








Wenn es darum geht, die Effizienz beim Metallbiegen zu steigern, spielt die ESA S630-Programmierung eine entscheidende Rolle. Wenn Sie wissen möchten, wie diese Programmierung Ihre Biegeprozesse optimieren und die Gesamtproduktivität steigern kann, sind Sie hier richtig.
In diesem Artikel erkläre ich, wie die ESA S630-Programmierung die Biegeeffizienz deutlich steigern kann, und gebe einen detaillierten Einblick in ihre Funktionen und Vorteile. Egal, ob Sie ein erfahrener Profi oder ein Anfänger in der CNC-Programmierung sind, dieser Leitfaden bietet Ihnen die wichtigsten Einblicke, um mit ESA S630 maximale Biegeeffizienz zu erzielen.
Umfassende Liste der Biegeprogramme
Die ESA S630-Programmierung bietet eine vielseitige Palette an Programmen, die Biegevorgänge in verschiedenen Szenarien optimieren. Hier finden Sie eine Übersicht über die verschiedenen Programmtypen und ihre Anwendungen:
- Programmlistenverwaltung:
Über das entsprechende Menü können Sie auf die Programmliste zugreifen. Diese Liste bietet eine übersichtliche Ansicht der verfügbaren Programme. Durch die Cursorpositionierung können Sie auf detaillierte Programmdaten zugreifen.
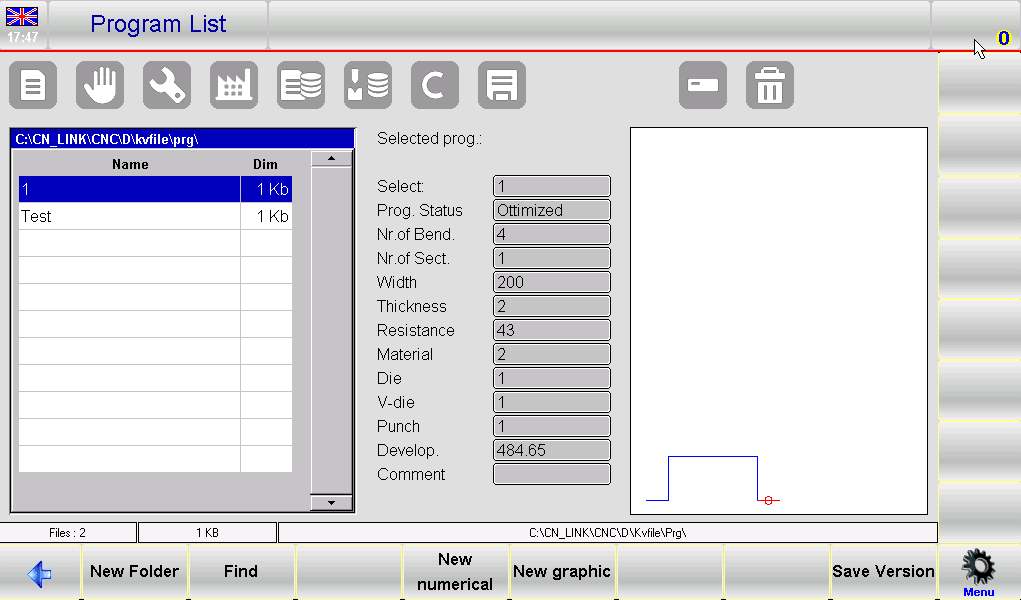
Verwenden Sie die Bildlaufleiste, um effizient durch die Liste zu navigieren.
2. Programmerstellung und -anpassung:
- Neuer Ordner: Organisieren Sie Ihre Programme, indem Sie zur einfachen Verwaltung neue Ordner erstellen.
- Neue numerische und neue Grafikprogramme: Richten Sie neue Programme auf der Grundlage numerischer Daten oder visueller Grafiken ein und verbessern Sie so die Präzision und Visualisierung bei komplexen Vorgängen.
- Funktionen zum Kopieren und Umbenennen: Duplizieren Sie Programme schnell mit neuen Namen, um einfache Änderungen und Anpassungen an spezifische Biegeanforderungen zu ermöglichen.
- Programmvorschau und -bearbeitung:
Aktivieren Sie die Programmvorschau zur Visualisierung grafischer Programme. Diese Funktion kann deaktiviert werden, wenn Sie eine vereinfachte Ansicht bevorzugen. Bearbeiten Sie Dateien wie Umbenennen oder Kopieren direkt über das Menü und vereinfachen Sie so die Verwaltung.
3. Datensicherung und -übertragung:
Speichern Sie Programme auf einem USB-Gerät, um sie zwischen verschiedenen Maschinen zu übertragen oder zu Sicherungszwecken. Diese Funktion stellt sicher, dass Ihre Biegevorgänge unabhängig vom Standort konsistent unterstützt werden.
Speichern oder löschen Sie mehrere Programme gleichzeitig mithilfe der entsprechenden Optionen und sorgen Sie so für eine effiziente Datenverwaltung.
Um die Arbeitseinheit mithilfe der ESA S630-Programmierung zu ändern, gehen Sie wie folgt vor:
- Drücken Sie die Taste, um auf die Programmliste.
- Navigieren Sie zum Speisekarte durch Drücken der entsprechenden Taste.
- Wählen Sie Option 5, um Arbeitsantrieb ändern.
- Wählen Sie mit dem Finger ein Arbeitslaufwerk aus der angezeigten Liste aus.
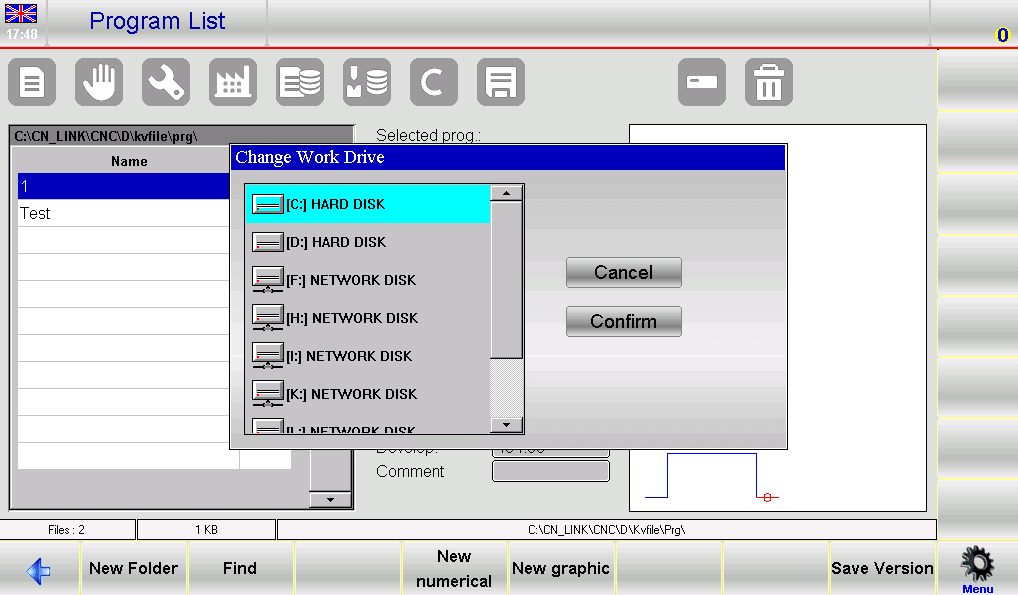
Diese Reihenfolge stellt sicher, dass Sie die ESA S630-Programmierung effizient nutzen, den Einrichtungsprozess verbessern und eine optimale Maschinenleistung aufrechterhalten.
Numerische vs. grafische Programmeingabe
Eingabe eines numerischen Programms
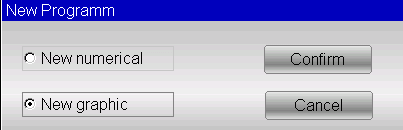
Um ein neues numerisches Programm einzugeben, drücken Sie [Neues Programm] Wählen Sie auf der Editor-Seite eines numerischen Programms [Neu numerisch]:
Oder es kann aus der Programmliste erstellt werden, indem Sie auf und klicken. [Neue Zahlen] .
Die ESA S630-Programmierung optimiert Biegevorgänge erheblich, indem sie wichtige Aufgaben rationalisiert. Hier ist eine kurze Anleitung:
- Einstellen der Stückdaten
Es öffnet sich ein Fenster zur Eingabe der Programmdaten:
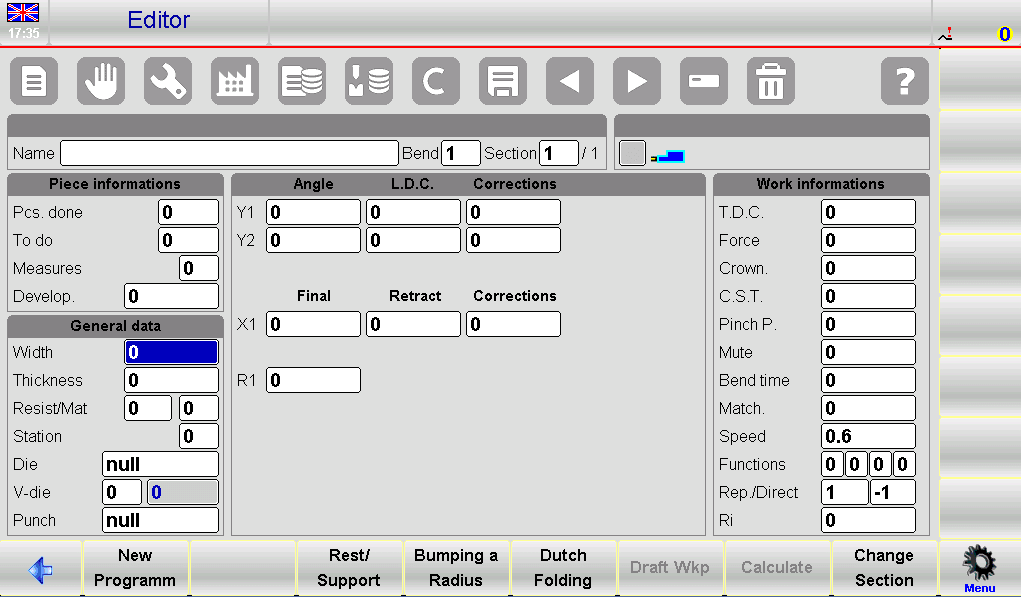
- Blechbreite: Tippen Sie auf das Feld, geben Sie die Breite ein und wählen Sie [OK].
- Blechdicke: Geben Sie die Dicke auf ähnliche Weise ein.
- Widerstandswerte:
- Aluminium: 0-30
- Eisen: 31-50
- Edelstahl: >50
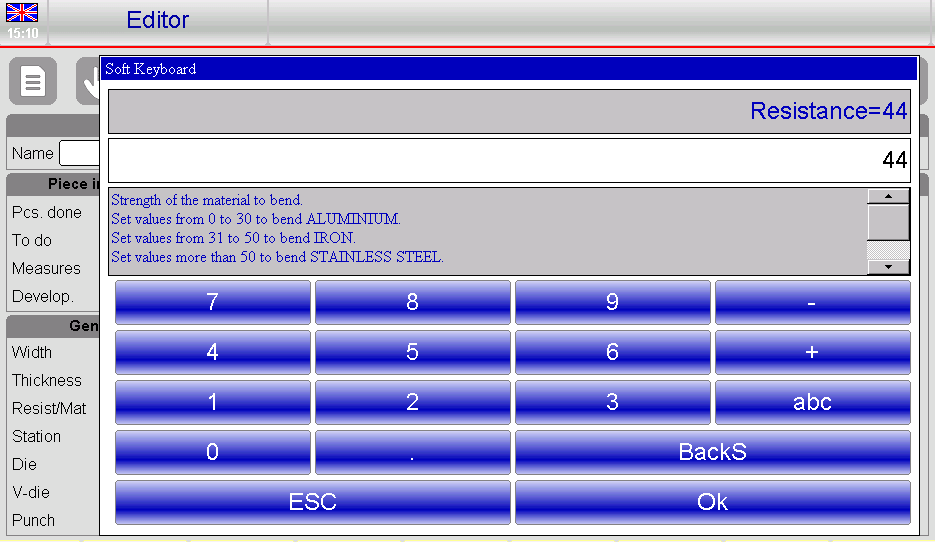
- Automatische Materialberechnung: Das System berechnet das Material basierend auf dem Widerstand und reduziert so die manuelle Eingabe.
- Einrichtung der Arbeitsstation: Geben Sie ggf. die Rufnummer ein, ansonsten lassen Sie die 0 stehen.
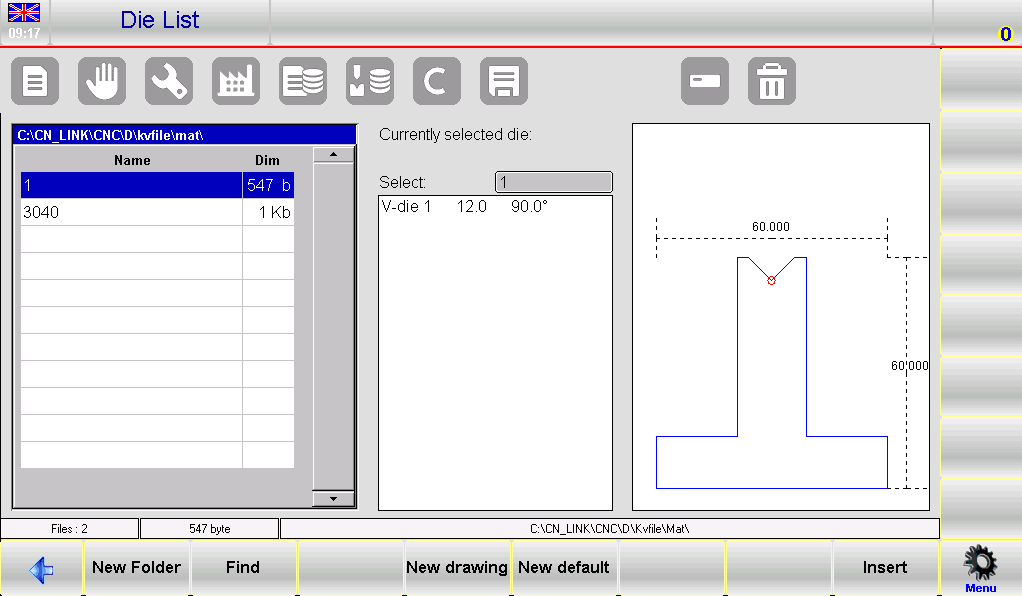
- Matrizen- und V-Matrizenauswahl:
- Wählen Sie einen Würfel aus der Liste aus, indem Sie das Feld berühren, scrollen und drücken [Einfügen].
- Wählen Sie die entsprechende V-Matrize, wenn es mehrere gibt; wenn nur eine, geben Sie 1 ein.
- Stempelauswahl: Wählen Sie den Stempel auf ähnliche Weise aus, indem Sie auf die Liste zugreifen, scrollen und drücken [Einfügen].
2. Einstellen und Anpassen von Biegungen
- Geben Sie den gewünschten Biegewinkel in das Y1 Winkel Feld.
- Stellen Sie die Biegelänge im Feld Finale X1.
- Die Daten werden automatisch berechnet, sind aber anpassbar.
3. Verwalten von Arbeitsdaten
- Zugang 7>>Arbeitsinformationen zur Überprüfung TDC, Stumm, Und Engpass Daten.
- Beenden Sie durch Auswahl [OK].
4. Biegevorgänge
- Biegung kopieren: Navigieren Sie zur Zielkurve, öffnen Sie das Menü und wählen Sie5>> Kopierschritt.
- Biegung einfügen: Position nach dem Einstiegspunkt, wählen Sie4>> Schritt einfügen.
- Kopierte Biegung eingeben: Platzieren Sie es vor der Zielbiegung und befolgen Sie dabei die gleichen Schritte.
5. Radius und Spezialbiegungen
- Verwenden [Radius erweitern] zur Eingabe von Rollwinkeln und Radien, bestätigen mit [Bestätigen].
- Anpassen Holländisches Falten und Kegelbildung durch Modifizierung des LDC und der unteren Totpunkte in Y1 und Y2.
6. Umgang mit Spezialanwendungen
- Konische Biegungen: Geben Sie Kegelwinkel über die [Konisch] Funktion.
- Biegungen außerhalb der V-Matrize: Geben Sie Endwerte in LDC Y1/Y2 ein und stellen Sie höhere Pinch- und Mute-Punkte sicher.
7. Programmmanagement
- Programme speichern mit 2>> Speichern unter …. für neue Varianten bestehender Programme.
Wenn sich ein Tool in Ihrem ESA S630-Programmierprojekt ändert, befolgen Sie diese Schritte, um das Programm zu aktualisieren:
- Herunterladen: Greifen Sie auf das Programm aus Ihrer Liste zu und laden Sie es herunter.
- Editor öffnen: Gehen Sie zur Editor-Seite und öffnen Sie das Menü.
- Update-Programm: Wählen 3>> Programmaktualisierung , um das Update-Fenster zu öffnen.
- Neu berechnen: Klicken Sie auf [OK] um alle Daten neu zu berechnen und sicherzustellen, dass Korrekturen angewendet werden.
- Speichern: Speichern Sie das aktualisierte Programm bei Bedarf.

Diese effizienten Verfahren mit der ESA S630-Programmierung können die Präzision verbessern und Fehler reduzieren und so Ihre Biegevorgänge optimieren.
Eingabe eines Grafikprogramms (Optional beim Modell S630)
Um ein neues Grafikprogramm einzugeben, drücken Sie [Neues Programm] Wählen Sie auf der Editor-Seite eines numerischen Programms [Neu Grafik]:
Oder es kann aus der Programmliste erstellt werden, indem Sie auf und klicken. [Neue Grafik] .
- Einstellung der allgemeinen Daten
Bei der ESA S630-Programmierung ist die Eingabe der korrekten allgemeinen Daten für den Zugriff auf die Zeichenfunktion unerlässlich. Gehen Sie folgendermaßen vor:
- Details zum Metallblech:
- Geben Sie den Breite Und Dicke, jedes Feld auswählen und mit bestätigen [OK].
- Eingangsmaterial Widerstand; das System berechnet darauf basierend Eigenschaften.
- Werkzeug- und Stationseinrichtung:
- Geben Sie die Arbeitsstationsnummer ein oder lassen Sie sie bei „0“ stehen, wenn es sich um eine einzelne Nummer handelt.
- Wählen Sie den Würfel aus der Liste aus und fügen Sie ihn ein.
- Geben Sie die V-Matrize (geben Sie 1 ein, wenn nur eins vorhanden ist).
- Legen Sie die Matrizen- und Stempelausrichtung fest (0 = Standard, 1 = 180° gedreht).
- Wählen Sie den Stempel aus der Liste aus und fügen Sie ihn ein.
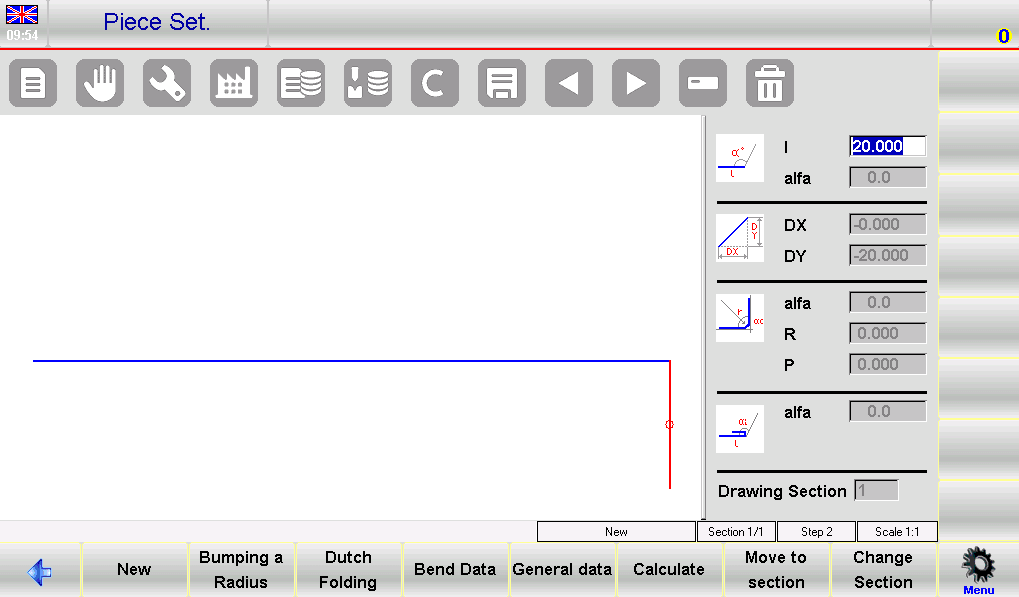
2. Zeichnungsfenster
Die Zeichenfensterseite wird geöffnet.
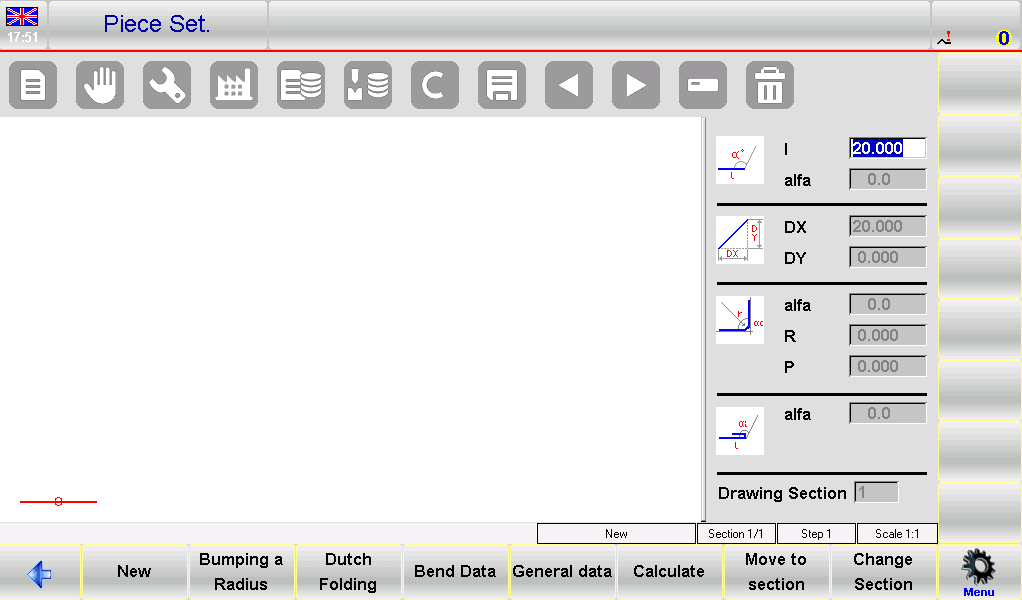
- Links: Hauptzeichnungsfenster.
- Rechts: Vier Dateneingabefenster für:
- Polarzeichnungsdaten
- Kartesische Zeichnungsdaten (normalerweise nicht verwendet)
- Radiusbiegungen
- Holländische Faltbögen (Säumen)
3. Eingabeprozess:
- Beginnen Sie in der Stückset Seite, auf der das erste Segment standardmäßig 20,0 mm beträgt.

- Ändern Sie dies, indem Sie das Feld „l“ auswählen, um die „Softtastatur“ zu öffnen.
- Nachdem Sie die Änderungen bestätigt haben, können Sie mit der Anpassung der „Alpha“-Polarzeichnung mithilfe der Winkel „Soft Keyboard“ fortfahren.

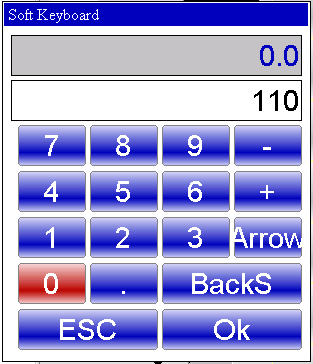
- Legen Sie vordefinierte Winkel fest oder geben Sie benutzerdefinierte Winkel ein und wechseln Sie dann zum nächsten Längenfeld, um mit dem Entwurf fortzufahren.
4. Biegesequenzierung
- Greifen Sie auf die AUTOMATISCHE Grafikseite zu.
- Wählen0>> Biegefolge um verschiedene Kurven effizient zu bewältigen und zu navigieren.
5. Hintergrundfarbe ändern
- Öffnen Sie das Menü auf der Seite AUTOMATISCH.
- Wählen 1>> Farbe ändern zur visuellen Anpassung.
6. 3D-Viewer (optional)
- Greifen Sie von der Seite AUTOMATISCH auf die 3D-Ansicht zu. Wählen Sie das Element 3>> 3D-Viewer.
- Wechseln Sie zwischen 3D und 2D-Ansichten nach Bedarf.
7. Realisieren Sie die Zeichnung eines Stückes
Nehmen wir an, wir müssen das in der folgenden Abbildung dargestellte Stück zeichnen:

- Aufstellen: Geben Sie im Zeichenfenster die anfängliche Segmentlänge (z. B. 20,0) in das Feld „l“ ein und drücken Sie [OK].
- Winkel- und Längeneingabe:
- Geben Sie den ersten Winkel (120,0°) in das Feld „alfa” und bestätigen Sie mit [Ok].
- Fahren Sie mit dem automatischen Zeichnen der nächsten Länge fort. Stellen Sie sicher, dass sie hervorgehoben ist.
- Geben Sie die zweite Länge (47,11) in das Feld „l“ ein und bestätigen Sie.
- Sequentielle Einträge:
- Geben Sie den nächsten Winkel (-120,0°) in das Feld „alfa”-Feld und drücken Sie [OK].
- Fahren Sie mit der Eingabe der dritten Länge (70,0) im Feld „l“ fort.
- Den dritten Winkel (-90,0°) über die ESA S630 Programmierung einstellen und die Eingabe bestätigen.
- Fertigstellung:
- Geben Sie die vierte Länge (40,0) und anschließend den Winkel (90,0°) mithilfe der „alfa" Feld.
- Fügen Sie die fünfte und letzte Länge (30,0) hinzu, um den Zeichenvorgang abzuschließen.
8. Radiusbiegung realisieren
Um eine Radiusbiegung zu realisieren, muss beachtet werden, dass vor und nach dem Radius vereinbarungsgemäß jeweils ein Stück Blech vorhanden sein muss.
Nehmen wir an, wir müssen das in der folgenden Abbildung dargestellte Stück zeichnen:
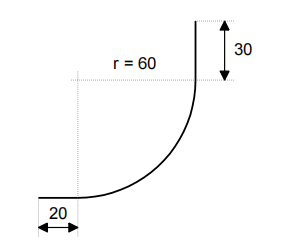
Um mithilfe der ESA S630-Programmierung effizient eine Radiusbiegung zu erstellen, befolgen Sie diese kurzen Schritte:
- Länge initialisieren: Geben Sie die Anfangslänge des Stückes (z. B. 20,0) in das Feld „I“ ein und drücken Sie [OK].
- Radiusparameter festlegen:
- Wählen [Radius erweitern] um die Radiuseinstellungen zu öffnen.
- Geben Sie den Rollwinkel (z. B. 90,0°) in „alfa“ ein und drücken Sie [OK].
- Geben Sie den Rollradius (z. B. 60,0) in „R“ ein und bestätigen Sie.
- Tonhöhe definieren: Geben Sie die Walzenteilung im Feld „P“ an und drücken Sie [OK]. Das System wird automatisch fortfahren.
- Länge finalisieren: Geben Sie die endgültige Stücklänge (z. B. 30,0) in das Feld „I“ ein und bestätigen Sie mit [OK].
9. Führen Sie eine holländische Faltung (Säumen) durch
Nehmen wir an, wir müssen das in der Abbildung dargestellte Stück zeichnen:

- Ersteintrag: Geben Sie im Feld „l“ die gesäumte Seitenlänge (30,0) ein.
- Holländisches Falten:
- Drücken [OK] und wählen Sie [Holländisches Falten].
- Stellen Sie den Faltwinkel (45,0°) in der „Alpha" Feld.
- Automatisiertes Zeichnen: Bestätigen Sie mit [Ok], um die nächste Länge automatisch einzuzeichnen und hervorzuheben.
- Zusätzliche Längen und Winkel: Geben Sie die folgenden Längen (100,0) in „I“ und die eingestellten Winkel (-90,0°) in „alfa“.
- Letzte Schritte: Tragen Sie die letzte Seitenlänge (22,0) in „I“ ein und ergänzen Sie mit [OK].
Biegefolgeberechnungen: Automatisch vs. Manuell
Die Wahl der richtigen Methode zur Berechnung der Biegefolge an CNC-Abkantpressen kann die Effizienz erheblich beeinflussen. Hier finden Sie einen kurzen Vergleich automatischer und manueller Methoden sowie Einblicke in die Prozessoptimierung durch die ESA S630-Programmierung.
Automatische Berechnung
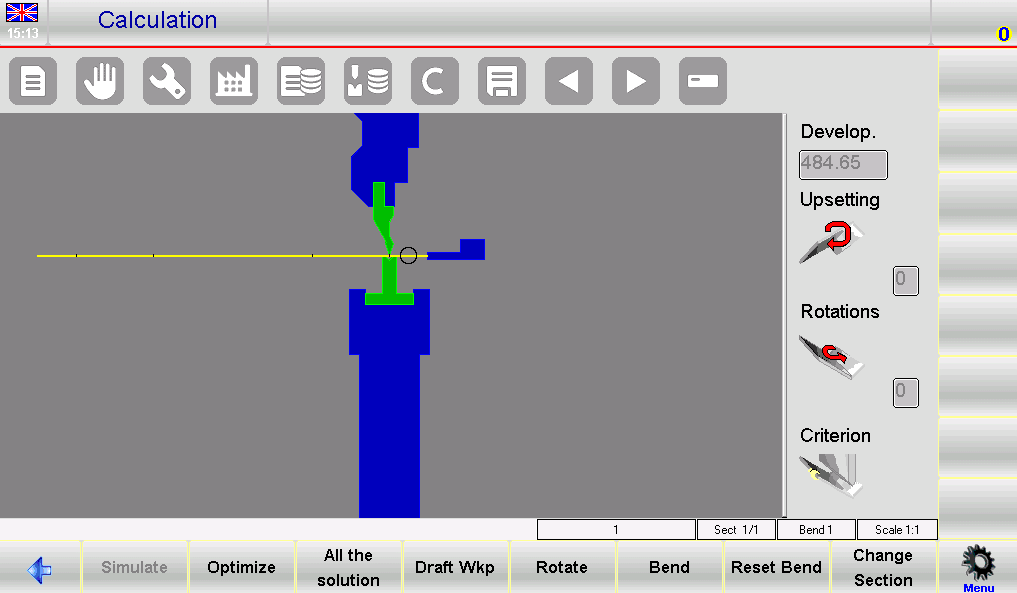
- Verfahren: Starten Sie über die Zeichenseite durch Drücken von [Berechnen]Eine Simulation zeigt den Aufbau zum Biegen.
- Optimierung: Die ESA S630-Programmierung ermittelt automatisch die optimale Reihenfolge durch Drücken von [Optimieren].
- Vorteile:
- Effizienz: Reduziert Fehler und Zykluszeiten durch optimale Sequenzierung.
- Sicherheit: Priorisiert die Sicherheit des Bedieners durch die Auswahl von Sequenzen, bei denen mehr Material in sicheren Handhabungszonen verbleibt.
Manuelle Berechnung
- Verfahren: Bediener erzwingen manuell Sequenzen vom Zeichenblatt.
- Flexibilität: Ermöglicht die vollständige oder teilweise Kontrolle über die Sequenz, geeignet für komplexe Biegungen.
- Vorteile:
- Kontrolle: Bietet größeren direkten Einfluss auf den Prozess für maßgeschneiderte Vorgänge.
- Problemlösung: Ermöglicht präzise Anpassungen bei anspruchsvollen Kurvenfahrten.
Wann ist welche Methode anzuwenden?
- Automatisch: Am besten für konsistente, unkomplizierte Aufgaben, bei denen Effizienz entscheidend ist.
- Handbuch: Ideal für komplexe oder benutzerdefinierte Aufgaben, die detaillierte Kontrolle und Problemlösung erfordern.
Die ESA S630-Programmierung zeichnet sich durch beide Methoden aus und bietet im Vergleich zu älteren Modellen wie dem S540 eine verbesserte automatische Optimierung, wodurch die Biegeeffizienz und Anpassungsfähigkeit verbessert werden.
Effizientes Biegen von Kartons
Um eine Schachtel mithilfe der ESA S630-Programmierung präzise zu biegen, befolgen Sie diese vereinfachten Schritte:
- Biegeabschnitts-Setup:
- Erstellen Sie zwei Programme: Erstellen Sie mit der ESA S630-Programmierung separate Programme für horizontale und vertikale Biegungen. Führen Sie diese nacheinander aus, beginnend mit dem Abschnitt mit der kleinsten Blechbreite.
- Sektionsleitung:
- Abschnitte hinzufügen: Drücken [Abschnitt ändern] , um einen neuen Abschnitt hinzuzufügen.
- Abschnitte löschen: Navigieren Sie zum Abschnitt, öffnen Sie das Menü und wählen Sie 6>> Abschnitt löschen um es zu entfernen und zu Biegung 1 von Abschnitt 1 zurückzukehren.
- Gemeinsame Herausforderungen angehen:
- Fehlausrichtung: Verwenden Sie die Simulationsfunktion von ESA S630, um Biegefolgen und die korrekte Ausrichtung zu überprüfen.
- Zykluszeit: Optimieren Sie die Vorgangsreihenfolge innerhalb der ESA S630-Programmierung, um die Neupositionierung zu minimieren und die Zykluszeiten zu verkürzen.
Mit diesen prägnanten Schritten ermöglicht die ESA S630-Programmierung ein präzises und effizientes Biegen von Kisten.
Häufig gestellte Fragen (FAQ)
Wie kann die ESA S630-Programmierung den Materialabfall während des Betriebs reduzieren?
Mit der ESA S630-Programmierung können Bediener den Biegevorgang vor dem eigentlichen Vorgang simulieren. Dies ermöglicht Anpassungen und Feinabstimmungen, um Fehler zu minimieren und so die Menge an Ausschussmaterial zu reduzieren.
Ist es möglich, die ESA S630-Programmierung in vorhandene CNC-Maschinen zu integrieren?
Ja, die ESA S630-Programmierung ist mit einer Reihe von CNC-Maschinen kompatibel. Stellen Sie sicher, dass Ihre Maschine die erforderlichen Systemanforderungen für eine nahtlose Integration erfüllt. Lesen Sie das Softwarehandbuch oder wenden Sie sich an den Support, um weitere Informationen zu erhalten.
Was sind einige allgemeine Tipps zur Fehlerbehebung bei Programmierproblemen mit ESA S630?
Sollten Probleme mit der ESA S630-Programmierung auftreten, stellen Sie zunächst sicher, dass alle Software-Updates installiert sind. Überprüfen Sie die Verbindung zwischen der CNC-Maschine und der Software. Starten Sie die Komponenten neu und lesen Sie den Abschnitt zur Fehlerbehebung im Benutzerhandbuch. Sollte das Problem weiterhin bestehen, wenden Sie sich an den technischen Support.
Abschluss
Zusammenfassend lässt sich sagen, dass die Beherrschung der ESA S630-Programmierung die Biegeeffizienz deutlich steigern kann, indem sie Präzision und konsistente Ergebnisse gewährleistet. Zu den entscheidenden Schritten gehören die richtige Vorbereitung der Arbeitsumgebung, die genaue Konfiguration und Kalibrierung der Maschine sowie die Einhaltung der Herstellerrichtlinien für Werkzeuge und Bedienung. Durch die Einhaltung dieser Praktiken kann Ihre Produktionslinie eine höhere Effizienz und weniger Abfall erzielen und so letztendlich die Gesamtproduktivität verbessern.
Für detailliertere Informationen oder individuelle Unterstützung wenden Sie sich bitte an unser Team bei HARSLE. Wir unterstützen Sie gerne bei allen Fragen und stellen Ihnen zusätzliche Ressourcen zur Verfügung, um Ihre Biegevorgänge weiter zu optimieren. Entdecken Sie auch unsere weitere Dokumentation, um die Leistung Ihrer Abkantpresse weiter zu optimieren.



