








Einführung in das Biegen und Biegen von Blechen
What is the sheet metal bending?
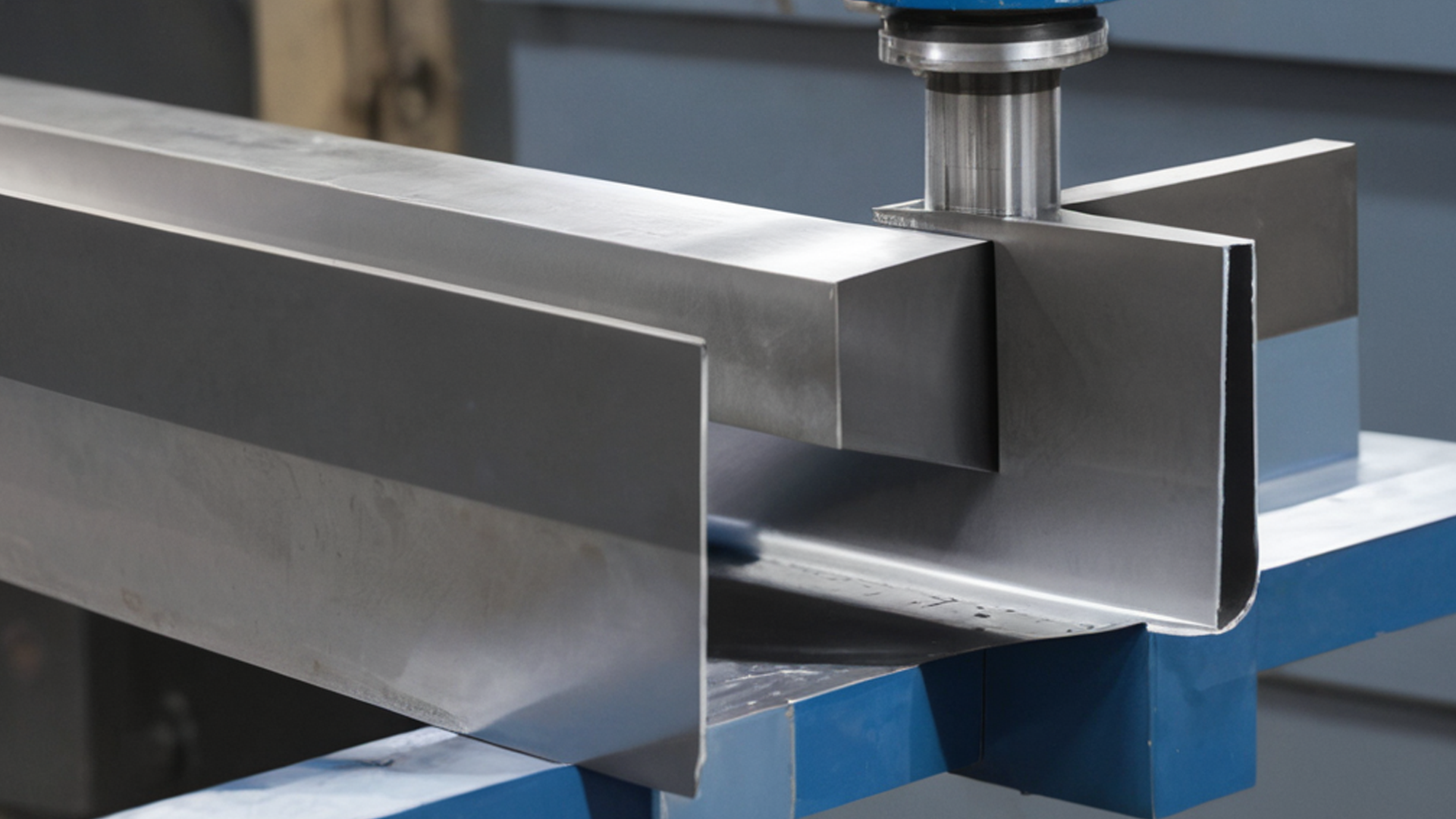
Sheet metal bending is the process of turning a metal sheet through a pressure device and a special mold to change a flat sheet into a three-dimensional process.
Due to different materials, thickness, length, width of plates and different shapes and angles to be formed, there are bending machines with different tonnage and size of pressure equipment, equipped with different height, shape, V size of upper and lower dies with special shapes.
What are the types of bending?
Bending processing is divided into three types: partial bending, close bending, and stamping bending.
① Partial bending
It is a method of bending at right angles and obtuse angles by using an upper die below 88 ° and a lower die of V = 12t (V represents the groove width and t represents the thickness of the material).
② Closely bent
It is a 90 ° angle bending method. V = 6 ~ 12t is selected for the tightly bent lower die.
③ Stamping bend
The 90 ° upper die is used for right-angle bending. (It is a standard right-angle bend). The stamping bending lower die is V = 5 ~ 6t.
General bending sequence:
1.Short side first and then long side: In general, when there are bends on all four sides, folding the short side first and then the long side is beneficial to the processing of the workpiece and the assembly of the bending die.
2.Periphery first, then middle: Normally, it is generally folded from the periphery of the workpiece to the center of the workpiece.
3.Partial and then whole: If there are some structures inside or outside of the workpiece that are different from other bends, generally these structures are bent first before folding other parts.
4.Consider the interference and reasonably arrange the bending sequence: the bending sequence is not static, and the processing sequence should be appropriately adjusted according to the shape of the bend or the obstacle on the workpiece
Reasons for bending indentation:
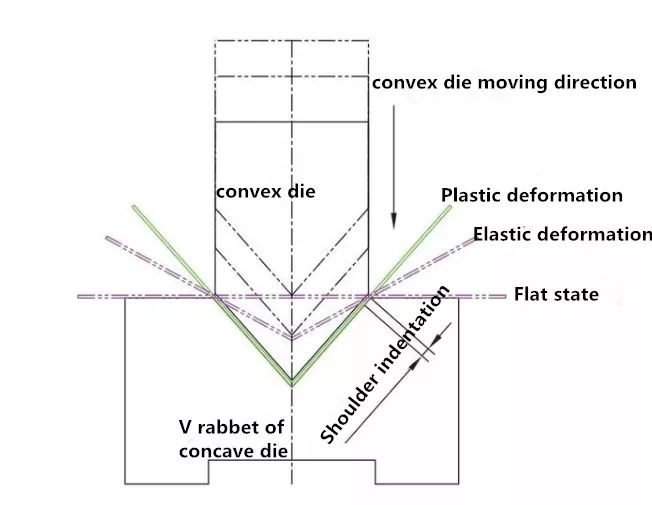
Sheet metal bending is the forming process of a metal sheet under the pressure of a punch or die of a Biegemaschine, first undergoing elastic deformation and then entering plastic deformation. At the beginning of plastic bending, the sheet is free to bend. With the pressure from the punch or die on the sheet, the sheet and the inner surface of the V-groove of the die are gradually closer, meanwhile, the radius of curvature and the bending force arm are gradually reduced. Make full contact with the plate at three points, and a V-shape bending is completed at this time.
During bending, since the metal sheet is elastically deformed by the pressing of the bending die, the contact point between the sheet and the die will slip as the bending process proceeds. During the bending process, the sheet will undergo two distinct stages of elastic deformation and plastic deformation. During the bending process, there will be a process of holding pressure (the mold and the sheet are in three-point contact). Three indentation lines are formed. These indentation lines are generally produced by the plate and the V-shoulder shoulder of the die, so they are called shoulder indentations.

Factors affecting sheet metal bending indentation
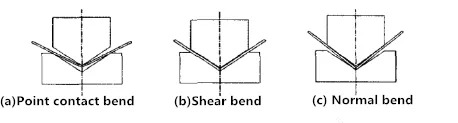
1 Influence of bending method
Because the bending method is different, the degree of contact between the plate and the die is different, so the probability of indentation is also different.
2 Influence of plate hardness
3 Influence of die structure
4 Machine and mold accuracy
Ways to reduce indentation
1 Use anti-indentation pads
2 Single V female die-proof rubber sleeve
3 pieces of urethane and AT pad
4 Hard rubber bottom die
5 No indentation lower die
