








Der manuelle Modus des DELEM DA-66S bietet Anwendern die Flexibilität, präzise Biegevorgänge unabhängig von den automatischen Einstellungen durchzuführen. Im manuellen Modus erhalten Bediener die volle Kontrolle über den Biegeprozess und können die Parameter für jeden Auftrag individuell anpassen. Dieser Modus eignet sich ideal für Anwendungen, die spezifische Anpassungen erfordern, die mit den automatischen Einstellungen nicht möglich sind.
In diesem Artikel gehen wir auf die Kernfunktionen des manuellen Modus des DELEM DA-66S ein und bieten Ihnen eine umfassende Anleitung zur Verbesserung der Leistung und Ausgabe Ihrer Maschine.
Übersicht über den manuellen Modus
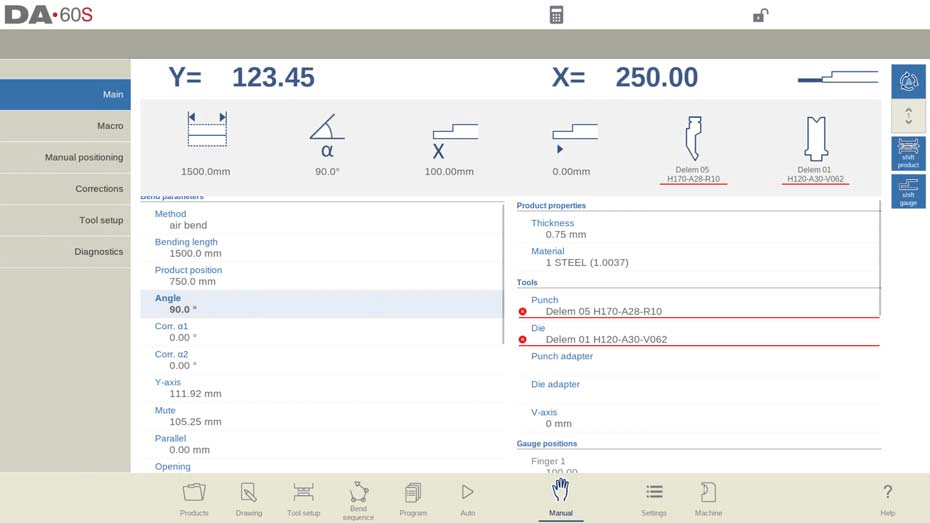
Der manuelle Modus des DELEM DA-66S ermöglicht dem Benutzer die manuelle Steuerung des Abkantpresse, unabhängig von vordefinierten Programmen. Im manuellen Modus können Sie die Echtzeitpositionen wichtiger Achsen wie der Y-Achse und der Haupt-X-Achse auf dem Bildschirm anzeigen. Diese Anzeigen stellen sicher, dass die Referenzmarkierungen für präzise Biegevorgänge korrekt an den programmierten Werten ausgerichtet sind.
Im manuellen Modus programmieren Sie die Parameter für eine Biegung. Dieser Modus eignet sich zum Testen, zur Kalibrierung und für einzelne Biegungen.
Der manuelle Modus ist unabhängig vom automatischen Modus und kann unabhängig von den im Speicher befindlichen Programmen programmiert werden.
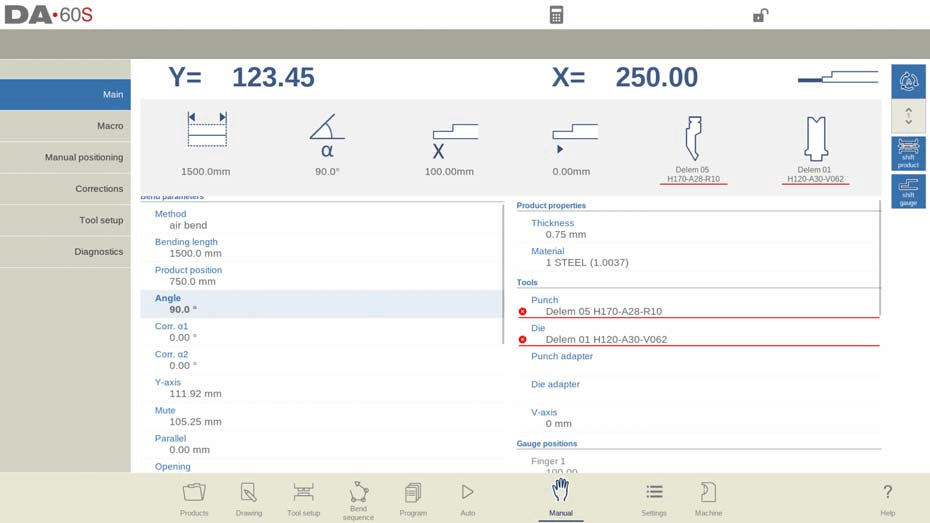
Im oberen Bereich des Bildschirms „Manueller Modus“ finden Sie die aktuelle Position der Y-Achse und der X-Achse. Alle anderen Achsen und Funktionen werden in den beiden Spalten darunter einzeln aufgelistet. Wenn die Y- und X-Achsenwerte hervorgehoben sind, bedeutet dies, dass die Referenzmarkierungen dieser Achsen gefunden wurden und sie entsprechend ihren programmierten Werten korrekt positioniert sind.
Über den Achsen und Funktionen zeigen große Symbole (Kacheln) mit den zugehörigen Werten die am häufigsten verwendeten an. Diese Kacheln können ausgewählt und die Werte direkt geändert werden.

Nachfolgend finden Sie eine Liste der im manuellen Modus verfügbaren Parameter.
Biegeparameter
Verfahren
Wählen Sie die gewünschte Biegemethode aus. Die Steuerung unterstützt folgende Standardmethoden:
• Luftbiegung
• Bodenbildung
• Säumen
• Säumen und Bodennähen

Die Biegemethoden wurden im Programmmodus ausführlicher erklärt.
Deflect-Methode
Dynamisch: Die Wölbung wird während des Biegens automatisch in Echtzeit gesteuert und bei Bedarf werden die entsprechenden Korrekturen vorgenommen.
Nicht dynamisch: Die Wölbung verhält sich wie eine standardmäßige hydraulische Wölbung; es erfolgen keine Echtzeitkorrekturen.
Biegelänge
Programmieren Sie die Biegelänge des Blechs.
Produktposition
Der absolute Positionswert des Produkts in Z-Richtung. Die linke Maschinenseite ist die Referenzposition Null.
Winkel
Winkel zum Biegen.
Korr.α 1, Korr.α 2
Korrektur des Biegewinkels.
Die Winkelkorrektur sollte wie in den folgenden Beispielen angegeben eingegeben werden:
Programmierter Wert von 90 Grad. Gemessener Wert von 92 Grad. Anschließend muss Korr.α mit -2 programmiert werden.
Programmierter Wert von 90 Grad. Gemessener Wert von 88 Grad. Anschließend muss Korr.α mit +2 programmiert werden.
Saumöffnung
Der Falzbogen kann mit einem bestimmten Öffnungsabstand zwischen den beiden Flanschen hergestellt werden. Der Falzöffnungswert wird zur Berechnung der Balkenposition im Falzprozess verwendet.
Standardmäßig hat dieser Parameter den Wert des Einstellungsmodusparameters „Standard-Saumöffnung“.
Schnelles Säumen
Bei aktiviertem Schnellfalzen fährt die Y-Achse mit hoher Geschwindigkeit nach unten, sobald sie sich unterhalb der Oberkante der Matrize befindet, bis die Falzladeöffnung erreicht ist. Dies verkürzt die Zykluszeit, insbesondere beim Falzen mit einer U-Matrize.
Nur verfügbar, wenn vom Maschinenhersteller aktiviert.
Korr.Y
Korrektur der Y-Achsenposition, falls „Bodenbildung“ ausgewählt wurde.
Y-Achse
Der programmierte oder berechnete Y-Achsenwert zur Realisierung eines bestimmten Winkels.
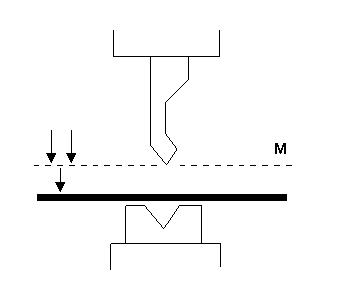
Stumm
Sequenzpunkt, an dem die Y-Achse von schneller Schließgeschwindigkeit auf Pressgeschwindigkeit umgeschaltet wird. Er wird hier als Y-Achsen-Positionswert programmiert. Der programmierte Wert ist der Y-Achsenpunkt über dem Blech.
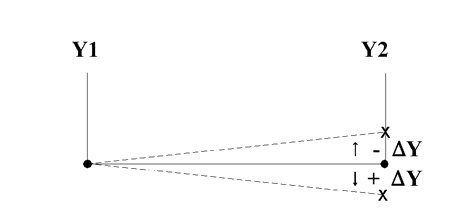
Parallel
Differenz zwischen linkem und rechtem Zylinder (Y1 und Y2). Bei einem positiven Wert ist die rechte Seite niedriger. Bei einem negativen Wert ist die rechte Seite höher. Der programmierte Wert ist unterhalb des Klemmpunkts wirksam.
Öffnung
Dieser Parameter bewirkt eine bestimmte Spaltöffnung zwischen Stempel und Matrize nach der Biegung. Ein positiver Wert ist die Spaltöffnung oberhalb von Mute, ein negativer Wert unterhalb von Mute.
Wenn Sie die Bearbeitungszeit für das Produkt begrenzen möchten, können Sie einen kleinen positiven oder negativen Wert programmieren.
Gewalt
Gewalt
Die programmierte Kraft, die beim Pressen angewendet wird.
Verweilzeit
Haltezeit des Stempels am Biegepunkt.
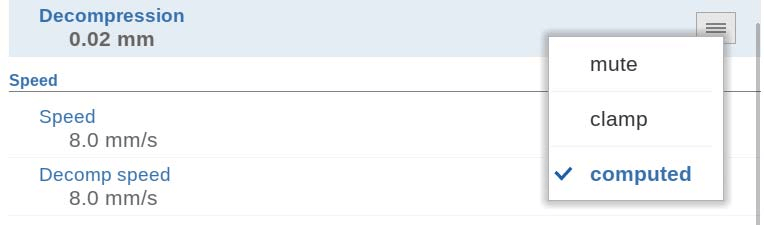
Dekompression
Dekompressionsdistanz nach dem Biegen, um den Arbeitsdruck aus dem System abzulassen. Die Dekompressionsdistanz kann optional auf einen bestimmten Punkt im Zyklus eingestellt werden. Standardmäßig wird die Dekompressionsdistanz berechnet, der minimal erforderliche Wert. Optional kann für „Mute“ der berechnete Dämpfungspunkt oder „Clamp“ der berechnete Klemmpunkt gewählt werden. Beide Optionen haben eine längere Distanz als die berechnete.
Geschwindigkeit
Geschwindigkeit
Pressgeschwindigkeit, die Geschwindigkeit der Y-Achse beim Biegen.
Zersetzungsgeschwindigkeit
Die Dekompressionsgeschwindigkeit ist die programmierbare Geschwindigkeit des Strahls während der Dekompressionsdistanz.
Funktionen
Warten auf Rückzug
Lassen Sie die Y-Achse im Falle eines Rückzugs warten, bis der Rückzug abgeschlossen ist, ja oder nein.
Nein: Der Rückzug wird gestartet, wenn die Y-Achse den Klemmpunkt passiert, die Y-Achse stoppt nicht.
Ja: Wenn die Y-Achse den Klemmpunkt erreicht, wird die Y-Achse gestoppt und der Rückzug gestartet. Wenn der Rückzug abgeschlossen ist, fährt die Y-Achse weiter.
Produkteigenschaften
Dicke
Programmieren Sie die Dicke des Blechs.
Material
Auswahl eines der programmierten Materialien, die zur Berechnung der Biegetiefen verwendet werden. Die Steuerung enthält 4 vorprogrammierte Materialien. Insgesamt können 99 Materialien auf der Steuerung programmiert werden. Die Programmierung der Materialien erfolgt auf der Seite Materialien im Einstellungsmodus.

Werkzeuge
Stempel
Der Name (ID) des ausgewählten Stempels. Tippen Sie hier, um ihn zu ändern oder aus der Stempelbibliothek auszuwählen.
Sterben
Der Name (ID) des ausgewählten Würfels. Tippen Sie hier, um ihn zu ändern oder aus der Würfelbibliothek auszuwählen.
Stempeladapter
Der Name (ID) des ausgewählten Stempeladapters. Tippen Sie hier, um ihn zu ändern oder aus der Stempeladapterbibliothek auszuwählen. Ob ein Adapter programmiert werden kann, hängt vom Parameter Stempeladapter verwenden im Maschinenmodus ab.
Matrizenadapter
Der Name (ID) des ausgewählten Matrizenadapters. Tippen Sie hier, um ihn zu ändern oder aus der Matrizenadapterbibliothek auszuwählen. Ob ein Adapter programmiert werden kann, hängt vom Parameter Matrizenadapter verwenden im Maschinenmodus ab.
Messpositionen
Finger (1/2/3/4)
Die Fingerposition (Kontaktposition), die der X-Achsenposition und der Auflegeposition entspricht.
Hilfsachsen
Hilfsachse
Wenn Sie eine oder mehrere Hilfsachsen haben (z. B. eine X-Achse, R-Achse oder Z-Achse), werden die Parameter dieser Achsen hier angezeigt. Wenn Sie eine R1-Achse und eine R2-Achse haben, wird der programmierte R1-Achsenwert automatisch auf den R2-Achsenwert kopiert. Der R2-Achsenwert kann bei Bedarf nachträglich geändert werden.
Einfahren
Der Rückzugsabstand der Achse während der Biegung. Der „Rückzug des Hinteranschlags“ wird am Klemmpunkt gestartet.
Geschwindigkeit
Geschwindigkeit der Achse in der aktuellen Biegung. Die Geschwindigkeit kann als Prozentsatz der maximal möglichen Geschwindigkeit programmiert werden.
Teileunterstützung
PST-Achse
Mit diesem Parameter kann die Teileunterstützung ein- oder ausgeschaltet werden. Wenn sie ausgeschaltet ist, bleibt die Teileunterstützung während der Biegung in ihrer Nullposition.
R-Stellung
Die Höhe der Teileauflage vor und nach der Biegung. Standardmäßig wird die Höhe an der Oberkante der Matrize eingestellt (R-Position = 0,00 mm). Nur verfügbar, wenn vom Maschinenhersteller aktiviert.
Verfahren
Im manuellen Modus des DELEM DA-66S können Sie steuern, wie und wann die Werkstückauflage nach Abschluss einer Biegung in ihre Nullposition zurückkehrt. Zu den Optionen gehört die Einstellung der Werkstückauflage, dass sie zurückkehrt, wenn die Y-Achse UDP erreicht („Rückkehr bei UDP“) oder die Rückkehr einleitet, sobald die Y-Achse mit dem Öffnen beginnt („Rückkehr beim Öffnen“).
Alternativ können Sie die Option „Produktneigung“ nutzen, um eine zusätzliche Neigung zu erzielen und so eine Kollision zwischen Produkt und Stempel beim Öffnen der Y-Achse zu verhindern. Die Einstellung „Statische Winkelunterstützung“ ermöglicht es, die Teileunterstützung in einem festen Winkel zu halten und sie so in einen stabilen Auflagetisch zu verwandeln, anstatt den Bewegungen des Produkts zu folgen. Jede Option bietet einzigartige Vorteile für die Optimierung des Maschinenbetriebs im manuellen Modus des DELEM DA-66S.
Neigungswinkel
Der Neigungswinkel bestimmt, wie weit sich die Werkstückauflage bewegt. An der Vorderseite der Maschine bewegt sich die Auflage in eine höhere Position (größerer Winkel), während sie sich an der Rückseite in eine niedrigere Position (kleinerer Winkel) bewegt. Diese Funktion ist bei Verwendung der Methode „Produktneigung“ anwendbar.
Neigungsgeschwindigkeit
Dies gibt die Geschwindigkeit an, mit der sich das Teil zum Neigungswinkel bewegt, ausgedrückt als Prozentsatz der maximalen Betriebsgeschwindigkeit. Dies ist nur relevant, wenn im manuellen Modus des DELEM DA-66S „Produktneigung“ ausgewählt ist.
Kippspiel
Sollte die Dekompressionsdistanz für die Kippbewegung nicht ausreichen, kann ein zusätzlicher „Kippabstand“ programmiert werden. Dieser zusätzliche Abstand wird in die programmierte Dekompressionsdistanz eingerechnet und gewährleistet einen reibungslosen Betrieb. Die Abstandseinstellung wird ausschließlich mit der Methode „Produktneigung“ im manuellen Modus des DELEM DA-66S verwendet.
Winkel
Der statische Winkel, um den sich die Teilestütze vor der Biegung bewegt. Nur verfügbar, wenn die Methode „Statische Winkelstütze“ ausgewählt wurde.
Geschwindigkeit
Die Geschwindigkeit, als Prozentsatz der Maximalgeschwindigkeit, mit der sich die Teilestütze zum statischen Winkel bewegt. Nur verfügbar, wenn die Methode „Statische Winkelstütze“ ausgewählt wurde.
Rücklaufgeschwindigkeit
Rücklaufgeschwindigkeit der Teileauflage nach einer Biegung. Der Geschwindigkeitswert wird als Prozentsatz der Maximalgeschwindigkeit programmiert.
Sicherheitsanschlagwinkel
Der Winkel, bei dem die Auflage beim Rücklauf anhält; die Steuerung schaltet auf Stopp. Ein zusätzlicher Startvorgang an der Steuerung lässt die Werkstückauflage in die Nullposition zurückkehren.
Anfangswinkel
Der Anfangswinkel (typischerweise der Vorbiegewinkel einer zweistufigen Biegung), auf den die Teilestütze bei der Schrittänderung bewegt wird. Die Teilestütze folgt, sobald der Winkel des Produkts den Anfangswinkel der Teilestütze überschreitet. Gilt nur für Teilestützachsen vor der Maschine.
Anfangswinkelgeschwindigkeit
Die Geschwindigkeit, mit der die Teilestütze in den Ausgangswinkel bewegt wird. Gilt nur für Teilestützachsen vor der Maschine.
Korrektur
Die Korrektur der Werkstückträgerachsen im manuellen Modus des DELEM DA-66S erfolgt während des Biegevorgangs schrittweise, beginnend am Klemmpunkt. An der endgültigen Biegeposition wird die Korrektur an den programmierten Wert angepasst. Diese Parameter im manuellen Modus des DELEM DA-66S lassen sich einfach programmieren und bei Bedarf ändern. Sobald Sie die Start-Taste drücken, werden die programmierten Einstellungen aktiv.
Die Parameter im manuellen Modus des DELEM DA-66S können nach Bedarf programmiert und angepasst werden. Sobald Sie die Start-Taste drücken, werden die konfigurierten Einstellungen aktiv.
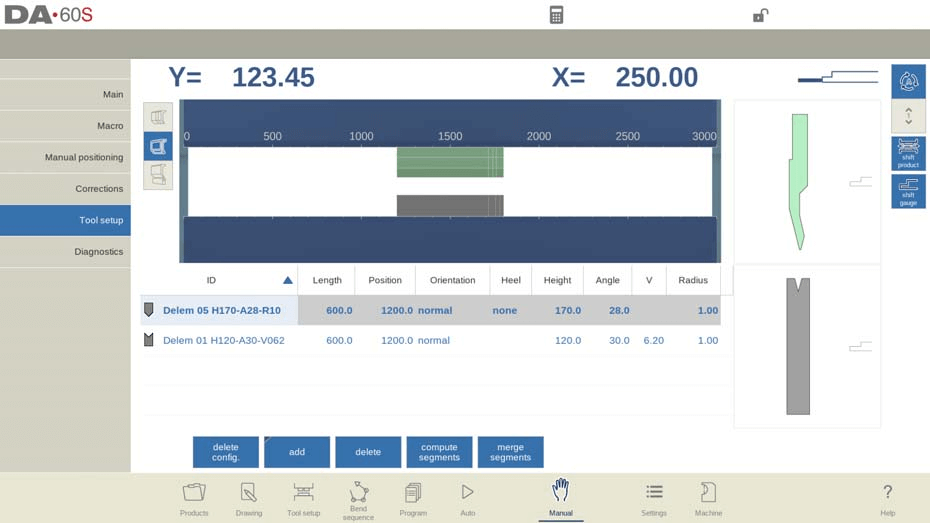
Werkzeugeinrichtung
Die Werkzeugkonfiguration im manuellen Modus des DELEM DA-66S ähnelt weitgehend der Konfiguration im automatischen Modus. Obwohl jeder Modus unterschiedliche Konfigurationen zulässt, können Sie die Werkzeugkonfiguration des automatischen Modus auch im manuellen Modus verwenden. Seien Sie jedoch bei abweichenden Konfigurationen vorsichtig.
Im Werkzeug-Setup-Menü des DELEM DA-66S im manuellen Modus können Sie Werkzeuge wie Stempel, Matrizen und Adapter einfach hinzufügen, entfernen oder neu positionieren. Dieser Vorgang spiegelt die Hauptfunktionen des Werkzeug-Setups wider und ermöglicht individuelle Anpassungen zur Verbesserung Ihrer Biegevorgänge. Zusätzlich ist eine Segmentierung beim Hinzufügen von Werkzeugen je nach Ihren spezifischen Anforderungen möglich.
Produkt verschieben

Im manuellen Modus des DELEM DA-66S wird das Verschieben der Produktposition mithilfe der Funktion „Produkt verschieben“ vereinfacht. Einrastpunkte unterstützen den Benutzer beim präzisen Verschieben des Produkts und erleichtern die Ausrichtung an der Seite der Werkzeuge oder in der Mitte der Station.
Schlüsselfunktionen für die Produktpositionierung:
- Nach links springen: Verschieben Sie das Produkt auf eine andere Werkzeugsatzkombination auf der linken Seite.
- Nach rechts springen: Verschieben Sie das Produkt auf eine andere Werkzeugsatzkombination auf der rechten Seite.
- Nach links verschieben: Verschieben Sie das Produkt innerhalb desselben Werkzeugsatzes 1 Millimeter nach links.
- Nach rechts verschieben: Verschieben Sie das Produkt innerhalb desselben Werkzeugsatzes 1 Millimeter nach rechts.
Die Nutzung dieser Funktionen im manuellen Modus des DELEM DA-66S gewährleistet eine präzise Kontrolle der Produktpositionierung und verbessert sowohl die Flexibilität als auch die Genauigkeit im Betrieb.
Programmierparameter und Ansichten
Im manuellen Modus des DELEM DA-66S können Sie Parameter einzeln programmieren, wobei jeder Parameter zur einfachen Identifizierung mit Symbolen und Hintergrundfarben angezeigt wird.

Ein Informationssymbol weist auf eine Änderung aufgrund einer kürzlich erfolgten Eingabe hin und hebt die vorgenommenen Anpassungen hervor.

Ein Sternsymbol weist Sie darauf hin, wenn ein Parameterwert von den Berechnungen der Steuerung abweicht. Dies ist nützlich für absichtliche oder durch Einschränkungen begrenzte Einstellungen.

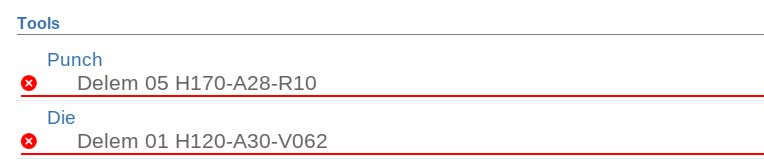
Fehler werden mit einem Fehlersymbol gekennzeichnet, wenn ein Wert nicht mit dem aktuellen Programm kompatibel ist, wie beispielsweise ein Falzbiegesatz ohne entsprechende Werkzeuge.
Die rechte Seite des Bildschirms bietet Zugriff auf mehrere Ansichten, darunter Hauptansicht, Makroansicht, manuelle Positionierung, Korrekturen und Diagnose, wodurch die Benutzersteuerungs- und Überwachungsfunktionen im manuellen Modus des DELEM DA-66S verbessert werden.
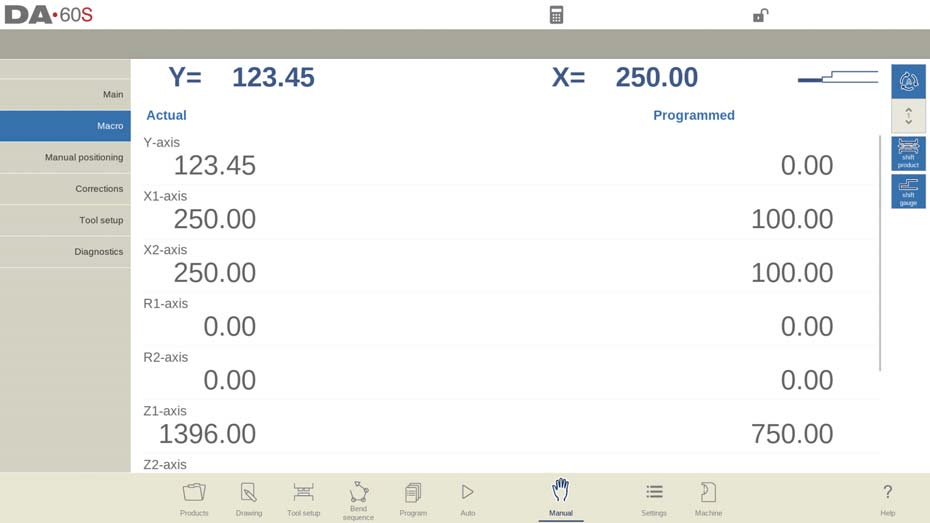
Makro
Im manuellen Modus des DELEM DA-66S werden in der Makroansicht große Achsenwerte auf dem Bildschirm angezeigt, sodass sie aus der Ferne leichter lesbar sind. Diese Funktion ist besonders nützlich, wenn Sie vom Bedienfeld aus arbeiten.
Durchführung eines sicheren und effizienten Biegevorgangs
Manuelle Achsenbewegungsverfahren
Um Achsen sicher manuell zu bewegen, verwenden Sie das Handrad des DELEM DA-66S. Stellen Sie sicher, dass die Maschine beim Neupositionieren von Hilfsachsen angehalten ist. Für die Y-Achse muss das System unter bestimmten Bedingungen aktiv sein, z. B. die Funktion „Anpassen“.
Nachdem Sie im Hauptbildschirm des manuellen Modus auf „Manuelle Positionierung“ getippt haben, wird der folgende Bildschirm angezeigt:

Im manuellen Modus des DELEM DA-66S können Sie Achsen manuell mit dem Handrad bewegen. Die Schritte variieren je nach Achsentyp, den Sie einstellen.
Für HilfsachsenStellen Sie sicher, dass die Maschine angehalten ist (LED der Stopptaste leuchtet). Wählen Sie die Hinteranschlagachse aus, die Sie verschieben möchten, und positionieren Sie sie mit dem Rad neu.
Mit der Y-AchseDie manuelle Positionierung erfolgt ähnlich, erfordert jedoch einen Maschinenstart (Start-LED leuchtet). Zusätzlich muss die Justierfunktion aktiviert sein (falls nicht, siehe Meldungen oben rechts). Stellen Sie sicher, dass sich die Y-Achse unterhalb des Mute-Punkts befindet und ein Druckbefehl in die CNC eingegeben wurde.
Indem Sie diese Verfahren im manuellen Modus des DELEM DA-66S befolgen, können Sie die Maschinenachsen sicher und effektiv verwalten.
Nutzung des Teach-Modus
Um der DELEM DA-66S-Steuerung im manuellen Modus effizient eine durch manuelles Verstellen einer Achse ermittelte Position beizubringen, folgen Sie dieser einfachen Vorgehensweise. Verwenden Sie das Handrad, um eine Achse in die gewünschte Position zu bewegen. Um diese Position zu speichern, tippen Sie auf den Achsennamen in der Spalte „Programmiert“. Der tatsächliche Achsenwert von links wird dann in das Feld „Programmierte Achse“ auf der rechten Seite übernommen.

Wenn Sie zum Standardbildschirm des manuellen Modus des DELEM DA-66S zurückkehren, werden Sie feststellen, dass der Achsenparameter mit diesem neu eingelernten Wert aktualisiert wurde.
Überwachung und Diagnose für einen sicheren Betrieb
Korrekturen
Im manuellen Modus des DELEM DA-66S können Sie Korrekturen für die Biegungen als einzelne Linie anzeigen und überprüfen, ähnlich wie im automatischen Modus. Diese Korrekturen und Einträge in der Korrekturdatenbank sind entscheidend für präzise Biegeergebnisse. Der Zugriff auf die Datenbank ermöglicht Ihnen, diese Korrekturen zu ändern und zu optimieren, was auch bei Testbiegeprozessen hilfreich sein kann.

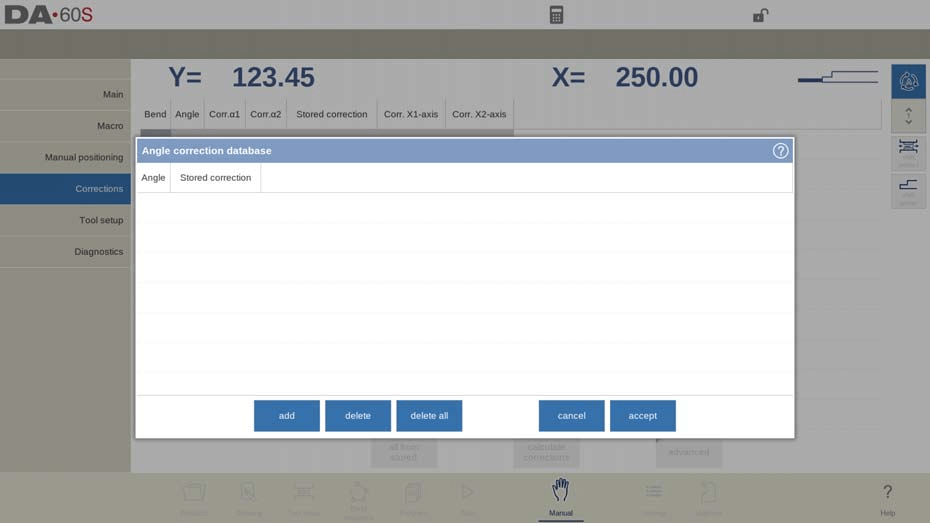
Der Biegezugabe Die Funktion im manuellen Modus des DELEM DA-66S ermöglicht es Benutzern, Einträge in die Biegezugabetabelle einzugeben. Indem Sie nur die erforderlichen Biegezugabekorrekturen basierend auf den aktiven Biegeparametern hinzufügen, können Sie die Biegezugabe aus der Differenz zwischen programmierten und gemessenen Werten berechnen. Um diese Funktion zu aktivieren, wechseln Sie in den Einstellungsmodus.
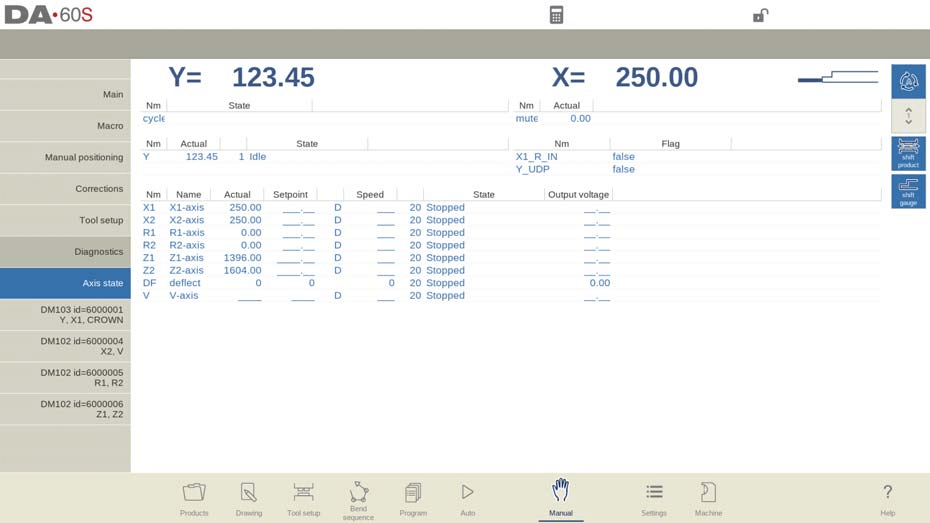
Diagnose und Echtzeitüberwachung
Im manuellen Modus der DELEM DA-66S bietet die Diagnosefunktion einen umfassenden Überblick über die Achsenzustände der Maschine. Diese Funktion ermöglicht es dem Bediener, den Echtzeitstatus jeder Achse während eines Biegezyklus zu überwachen. Der Zugriff auf die Diagnose ermöglicht es Ihnen, das Verhalten der Steuerungen zu beobachten und so einen effizienten und sicheren Betrieb zu gewährleisten.
IO-Statusüberwachung
Der manuelle Modus des DELEM DA-66S verfügt über eine detaillierte IO-Statusfunktion, die Einblicke in den aktuellen Zustand aller Ein- und Ausgänge bietet. Diese Echtzeitüberwachung ist entscheidend für die Beurteilung der Maschinenleistung und die schnelle Behebung potenzieller Probleme während des Betriebs.

Vergrößerte IO-Ansicht
Für eine verbesserte Beobachtung ermöglicht die Zoomed IO-Funktion im manuellen Modus des DELEM DA-66S die Auswahl von bis zu acht Pins für eine vergrößerte Ansicht. Diese Funktion erleichtert die Fernüberwachung und stellt sicher, dass Sie kritische Ein- und Ausgänge problemlos verfolgen können.
Testbiegemodus für Präzision
Der manuelle Modus des DELEM DA-66S umfasst eine Testbiegefunktion zur Feinabstimmung Ihrer Biegevorgänge.

Nach der Aktivierung verbleiben die Achsen nach dem ersten Biegezyklus in ihren Rückzugspositionen, wobei die Teilestütze ihren Winkel beibehält, sofern aktiviert. Dieser Modus stoppt alle schrittweisen Änderungen.
Nach Abschluss der Testbiegung stoppt die Y-Achse am UDP, sodass der Bediener die Winkel genau messen und notwendige Korrekturen vornehmen kann. Nach den Anpassungen kann die Biegung erneut ausgeführt werden. Die Teilestütze folgt der Y-Achse wieder, sobald sie in ihre ursprüngliche Position zurückkehrt. Dies gewährleistet präzise Korrekturen und eine verbesserte Biegegenauigkeit.
Häufig gestellte Fragen (FAQ)
Wie gewährleiste ich die Sicherheit beim Betrieb des DELEM DA-66S im manuellen Modus?
Beachten Sie stets die Sicherheitshinweise des Herstellers, stellen Sie sicher, dass die Maschine richtig kalibriert ist, und überprüfen Sie alle Achsenpositionen vor Arbeitsbeginn. Die richtige Sicherheitsausrüstung und entsprechende Schulung sind unerlässlich.
Wie kann ich die optimale Leistung meines DELEM DA-66S im manuellen Modus aufrechterhalten?
Regelmäßige Wartung ist entscheidend. Überprüfen Sie die Maschine alle 500 Stunden, prüfen Sie wichtige Komponenten, reinigen Sie das System und schmieren Sie bewegliche Teile gemäß den Anweisungen des Herstellers.
Wie wende ich im manuellen Modus des DELEM DA-66S Korrekturen am Biegewinkel an?
Messen Sie den aktuellen Winkel nach einer Biegung und passen Sie anschließend die Parameter Korr.α im manuellen Modus an. So können Sie notwendige Korrekturen programmieren und die gewünschten Winkel präzise erreichen.
Was soll ich tun, wenn die Achsen nach einer Testbiegung nicht in ihre ursprüngliche Position zurückkehren?
Stellen Sie nach der Testbiegung sicher, dass sich die Y-Achse am UDP befindet. Wenn die Teileunterstützung nicht folgt, überprüfen Sie, ob sie aktiviert ist, und prüfen Sie, ob im Setup Hindernisse oder Fehlausrichtungen vorhanden sind.
Abschluss
Um den DELEM DA-66S im manuellen Modus sicher und effizient zu bedienen, müssen Sie seine Funktionen verstehen und regelmäßig warten. Die Einhaltung der oben genannten Richtlinien und die Beachtung häufiger Probleme können die Leistung und Lebensdauer der Maschine verbessern. Für detaillierte Unterstützung oder weitere Informationen wenden Sie sich an unser Team oder greifen Sie auf weitere Dokumentation auf unserer Website zu.



