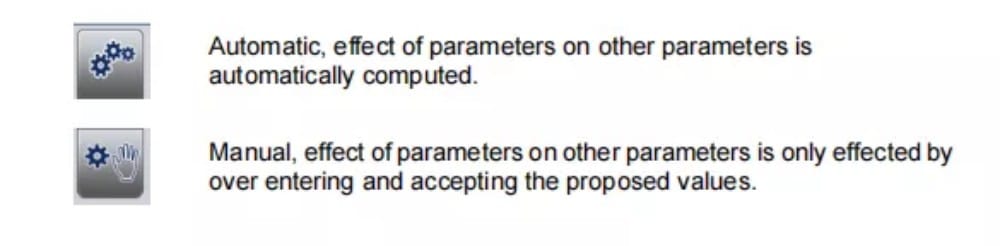
Die Beziehung zwischen Parametern wird durch ein Symbol und eine Hintergrundfarbe visualisiert.
3.Makro
Mit Makro wechselt die Steuerung zu einer neuen Ansicht, in der nur große Achsenwerte auf dem Bildschirm angezeigt werden. Diese Ansicht kann verwendet werden, wenn Sie etwas entfernt von der Steuerung arbeiten und dennoch die Achsenwerte ablesen können.
4. Manuelles Verfahren der Achsen
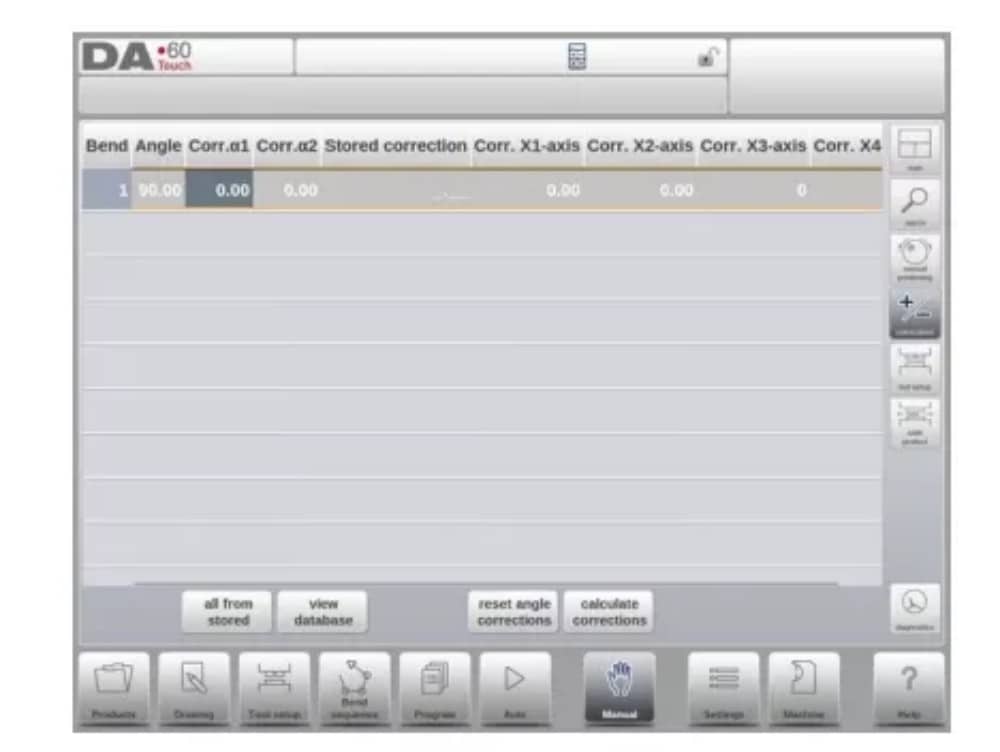
5. Korrekturen
In dieser Ansicht werden die Korrekturen für die im manuellen Modus programmierte Biegung angezeigt. Da es sich immer um eine einzelne Biegung handelt, wird eine einzelne Linie angezeigt.
6. Diagnostik
Durch Antippen der Diagnose wechselt die Steuerung in eine Ansicht mit Achsenzuständen. In diesem Fenster können Sie den aktuellen Zustand der verfügbaren Achsen einsehen. Diese Ansicht kann auch beim Start der Steuerung aktiv sein. So lässt sich das Steuerungsverhalten während eines Biegezyklus überwachen.

Einstellungen
1. Einleitung

Der Einstellungsmodus der Steuerung, der sich im Navigationsbereich befindet, bietet Zugriff auf alle Arten von Einstellungen, die die Programmierung neuer Produkte und Programme beeinflussen.
Es können Standardwerte und spezifische Einschränkungen festgelegt werden.
Die Einstellungen sind auf mehrere Registerkarten verteilt, die die verschiedenen Themen logisch organisieren. In den folgenden Abschnitten werden die verfügbaren Registerkarten und detaillierten Einstellungen erläutert.

2. Allgemeines
Wählen Sie die gewünschte Registerkarte und tippen Sie auf den zu ändernden Parameter. Bei Parametern mit numerischem oder alphanumerischem Wert wird eine Tastatur zur Eingabe des gewünschten Werts angezeigt. Wenn die Einstellung oder der Parameter aus einer Liste ausgewählt werden kann, wird diese Liste angezeigt und die Auswahl kann getroffen werden.
Durch Antippen können Sie die verfügbaren Elemente durch vertikales Scrollen in längeren Listen überprüfen.
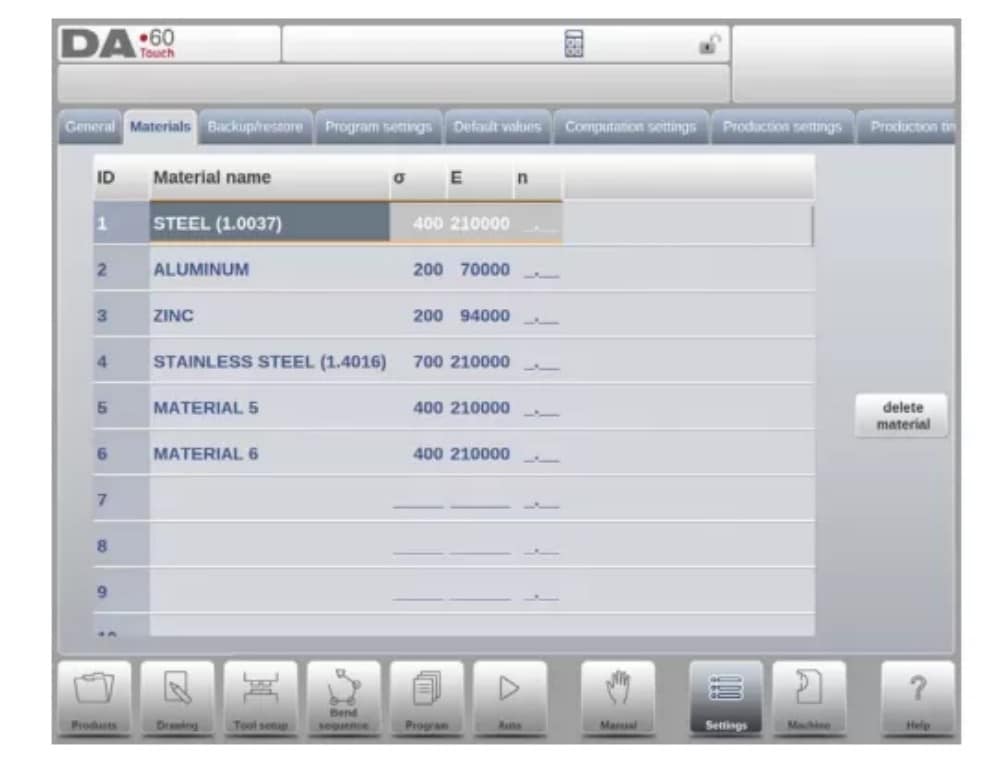
3. Materialien
In diesem Reiter können Materialien mit ihren Eigenschaften programmiert werden. Vorhandene Materialien können bearbeitet, neue Materialien hinzugefügt oder vorhandene Materialien gelöscht werden. Maximal 99 Materialien können auf der Steuerung programmiert werden.
4. Sichern / Wiederherstellen
Diese Registerkarte bietet die Möglichkeit, Produkte, Werkzeuge sowie Einstellungen und Tabellen zu sichern und wiederherzustellen. Wenn Produkte oder Werkzeuge von älteren Steuerungsmodellen stammen, können auch Produkte und Werkzeuge im DLC-Dateiformat mit dieser speziellen Wiederherstellungsfunktion wiederhergestellt werden.
Für Materialien stehen hier spezielle Backup- und Restore-Möglichkeiten zur Verfügung.
Tools und Produkte können nach den folgenden Verfahren gesichert und wiederhergestellt werden. Die Vorgehensweisen zum Speichern oder Lesen von Daten sind für alle Arten von Sicherungsmedien ähnlich: z. B. Netzwerk oder USB-Stick.

Das eigentliche Backup-Verzeichnis besteht aus einem Gerät (USB-Stick, Netzwerk) und einem Verzeichnis. Die Auswahl der Geräte hängt davon ab, welche Geräte an die Steuerung angeschlossen sind. Bei Bedarf können Verzeichnisse angelegt und ausgewählt werden. Die Backup-Speicherorte für Produkte und Werkzeuge können unabhängig voneinander festgelegt werden.
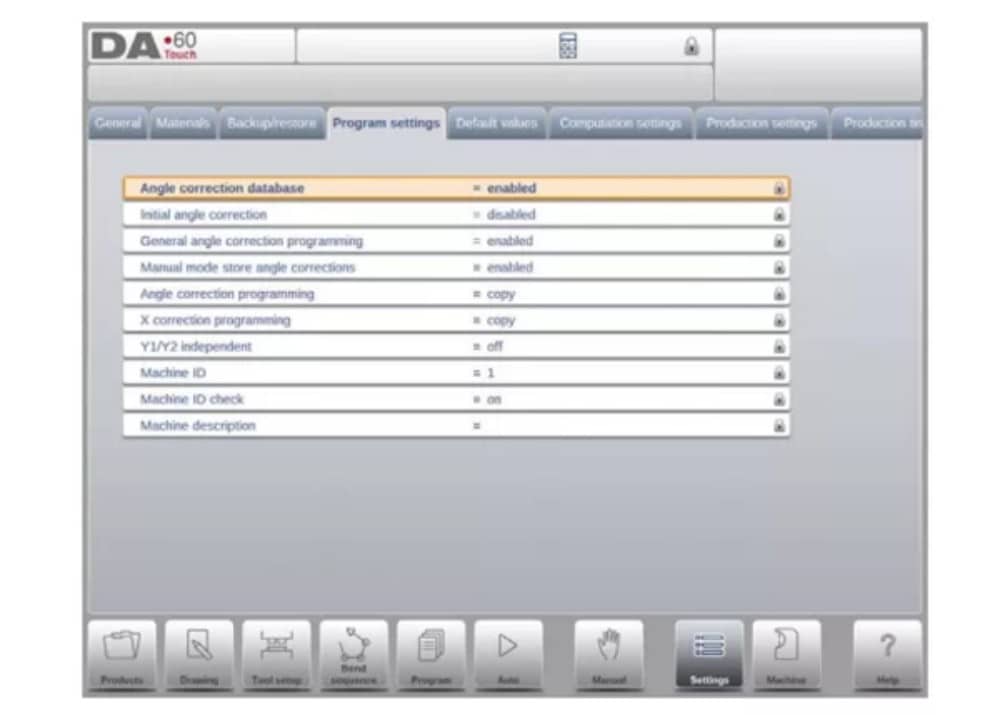
5. Programmeinstellungen
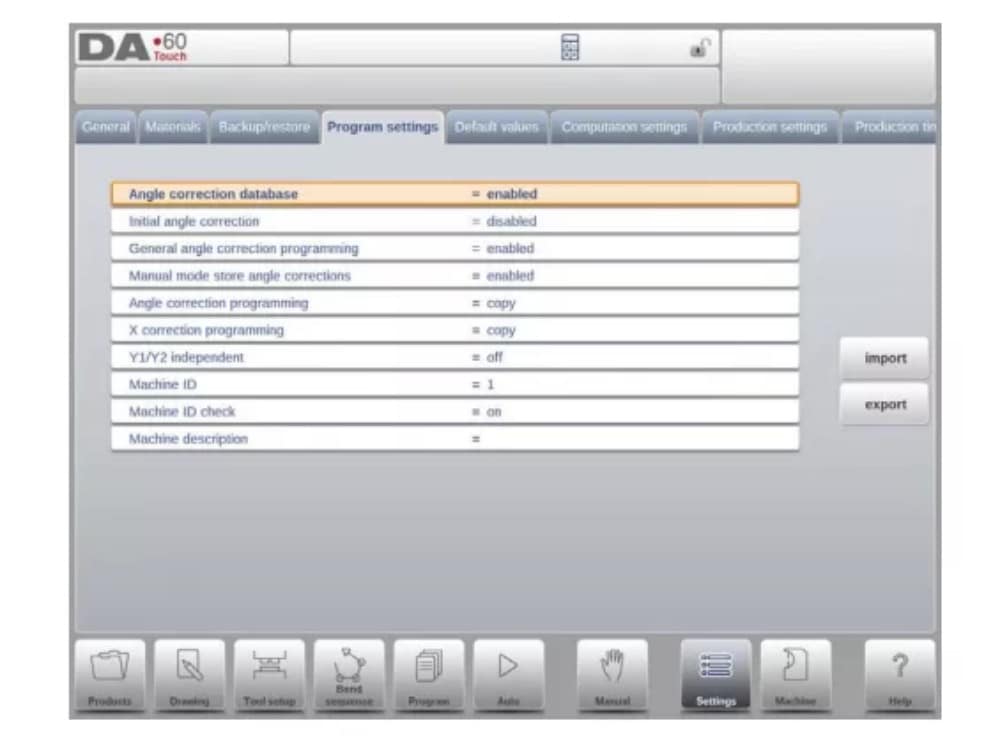
Datenbank zur Winkelkorrektur
Parameter zum Aktivieren der Datenbank mit Winkelkorrekturen.
6. Standardwerte
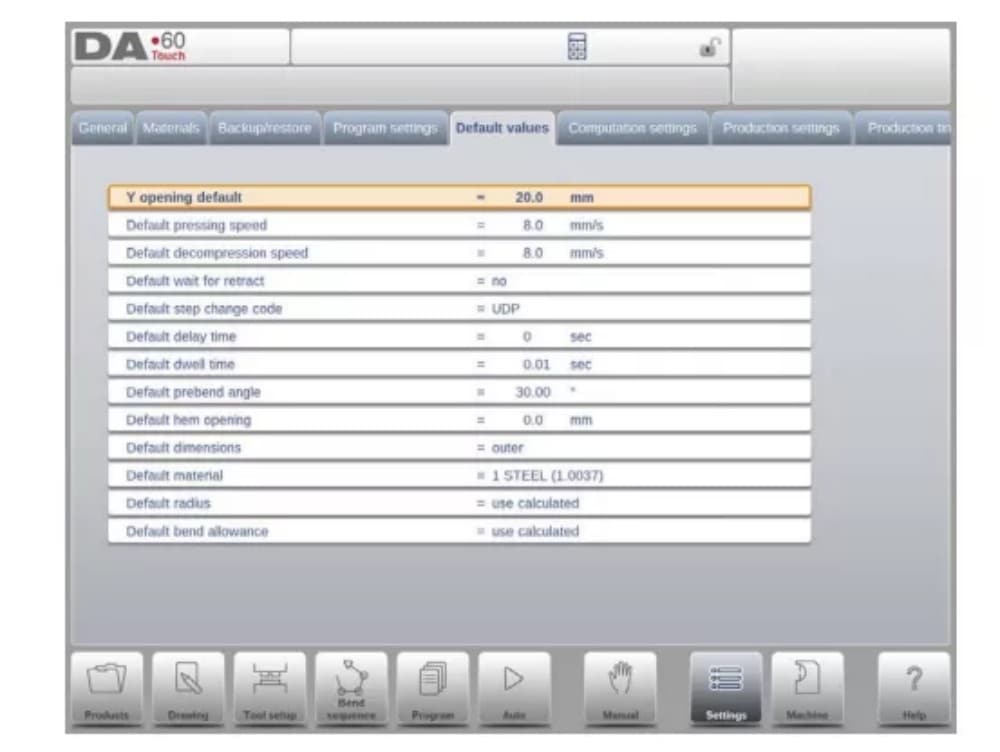
Y-Öffnungsstandard
Standardmäßige Öffnung der Y-Achse, die als Anfangswert für den Parameter „Öffnung“ in einem neuen Programm verwendet wird.
7. Berechnungseinstellungen
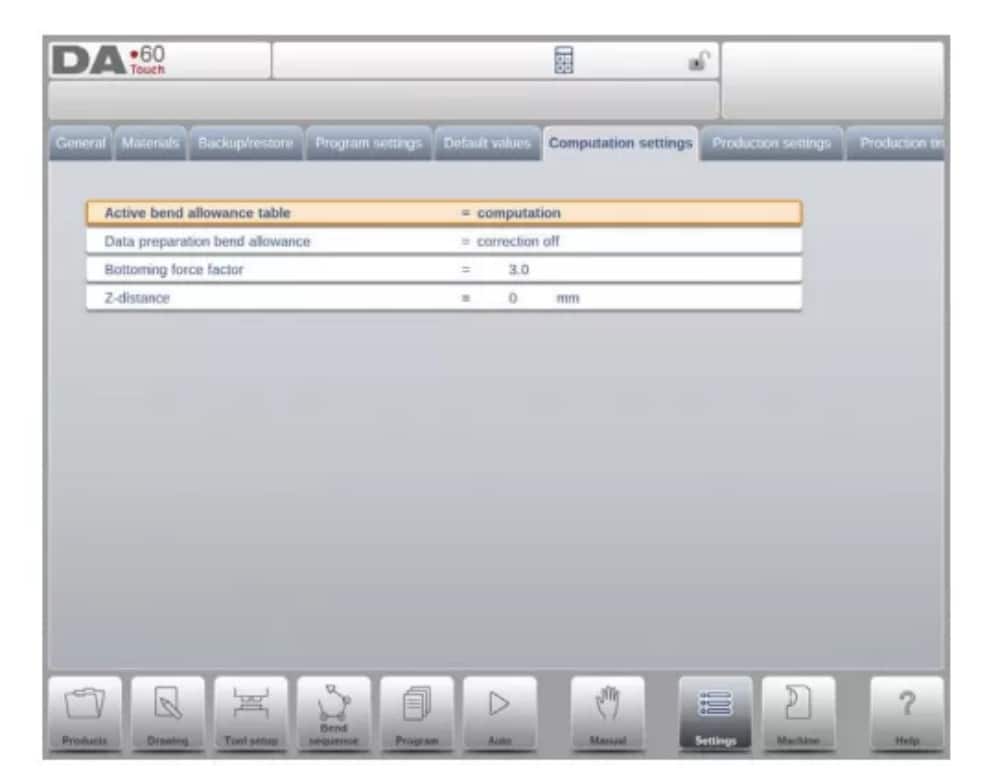
Tabelle mit aktiver Biegezugabe
Berechnung => die Steuerung berechnet die Biegetoleranztabelle => die Biegetoleranztabelle wird verwendet
Die Biegezugabe ist die Korrektur der X-Achse aufgrund der Blechverkürzung nach dem Biegen.
Mit diesem Parameter wird die Methode zur Berechnung der Biegezugabe gewählt. „Berechnung“ bedeutet, dass die Standardformel der Steuerung zur Berechnung der Biegezugabe verwendet wird.
„Tabelle“ bedeutet, dass eine Biegetoleranztabelle mit Korrekturwerten verwendet werden kann.
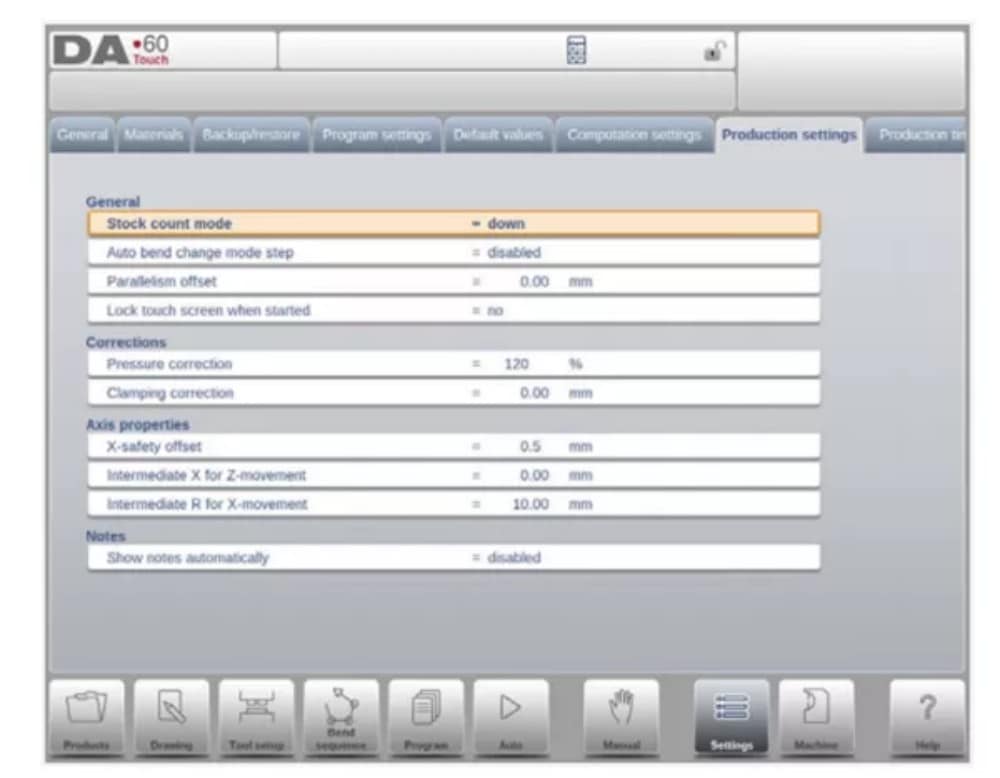
8. Produktionseinstellungen
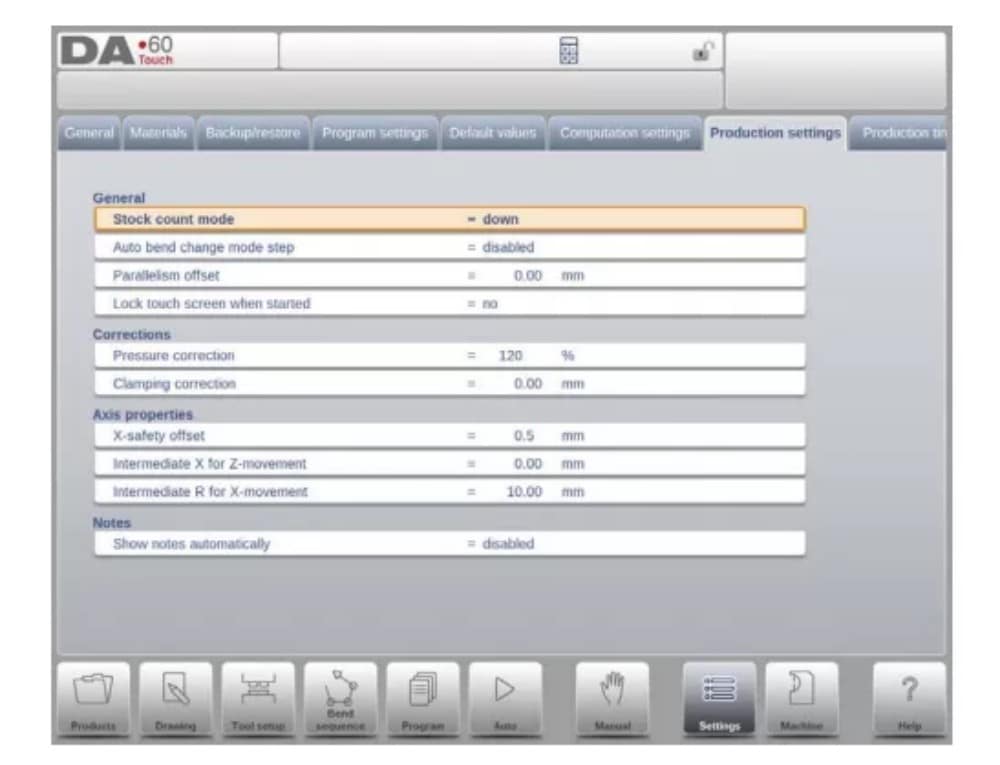
Bestandszählmodus
Einstellung für den Lagerzähler im Produktionsmodus, um den Lagerzähler (Produktzähler) hoch- oder herunterzählen zu lassen.
Bei der Auswahl der Rückwärtszählung wird der Lagerzähler im Produktionsmodus nach jedem Produktzyklus dekrementiert. Wenn der Zähler Null erreicht, wird die Steuerung gestoppt. Ein
Bei der nächsten Startaktion wird der Bestandszählwert auf seinen ursprünglichen Wert zurückgesetzt.
Wenn Aufwärtszählen ausgewählt ist, wird der Zähler nach jedem Produktzyklus erhöht.
Das Herunterzählen kann nützlich sein, wenn eine vorab geplante Quote produziert werden muss. Das Aufwärtszählen kann verwendet werden, um einen Bericht über den Produktionsfortschritt zu erstellen.
9. Produktionszeitberechnung
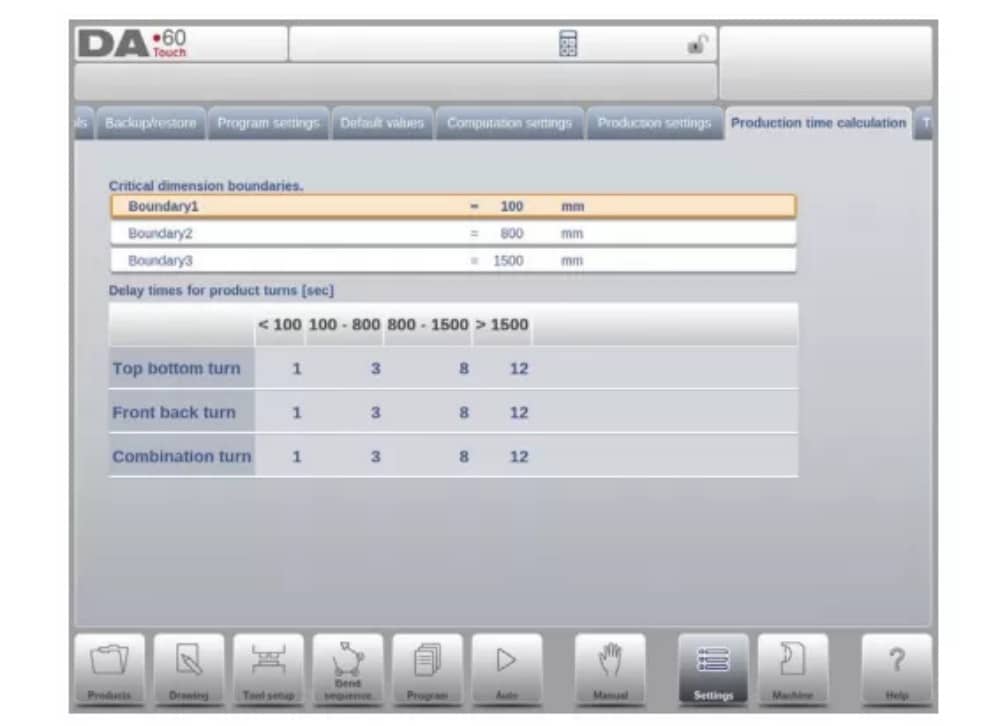
Die Parameter auf dieser Seite dienen zur Berechnung der Produktionszeit für ein Produkt im Biegefolgeberechnungsprozess. Diese Produktionszeit hängt von der Positioniergeschwindigkeit der Achsen und den Produkthandhabungszeiten ab. Die Positioniergeschwindigkeit ist von den Maschineneinstellungen abhängig.
10. Zeiteinstellungen

Anzeigedauer
Zeigen Sie Datum und Uhrzeit auf dem Titelfeld an, nur die Uhrzeit oder gar keine Uhrzeit.
Maschine
1. Einleitung
Der Maschinenmodus der Steuerung, der sich im Navigationsbereich befindet, ermöglicht den Zugriff auf die Konfigurationselemente der Maschine und spezifische Maschineneigenschaften, die allgemeine Berechnungen und das Maschinenverhalten beeinflussen.
Die Einstellungen sind auf mehrere Registerkarten verteilt, die die verschiedenen Themen logisch organisieren. In den folgenden Abschnitten werden die verfügbaren Registerkarten und detaillierten Einstellungen erläutert.
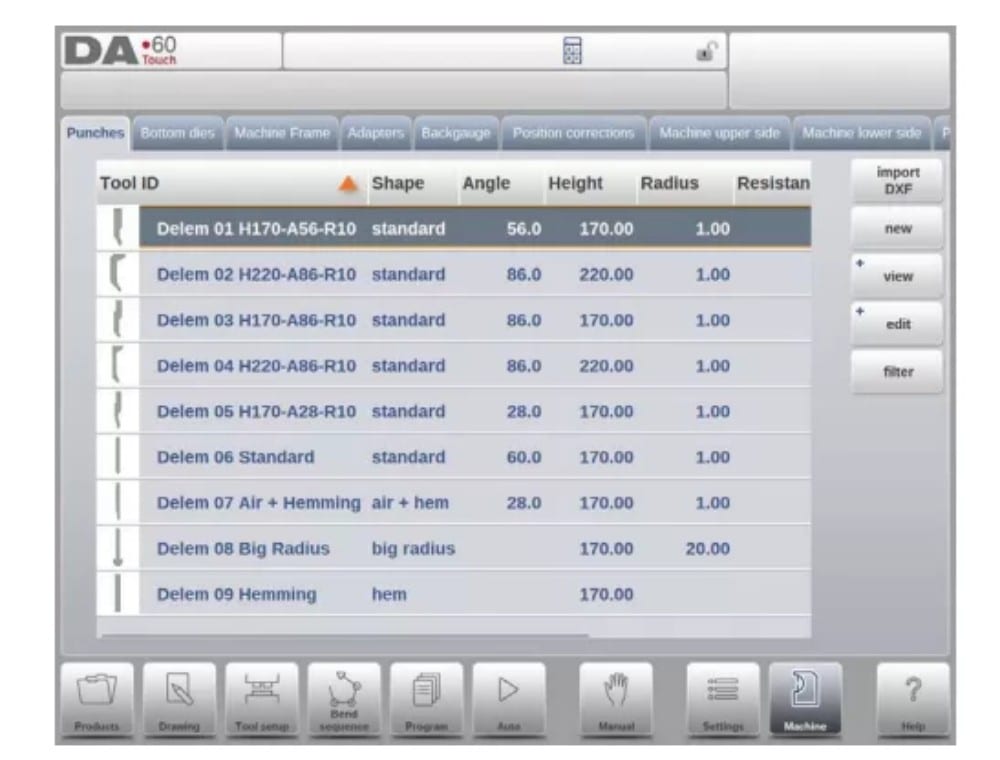
2. Programmierung der Stempel
In diesem Reiter können die in der Maschine verwendeten Stempel programmiert werden. Neue Stempel können hinzugefügt, vorhandene Stempel bearbeitet, kopiert, umbenannt und gelöscht werden.
3. Programmierung der Unterwerkzeuge
In diesem Reiter können die in der Maschine verwendeten Untermatrizen programmiert werden. Neue Matrizen können hinzugefügt, vorhandene Matrizen bearbeitet, kopiert, umbenannt und gelöscht werden.
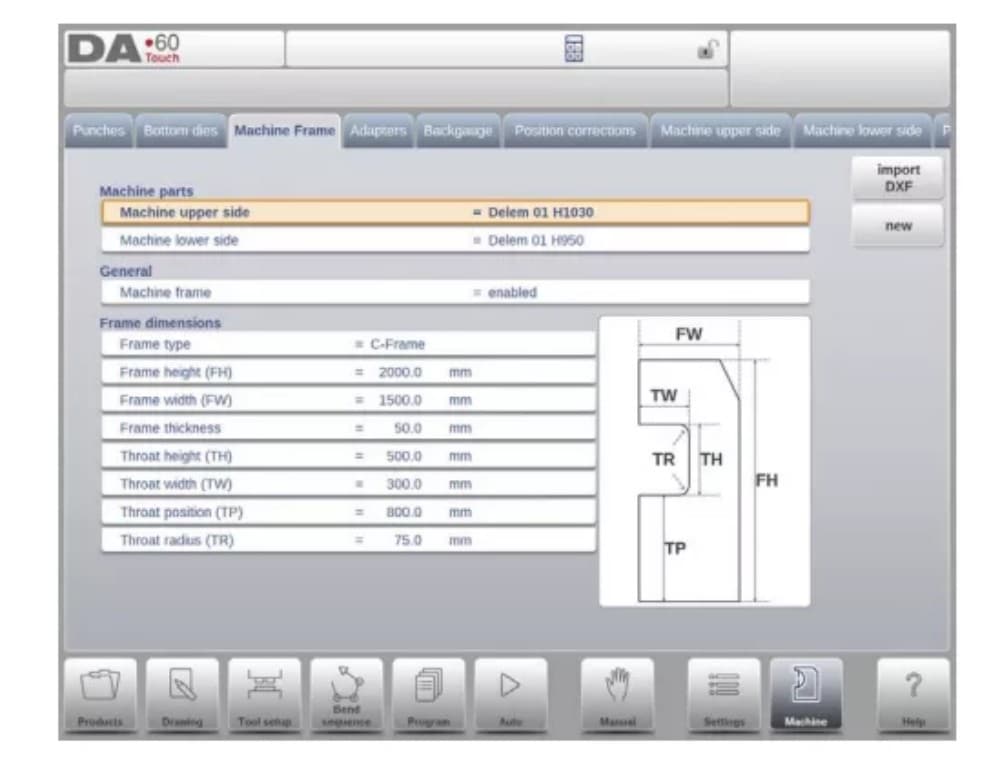
4. Maschinenrahmen
Auf dieser Registerkarte können die aktiven Maschinengeometrien von Ober- und Unterwange sowie den Seitenrahmen ausgewählt und eingestellt werden. Auch die Maschinenidentifikation kann hier programmiert werden.
Neben der Auswahl der Maschinenoberseite und der Maschinenunterseite aus den verfügbaren können auf dieser Seite auch die Seitenrahmenmaße programmiert werden.
Die Maschinenform wird während der grafischen Programmierung im Simulationsbildschirm angezeigt und zur Kollisionserkennung von Werkstück und Maschine verwendet.
5. Adapter
Auf dieser Seite können die Werkzeugadapter aktiviert und programmiert werden.
Wahlweise können sowohl obere als auch untere Adapter aktiviert werden. Der Standardadapter, der beim Hinzufügen eines Adapters zum Werkzeug-Setup ausgewählt wird, kann ebenfalls festgelegt werden.
Beim Hinzufügen eines Adapters müssen zunächst die grundlegenden Parameter anhand einer Vorlage angegeben werden. Im zweiten Schritt können die Adapterdetails wie bei jedem anderen Stempel oder jeder Matrize gezeichnet werden.
6. Hinteranschlag
Bei den Abmessungen des Hinteranschlagfingers wird die Bewegung der R-Achse und die zugehörige Bewegung der X-Achse berücksichtigt. Auch die Kollision zwischen Werkstück und Hinteranschlag wird anhand der Abmessungen berechnet.
7. Positionskorrekturen

8. Maschinenoberseite
In diesem Reiter kann die Maschinengeometrie für die Oberwange als Profil programmiert werden. Diese Information wird bei der Kollisionserkennung von Produkt-Maschinen-Kollisionen verwendet.
Werden beispielsweise in Sonderfällen Zusatzfunktionen an der Maschine hinzugefügt, können diese als spezielle Maschinenform programmiert werden, um die Kollisionsberechnungen entsprechend berücksichtigen zu können.
In den meisten Fällen ist nur eine Form programmiert.
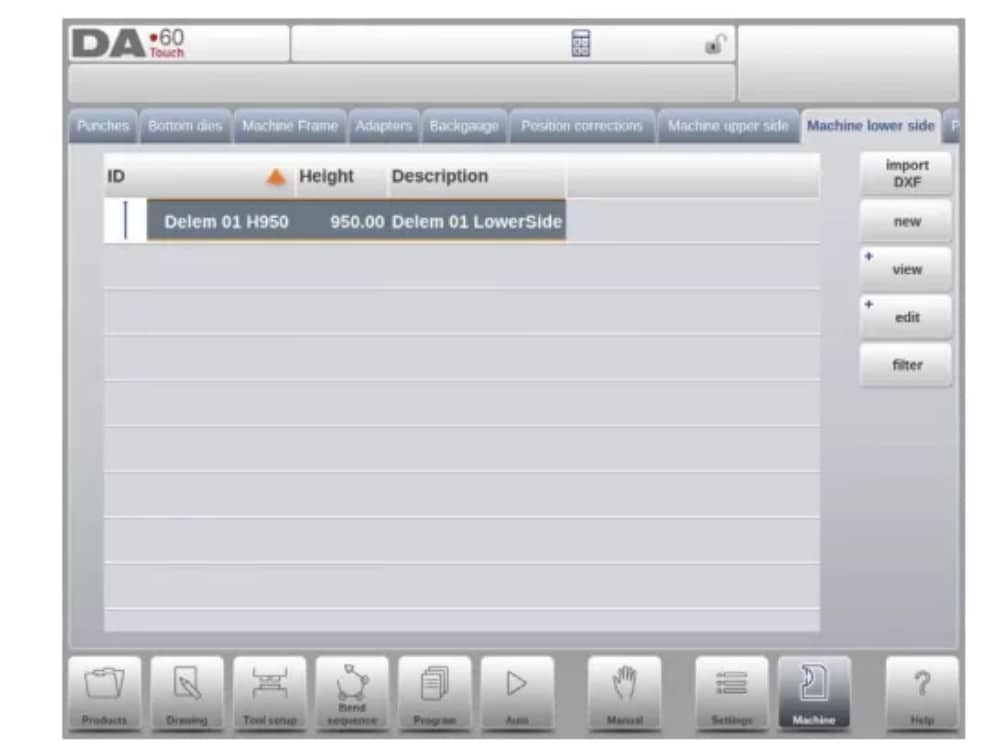
9. Maschinenunterseite
In diesem Reiter kann die Maschinengeometrie für die Unterseite (Tisch) als Profil programmiert werden.
Diese Informationen werden bei der Kollisionserkennung von Kollisionen zwischen Produkt und Maschine verwendet.
Werden beispielsweise in Sonderfällen Zusatzfunktionen an der Maschine hinzugefügt, können diese als spezielle Maschinenform programmiert werden, um die Kollisionsberechnungen entsprechend berücksichtigen zu können.
In den meisten Fällen ist nur eine Form programmiert.
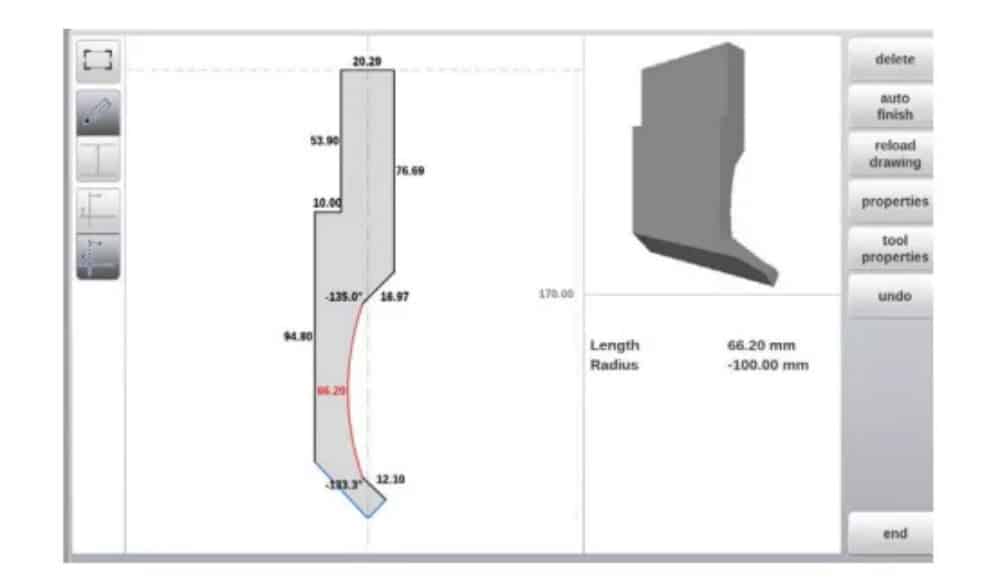
10. Zeichenfunktionalität für Werkzeuge, Adapter und Maschinenformen
Bei der Programmierung von Stempeln, Matrizen, Adaptern und auch Maschinenformen bietet die Steuerung nach den Hauptdaten die Funktionalität, die gewünschte Form im Objekt frei zu zeichnen. Dies
Die Funktionalität lässt die Objekte realistischer erscheinen, ermöglicht der Steuerung aber vor allem eine präzise Kollisionsvermeidung.
11. DXF-Import für Werkzeuge, Adapter und Maschinenteile
In der Werkzeugbibliothek, Stempel, Matrizen, Adapter sowie den Maschinenformen, Maschinenoberseite, Maschinenunterseite und Maschinenrahmen, findet man die optionale DXF
Importfunktion. Diese Funktion ermöglicht den Import der Kontur aus einer DXF-Datei.
„DXF importieren“ öffnet den Dateibrowser und ermöglicht die Auswahl der DXF-Datei mit der gewünschten Form.

12. Winkelmesser

13. Ereignisprotokollierung
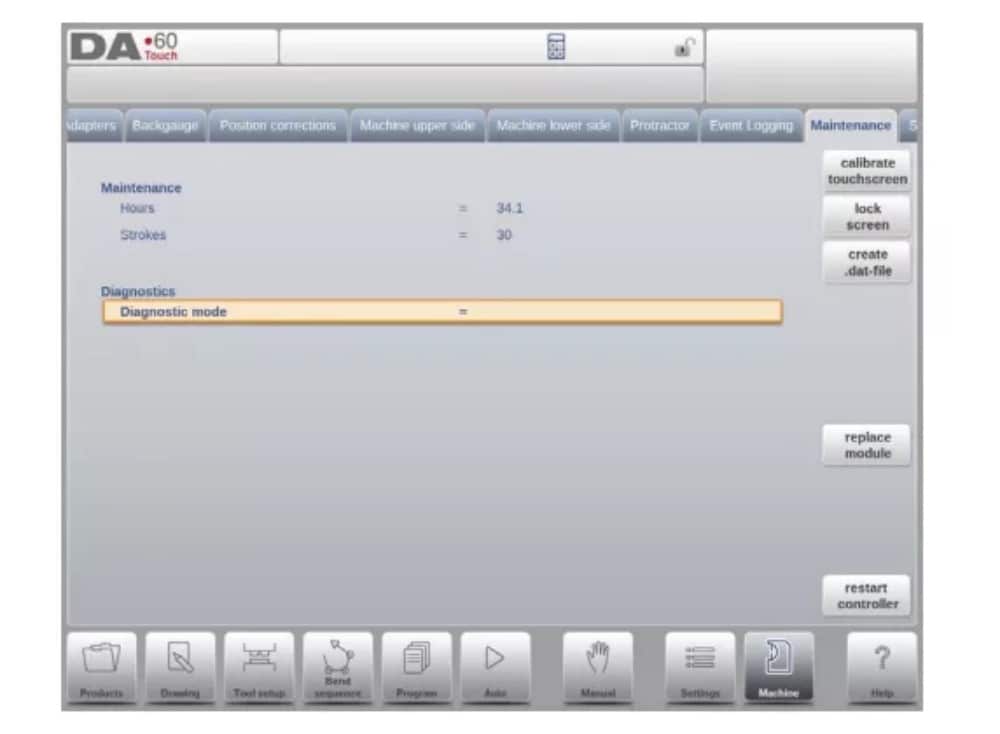
14. Wartung
Auf dieser Registerkarte finden Sie wartungsrelevante Funktionen. Neben dem Maschinenstundenzähler und dem Maschinenhubzähler finden Sie hier auch Funktionen zum Modultausch und zur Speicherung von Diagnosedaten.
15. Systeminformationen
Auf dieser Registerkarte finden Sie Systeminformationen. Neben Versionsinformationen zur Software können auch die IDs der installierten Module und die Version OEM-spezifischer Dateien abgelesen werden.
Neben Informationen stehen hier auch Software-Update-Funktionen zur Verfügung.
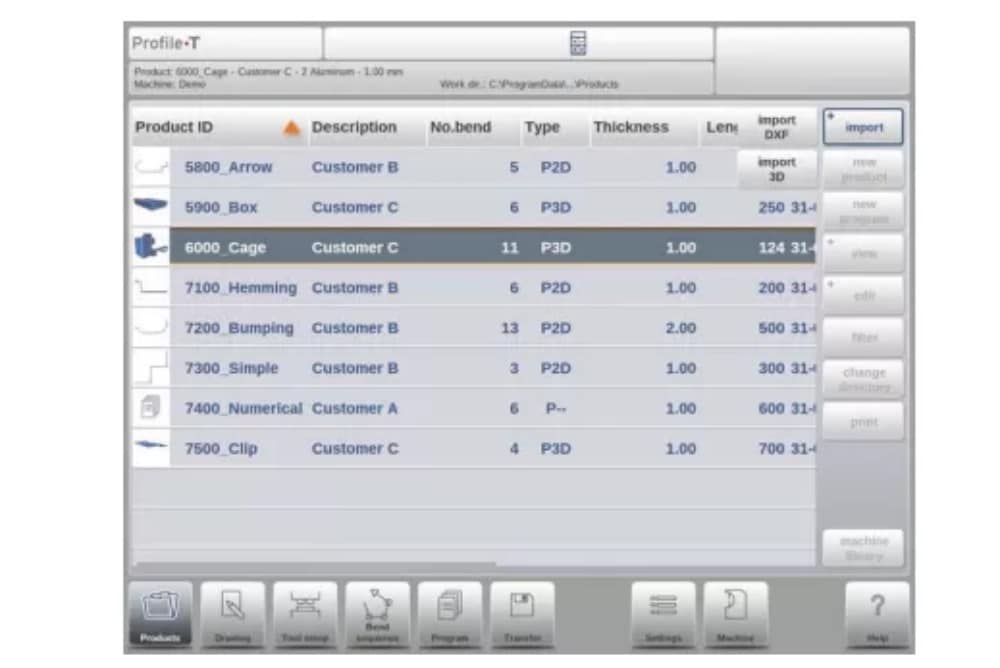
Profil-T
1. Einleitung
(1) Allgemeines
Das Offline-Programm Profile-T bietet eine ähnliche Benutzeroberfläche wie die Delem-Steuerung der DA-Touch-Reihe. Die vorherigen Kapitel zur Bedienung und Verwendung der DA-Touch-Steuerung dienen als Referenz für die Verwendung dieser Offline-Software. Dieses Kapitel konzentriert sich auf einige spezielle Funktionen, die nur in der Software Profile-T verfügbar sind.
(2) Systemvoraussetzungen
Um Profile-T auf einem Computer ausführen zu können, sollte dieser mindestens über die folgenden Funktionen verfügen:
• IBM-kompatibler PC;
• Mindestbildschirmauflösung von 1024×768
• Windows XP / Windows 7;
• CD-ROM-Player (nur für verteilte CD-ROM-Systeme);
• Freier USB-Anschluss
(3) Profile-T-Distribution und Handbücher
Je nach Kaufpaket wird die Profile-T-Software auf einer CD-ROM mitgeliefert oder kann an der Steuerung generiert werden.
2. Profil-T-Betrieb
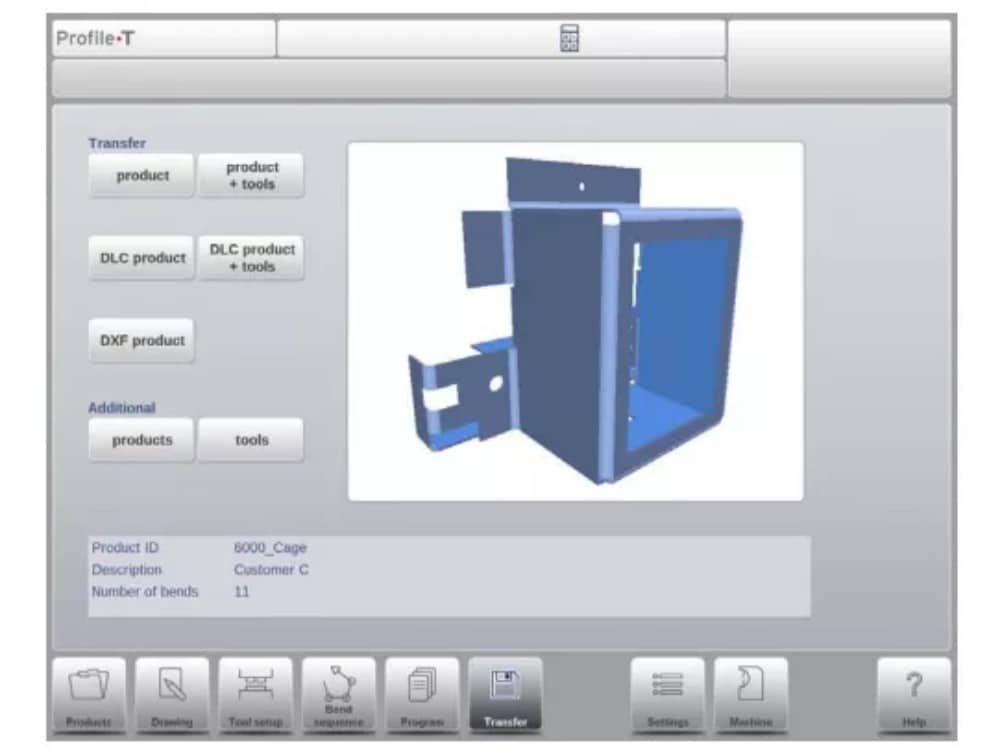
(1) Profil-T-Prinzip
Die nächste Abbildung zeigt die Startseite von Profile-T:
(2) Maschinenbibliothek
Wichtig ist, dass die Parameter im Profile-T mit denen in der Steuerung der Maschine übereinstimmen.
Auf diese Weise sind die offline erstellten Programme 100%-kompatibel zum Steuerungssystem. In Profile-T installieren Sie mehrere Maschinen, um 1 Offline-Programmierplatz für den gesamten Maschinenpark in der Produktion zu nutzen.
(3) Druckfunktion (nur Profile-T2D und Profile-T3D)
Im Produktmodus ist es möglich, einen Ausdruck des ausgewählten Produkts zu erstellen (nur Profile-T 2D und Profile-T 3D). Durch Drücken der Schaltfläche „Drucken“ wird das Windows-Standarddruckermenü geöffnet, in dem Sie das gewünschte Druckgerät und die Druckereinstellungen auswählen können.
(4) Übertragungsmodus
Wenn das Produktdesign und die CNC-Programmerstellung abgeschlossen sind, können diese Daten im Übertragungsmodus beispielsweise auf ein USB-Speichergerät übertragen werden.