








Problemas de doblado de la prensa plegadora

Los problemas de plegado en prensas plegadoras pueden afectar significativamente la eficiencia de los procesos de fabricación de chapa metálica, donde el plegado preciso en diversas formas es fundamental. Si bien las prensas plegadoras son máquinas altamente eficientes, los operadores se enfrentan con frecuencia a desafíos que pueden reducir la productividad y la precisión. Comprender estos problemas comunes de plegado y sus soluciones prácticas garantiza un funcionamiento fluido y resultados consistentemente de alta calidad en las tareas de metalurgia. En este blog, exploraré los problemas de plegado más comunes en prensas plegadoras y ofreceré consejos claros y prácticos para resolverlos eficazmente.
Doblado Problemas y soluciones
1.Recuperación elástica
Uno de los más comunes prensa plegadora Un problema de flexión es la recuperación elástica, que se produce cuando el metal se resiste a la flexión y recupera su forma original tras liberar la presión. Esta recuperación elástica se debe a la naturaleza elástica del material y puede representar un gran reto para lograr ángulos de flexión precisos. La magnitud de la recuperación elástica depende de varios factores, como el tipo de material, el grosor, el radio de curvatura y las herramientas.

Solución:
Para reducir la recuperación elástica, se pueden utilizar varias estrategias. Una consiste en aumentar ligeramente el ángulo de plegado para compensar dicho efecto. Otra estrategia consiste en utilizar un radio de plegado menor, lo que reduce la deformación elástica y mejora la precisión del plegado. Además, el uso de herramientas de alta calidad y el ajuste de la configuración de la prensa plegadora también pueden ayudar a reducir la recuperación elástica.

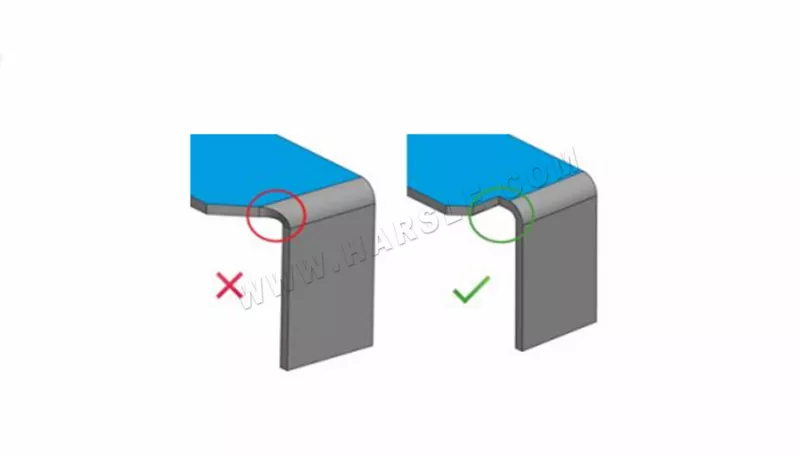
2. Grietas y fracturas
Otro problema común en el plegado con prensa plegadora es la formación de grietas o fracturas en el material. Esto ocurre cuando el material se somete a una tensión excesiva durante el proceso de plegado, lo que provoca un fallo estructural. Las grietas y fracturas son más comunes en materiales frágiles como el acero inoxidable o el aluminio, pero también pueden presentarse en otros materiales.
Solución:
Para prevenir grietas y fracturas, es importante seleccionar las herramientas y los parámetros de plegado adecuados. Los parámetros de plegado, como el tonelaje, la longitud de carrera y la velocidad, deben ajustarse cuidadosamente para evitar sobrecargar el material. Además, elegir el radio de plegado adecuado y asegurar que el material esté correctamente alineado y sujeto también ayuda a prevenir grietas y fracturas.

3. Ángulo de flexión inconsistente
Los ángulos de plegado inconsistentes son un problema común en el plegado con prensa plegadora y pueden resultar en piezas que no cumplan con las especificaciones requeridas. Este problema puede deberse a diversos factores, como variaciones en el espesor del material, desgaste de las herramientas y parámetros de plegado incorrectos.
Solución:
Para lograr ángulos de plegado consistentes, es importante asegurar que el material esté correctamente preparado y alineado antes de comenzar el proceso de plegado. Las herramientas también deben inspeccionarse periódicamente y reemplazarse cuando sea necesario para garantizar su buen estado. Además, los ajustes de la prensa plegadora deben ajustarse cuidadosamente para lograr el ángulo de plegado deseado, y el proceso de plegado debe supervisarse de cerca para garantizar la consistencia de los parámetros durante toda la producción.

4. Flexión desigual
El doblado desigual se produce cuando el material se dobla en diferentes ángulos a lo largo de su longitud. Este problema puede deberse a varios factores, como una sujeción inadecuada, un desgaste desigual de las herramientas y variaciones en el espesor del material.
Solución:
Para lograr un plegado uniforme, es importante asegurar que el material esté correctamente sujeto y alineado antes de comenzar el proceso de plegado. Las herramientas también deben inspeccionarse periódicamente y reemplazarse cuando sea necesario para garantizar su buen estado. Además, ajustar la configuración de la prensa plegadora y usar las herramientas adecuadas puede contribuir a un plegado uniforme.
5. Daños superficiales
El daño superficial es otro problema común en el plegado con prensa plegadora, y puede ocurrir cuando el material se raya, se daña o se daña de alguna otra forma durante el proceso. Este problema puede deberse a varios factores, como una sujeción inadecuada, una presión excesiva en la herramienta y una selección inadecuada de herramientas.
Solución:
Para evitar daños en la superficie, es importante asegurarse de que el material esté adecuadamente preparado y sujeto antes de comenzar el proceso de doblado.

6. Sobreflexión
El sobredoblado se produce cuando el ángulo de la curva supera el ángulo deseado. Esto puede deberse a una configuración incorrecta del utillaje o a una programación incorrecta. El sobredoblado puede resultar en piezas desechadas y un aumento de los costes.
Solución:
Para solucionar problemas de sobrecurvado, el primer paso es verificar la configuración de las herramientas. Asegúrese de que las herramientas superior e inferior estén correctamente alineadas y de que se utilicen las herramientas correctas. Verifique la programación y asegúrese de que los ángulos de plegado sean precisos.

7. Subcurvatura
El doblado insuficiente se produce cuando el ángulo de plegado es menor que el ángulo deseado. Esto puede deberse a una configuración incorrecta del utillaje, una fuerza de doblado insuficiente o una programación incorrecta. El doblado insuficiente puede resultar en piezas que no cumplen las especificaciones requeridas y puede conllevar un tiempo de procesamiento adicional.
Solución:
Para solucionar problemas de subflexión, el primer paso es verificar la configuración de las herramientas. Asegúrese de que las herramientas superior e inferior estén correctamente alineadas y de que se utilicen las herramientas correctas. Verifique la fuerza de plegado y ajústela si es necesario. Verifique la programación y asegúrese de que los ángulos de plegado sean precisos.
Conclusión
Los problemas de plegado en las prensas plegadoras pueden afectar significativamente la eficiencia, la calidad y la productividad general. Comprender sus causas e implementar soluciones específicas ayuda a mantener un rendimiento constante y resultados precisos. El mantenimiento proactivo de su prensa plegadora y la aplicación de las soluciones mencionadas reducirán el tiempo de inactividad, los costos operativos y garantizarán resultados de plegado de metal de alta calidad.











