Características estándar de la cizalla hidráulica

Cizalla hidráulica
El hidráulico cizalla Se proporciona para cortar placas de acero y metal, y su capacidad se basa en una resistencia de placa de 450 N/mm². Corrija el espesor de la placa si corta placas de otro material con diferente resistencia.
La estructura de chapa soldada es de fácil manejo y rendimiento fiable. El corte se realiza mediante presión hidráulica y el retorno se realiza mediante un cilindro de nitrógeno, lo que protege la máquina contra sobrecargas. Equipada con sistema de visualización digital o sistema de control numérico a petición del cliente.
Separación de cuchillas con indicador para un ajuste práctico y rápido. Dispositivo de alineación con iluminación. La carrera de corte se puede ajustar para mejorar la eficiencia al cortar placas estrechas. Incluye brazos de soporte delanteros y tope trasero. Los brazos de soporte delanteros cuentan con una regla. La mesa de trabajo cuenta con una bola de soporte rodante para minimizar la formación de colas de pescado con la barra de chapa y reducir la resistencia a la fricción.
Valla de seguridad instalada para garantizar la seguridad de la operación.
Marco de cizalla hidráulica
Bastidor de la máquina
Placa de acero soldada de alta rigidez. Dos cilindros están fijados a los postes verticales izquierdo y derecho. La prensa de banco instalada en la mesa de trabajo ajusta fácilmente el corte bajo. Mantiene la distancia entre el corte superior y el bajo. La bola de alimentación instalada en la mesa de trabajo facilita y agiliza la operación.
Marco de corte
Placa soldada, de alta rigidez, soportada en casquillo excéntrico, mediante cilindros izquierdo y derecho y accionamiento del cilindro de carrera, acabado de corte mediante repetición de péndulo.
La superficie vertical del soporte de corte ascendente es curva, manteniendo la brecha entre el corte ascendente y el corte bajo coincidente.
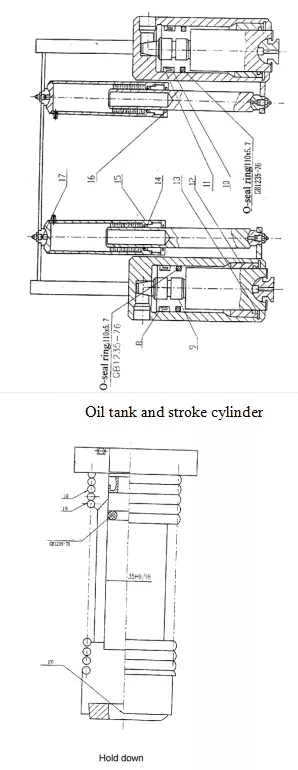
Dispositivo de presión (sujeción)
Consiste en varios cilindros de alimentación a presión instalados en la placa de soporte, frente al bastidor de la máquina. El aceite fluye por el cilindro de alimentación a presión y el cabezal de presión presiona contra la fuerza de tracción del resorte de tensión, presionando la placa firmemente. Al finalizar el corte, los cilindros se restablecen mediante la fuerza de tracción del resorte de tensión. La presión es mayor cuanto mayor sea el espesor de la placa.
Calibre delantero y tope trasero
Calibre frontal: fijado a la mesa de trabajo, indicador de válvula en la regla, ajuste la barra móvil según la válvula necesaria. Al cortar placas de acero delgadas, se facilita el corte con el calibre frontal.
Tope trasero fijado a la tabla de corte ascendente, oscilando verticalmente. Se ajusta con un motor de 0,55 kW, reductor de velocidad y accionamiento mediante varilla de control. Al frenar, se puede ajustar el tope hacia adelante o hacia atrás. Cuando el ajuste mecánico no alcanza la válvula necesaria, gire el volante a la válvula necesaria para ajustar el tope trasero de forma cómoda y fiable.
El rango estándar del tope trasero es de 20 a 750 mm. Si la longitud de la placa de corte supera la distancia máxima del tope trasero, retire el tope trasero hasta el punto más bajo, levante la placa por la superficie inclinada del soporte y podrá cortar cualquier longitud de placa.