








Problemy z gięciem na prasie krawędziowej

Problemy z gięciem na prasach krawędziowych mogą znacząco wpłynąć na wydajność procesów obróbki blach, gdzie precyzyjne gięcie w różne kształty jest kluczowe. Mimo że prasy krawędziowe są maszynami o wysokiej wydajności, operatorzy często napotykają problemy, które mogą ograniczać wydajność i zmniejszać dokładność. Zrozumienie tych typowych problemów z gięciem i ich praktycznych rozwiązań zapewnia płynną pracę i niezmiennie wysoką jakość wyników w obróbce metali. W tym wpisie na blogu omówię najczęstsze problemy z gięciem na prasach krawędziowych i przedstawię jasne, praktyczne wskazówki, jak je skutecznie rozwiązać.
Pochylenie się Problemy i rozwiązania
1.Sprężynowanie
Jedno z najczęstszych prasa krawędziowa Problemem z gięciem jest sprężynowanie, które występuje, gdy metal stawia opór przy gięciu i powraca do pierwotnego kształtu po ustąpieniu nacisku. Sprężynowanie jest wynikiem sprężystej natury materiału i może stanowić poważne wyzwanie w uzyskaniu precyzyjnych kątów gięcia. Stopień sprężynowania zależy od kilku czynników, w tym rodzaju materiału, grubości, promienia gięcia i narzędzia.

Rozwiązanie:
Aby zredukować sprężynowanie, można zastosować kilka strategii. Jedną z nich jest nieznaczne zwiększenie kąta gięcia w celu skompensowania efektu sprężynowania. Inną strategią jest zastosowanie mniejszego promienia gięcia, co zmniejsza odkształcenie sprężyste i poprawia dokładność gięcia. Dodatkowo, użycie wysokiej jakości narzędzi i regulacja ustawień prasy krawędziowej również mogą pomóc w zmniejszeniu sprężynowania.

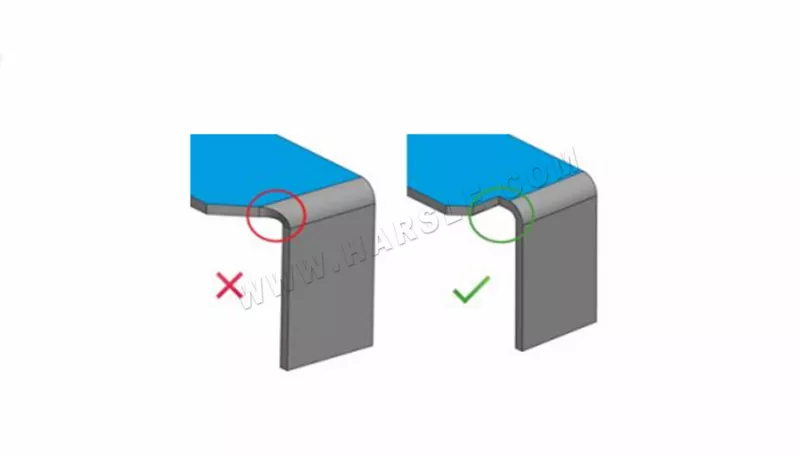
2. Pęknięcia i pęknięcia
Innym częstym problemem podczas gięcia na prasie krawędziowej jest powstawanie pęknięć lub pęknięć w materiale. Dzieje się tak, gdy materiał jest nadmiernie naprężany podczas gięcia, co prowadzi do uszkodzenia konstrukcji. Pęknięcia i pęknięcia najczęściej występują w materiałach kruchych, takich jak stal nierdzewna czy aluminium, ale mogą również występować w innych materiałach.
Rozwiązanie:
Aby zapobiec pęknięciom i złamaniom, ważny jest dobór odpowiednich narzędzi i parametrów procesu gięcia. Parametry gięcia, takie jak tonaż, długość skoku i prędkość, należy starannie dobrać, aby uniknąć nadmiernego naprężenia materiału. Dodatkowo, dobór odpowiedniego promienia gięcia oraz prawidłowe ustawienie i zamocowanie materiału również mogą pomóc w zapobieganiu pęknięciom i złamaniom.

3. Niezgodny kąt gięcia
Nierównomierne kąty gięcia są częstym problemem w gięciu na prasach krawędziowych i mogą prowadzić do produkcji elementów niezgodnych z wymaganymi parametrami. Problem ten może wynikać z kilku czynników, w tym z wahań grubości materiału, zużycia narzędzi i niewłaściwych parametrów gięcia.
Rozwiązanie:
Aby uzyskać powtarzalne kąty gięcia, należy zadbać o odpowiednie przygotowanie i wyrównanie materiału przed rozpoczęciem procesu gięcia. Należy również regularnie sprawdzać i w razie potrzeby wymieniać narzędzia, aby upewnić się, że są w dobrym stanie. Ponadto, ustawienia prasy krawędziowej powinny być starannie wyregulowane, aby uzyskać pożądany kąt gięcia, a proces gięcia powinien być ściśle monitorowany, aby zapewnić spójność parametrów w całym cyklu produkcyjnym.

4. Nierówne zginanie
Nierównomierne gięcie występuje, gdy materiał jest gięty pod różnymi kątami na całej swojej długości. Problem ten może być spowodowany kilkoma czynnikami, w tym niewłaściwym mocowaniem, nierównomiernym zużyciem narzędzi oraz różnicami w grubości materiału.
Rozwiązanie:
Aby uzyskać równomierne gięcie, ważne jest, aby upewnić się, że materiał jest prawidłowo zamocowany i wyrównany przed rozpoczęciem procesu gięcia. Należy również regularnie sprawdzać i w razie potrzeby wymieniać narzędzia, aby upewnić się, że są w dobrym stanie. Dodatkowo, regulacja ustawień prasy krawędziowej i użycie odpowiednich narzędzi może pomóc w uzyskaniu równomiernego gięcia.
5. Uszkodzenia powierzchni
Uszkodzenia powierzchni to kolejny częsty problem w gięciu na prasie krawędziowej, który może wystąpić, gdy materiał zostanie zarysowany, uszkodzony lub w inny sposób uszkodzony podczas procesu gięcia. Problem ten może być spowodowany kilkoma czynnikami, w tym niewłaściwym zaciskiem, nadmiernym naciskiem narzędzia i niewłaściwym doborem narzędzi.
Rozwiązanie:
Aby zapobiec uszkodzeniom powierzchni, należy zadbać o odpowiednie przygotowanie i zamocowanie materiału przed rozpoczęciem procesu gięcia.

6. Nadmierne zginanie
Nadmierne wygięcie występuje, gdy kąt gięcia przekracza kąt wymagany. Może to być spowodowane nieprawidłowym ustawieniem narzędzi lub błędnym programowaniem. Nadmierne wygięcie może skutkować brakiem części i wzrostem kosztów.
Rozwiązanie:
Aby rozwiązać problem nadmiernego gięcia, pierwszym krokiem jest weryfikacja konfiguracji narzędzi. Upewnij się, że górne i dolne narzędzia są prawidłowo ustawione i że używane są właściwe narzędzia. Sprawdź programowanie i upewnij się, że kąty gięcia są prawidłowe.

7. Podgięcie
Niedoginanie występuje, gdy kąt gięcia jest mniejszy od kąta pożądanego. Może to być spowodowane nieprawidłowym ustawieniem narzędzi, niewystarczającą siłą gięcia lub błędnym programowaniem. Niedoginanie może skutkować uzyskaniem części niezgodnych z wymaganymi specyfikacjami, co wydłuża czas obróbki.
Rozwiązanie:
Aby rozwiązać problem z niedogięciem, pierwszym krokiem jest weryfikacja ustawień oprzyrządowania. Upewnij się, że górne i dolne narzędzia są prawidłowo ustawione i że używane są właściwe oprzyrządowanie. Sprawdź siłę gięcia i w razie potrzeby ją wyreguluj. Sprawdź programowanie i upewnij się, że kąty gięcia są prawidłowe.
Wniosek
Problemy z gięciem na prasie krawędziowej mogą znacząco wpłynąć na wydajność, jakość i ogólną produktywność. Zrozumienie przyczyn problemów i wdrożenie ukierunkowanych rozwiązań pomaga utrzymać stałą wydajność i precyzyjne rezultaty. Proaktywna konserwacja prasy krawędziowej i stosowanie się do powyższych rozwiązań skróci przestoje, obniży koszty operacyjne i zapewni wysoką jakość gięcia metali.











