Стандартные характеристики гидравлических ножниц

Гидравлическая машина для стрижки
Гидравлический стригальная машина Предназначен для резки листов из металла и стали. Производительность указана для листа прочностью 450 Н/мм². При резке листов из другого материала с другой прочностью, пожалуйста, скорректируйте толщину листа.
Сварная конструкция из листового металла обеспечивает простоту эксплуатации и надежность. Резка осуществляется гидравлическим приводом, а возврат осуществляется с помощью баллона с азотом, что защищает станок от перегрузки. По желанию заказчика возможна установка цифрового дисплея или числового программного управления.
Зазор между лезвиями и лезвиями с индикатором для удобной и быстрой регулировки. Устройство выравнивания с подсветкой позволяет регулировать ход реза для повышения эффективности резки узких листов. Оснащены передними опорными рычагами и задним упором. Передние опорные рычаги имеют линейную шкалу. На рабочем столе предусмотрена опора для роликового материала, которая минимизирует заедание при контакте с листовой рейкой и снижает сопротивление трения.
Установлено защитное ограждение, обеспечивающее безопасность эксплуатации.
Рамка из гидравлические ножницы
Рама машины
Сварная стальная пластина высокой жесткости. Два цилиндра закреплены на левой и правой вертикальной стойке. Установленная на рабочем столе режущая пластина тисков позволяет удобно регулировать положение заготовки по высоте. Обеспечьте зазор между совмещением верхнего и нижнего реза. Шарик подачи установлен на рабочем столе для удобства и быстроты работы.
Рамка для резки
Сварная пластина высокой жесткости поддерживается эксцентриковым гнездом, левым и правым цилиндрами и приводом цилиндра хода, окончательная резка осуществляется маятниковым повторителем.
Вертикальная поверхность опоры с верхним срезом кривая, сохраняйте зазор между совмещением верхнего и нижнего срезов.
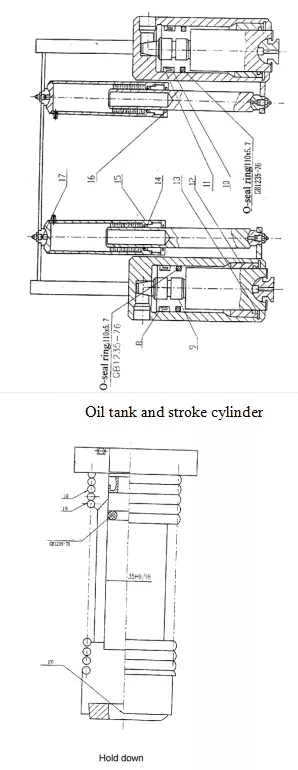
Прижимное устройство (удерживание)
Система состоит из нескольких цилиндров подачи под давлением, установленных на опорной плите перед рамой станка. Масло поступает в цилиндр подачи под давлением, головка пресса прижимается к пластине, преодолевая усилие натяжения пружины, и плотно прижимает её. После завершения резки цилиндры возвращаются в исходное положение под действием усилия натяжения пружины. Давление тем больше, чем толще пластина.
Передний и задний датчик
Передний упор: закреплён на рабочем столе, клапан отображается на линейке, подвижная планка регулируется в зависимости от необходимого клапана. При резке тонкой стальной пластины удобно резать по переднему упору.
Задний упор закреплен на верхней режущей пластине, маятник движется вверх и вниз, как и верхняя режущая пластина. Регулировка заднего упора осуществляется двигателем 0,55 кВт, редуктором и тягой управления. Нажатием кнопки «+» или «-» можно переместить упор вперед или назад. Если механическая регулировка не позволяет добиться нужного клапана, поверните маховик в положение, соответствующее требуемому клапану. Регулировка заднего упора удобна и надежна.
Стандартный диапазон заднего упора составляет 20–750 мм. Если длина режущей пластины превышает максимальное расстояние заднего упора, отведите задний упор в крайнее положение, поднимите доску за наклонную поверхность опорной рамы и отрежьте пластину любой длины.