








Les 4 piliers des limites de tonnage des presses plieuses
En tant que professionnel de l'industrie métallurgique, j'ai compris l'importance des 4 piliers de tonnage de la presse plieuse limites. Ces piliers sont essentiels pour garantir des opérations de pliage sûres et efficaces tout en optimisant les capacités de votre presse plieuse. Dans cet article, je vous présente quatre facteurs clés qui influencent les limites de tonnage, notamment le type de matériau, l'épaisseur, le rayon de pliage et la conception de l'outil. En maîtrisant ces concepts, vous pouvez améliorer vos processus de pliage, réduire les pertes de matière et obtenir des résultats optimaux pour vos projets de fabrication. Explorons ces piliers ensemble !
Suivez ces quatre étapes et ne vous occupez plus jamais d'une presse plieuse endommagée
Q : J’ai lu de nombreuses discussions sur les tonnages de formage, mais cela ne me semble toujours pas clair. J’ai entendu parler de nombreuses variables : charge de l’outil, tonnage par pied, tonnage par pouce, limites de l’axe, et même tonnage de « rétrécissement ». Laquelle est la plus appropriée ? Dois-je utiliser plusieurs de ces valeurs ?
R : Comme pour de nombreux aspects du métier de la tôle, les termes et leur application peuvent prêter à confusion, et pire encore, ne pas comprendre comment le tonnage est calculé et appliqué peut avoir des conséquences désastreuses. J'ai écrit, comme beaucoup d'autres, des articles sur le tonnage et ses nombreux aspects. Mais je n'en ai pas trouvé un qui les regroupe tous et qui aurait répondu à votre question. Voici donc toutes ces variables, par ordre de progression, regroupées au même endroit.
Notez toutefois que certaines formules mentionnées ici nécessitent des connaissances spécifiques aux matériaux utilisés dans la fabrication de la presse plieuse et de l'outillage. Il ne faut donc pas considérer les valeurs calculées comme des valeurs absolues, mais plutôt comme des lignes directrices raisonnables. Pour vous assurer d'utiliser votre équipement en toute sécurité et dans les limites de tonnage, consultez le fabricant de votre presse plieuse et de son outillage.
1. Calculer les limites de tonnage de la presse plieuse requises par le travail
J'aime appeler cela « Que faut-il pour réaliser ce que je prévois ? » Les calculs de tonnage pour le formage d'une presse plieuse sont relativement simples. L'astuce consiste à savoir où, quand et comment les appliquer. Commençons par le calcul du tonnage, qui se base sur le point où la limite d'élasticité du matériau est atteinte et où le pliage commence. La formule est basée sur l'acier laminé à froid AISI 1035 avec une résistance à la traction de 60 000 PSI. C'est notre matériau de référence. La formule de base est la suivante :
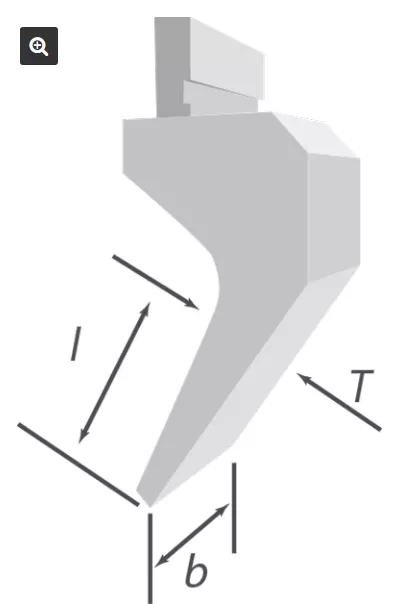
Pour calculer les limites de charge des outils pour l'outillage américain rectifié à plat, sans informations sur la valeur nominale des outils provenant de l'usine, vous devez connaître la distance entre le nez de l'outil et le point tangent entre le col et le rayon intérieur (l), la largeur du col à ce même point (T) et la longueur de l'outil (b).
onnage pour cintrage à l'air AISI 1035 =
{[575 × (Épaisseur du matériau2)] /
Largeur d'ouverture de la matrice /12} x Longueur du pli
La valeur 575 est une constante ; la largeur de l'ouverture de la matrice, l'épaisseur du matériau et la longueur du pli sont exprimées en pouces. En suivant l'ordre mathématique des opérations, il faut d'abord élever l'épaisseur du matériau au carré, puis la multiplier par 575. Diviser ensuite cette valeur par la largeur de la matrice en pouces, puis diviser à nouveau par 12 (pouces). Vous connaissez maintenant le tonnage par pouce nécessaire au formage de la pièce. Ensuite, multiplier par la longueur du pli, c'est-à-dire le nombre de pouces d'interface entre l'outillage et le matériau.
Nous supposons que vous cintrez à l'air le matériau de référence, l'acier laminé à froid AISI 1035, résistant à la traction à 60 000 PSI. Pour les autres types de matériaux, vous devez inclure un facteur de matériau dans la formule. Pour déterminer ce facteur, divisez la valeur de traction du matériau par 60 000 PSI, la résistance à la traction du matériau de référence. Si l'acier inoxydable 304 à cintrer a une résistance à la traction de 84 000 PSI, divisez-la par 60 000 pour obtenir un facteur de matériau de 1,4. Voici d'autres facteurs de matériau courants :
●Aluminium T-6 : 1,0 – 1,2
●AISI 1053 : 1,0
●Aluminium série H : 0,5
●Laminé à chaud, décapé et huilé : 1,0
Ceci n'est qu'une courte liste. Pour obtenir le facteur matériau, comparez la résistance à la traction du matériau à former à la résistance à la traction de 60 000 du matériau de base. Si la résistance à la traction du nouveau matériau est de 120 000, le facteur matériau est de 2.
La surface de l'outil, c'est-à-dire l'endroit où le poinçon et la matrice entrent en contact, est calculée en mesurant la largeur de l'épaulement et en la multipliant par 2. Multipliez ensuite ce nombre par 12.
Tout ceci suppose que vous effectuez un pliage en l'air. Notez qu'en pliage en l'air, les tonnages peuvent être réduits ou augmentés en rétrécissant ou en élargissant la largeur d'ouverture de la matrice. N'oubliez pas non plus qu'en pliage en l'air, la largeur d'ouverture de la matrice affecte directement le rayon de pliage intérieur. Vous devez donc calculer la déduction de pliage en fonction du rayon intérieur flottant créé dans la largeur de matrice finalement sélectionnée.
Cependant, si vous utilisez une autre méthode de formage pour le pliage, le tonnage requis sera différent et vous devrez inclure un facteur de méthode dans la formule. Pour le pliage par le bas, vous aurez peut-être besoin de cinq fois plus de tonnage, et pour le matriçage, il peut être dix fois plus élevé, voire plus. (Remarque : le pliage par le bas correspond au formage à une profondeur inférieure de 20 % à l’épaisseur du matériau, tandis que le matriçage correspond au formage à une épaisseur inférieure à celle du matériau.)
Une autre variable rarement abordée est le facteur de l'outillage à pliage multiple lors de l'utilisation d'outils spéciaux réalisant plusieurs pliages simultanément, tels que les outils décalés, les outils à chapeau et les opérations de sertissage. Par exemple, l'utilisation d'outils décalés ou d'outils à chapeau peut quintupler le tonnage nécessaire ; un outil à sertir peut quadrupler le tonnage nécessaire ; et si vous utilisez un outil décalé pour des matériaux épais, le tonnage requis peut être multiplié par 10.
En résumé, voici la formule complète permettant de calculer le tonnage de formage requis pour un projet, en tenant compte du matériau, de la méthode de formage, de la longueur du pli et des facteurs liés à l'outillage à pliage multiple. L'épaisseur du matériau, la largeur de l'ouverture de la matrice et la longueur du pli sont toutes exprimées en pouces.
Tonnage de formage = {[575 x (Épaisseur du matériau au carré)] /Largeur d'ouverture de la matrice/12} × Longueur du pli × Facteur de matériau × Facteur de méthode × Facteur d'outillage à plis multiples
Facteur matériel = Résistance à la traction du matériau en PSI/60 000
Facteur de méthode = 5,0+ pour la flexion inférieure ;
10,0+ pour le frappe; 1,0 pour le pliage à l'air
Facteur d'outillage à pliage multiple = 5,0 pour le pliage décalé ;
10 pour le pliage décalé dans des matériaux épais ;
5.0 pour le pliage avec un outil à chapeau ;
4.0 pour le pliage avec un outil d'ourlage ;
1.0 pour l'outillage conventionnel
Le pliage à l'air de l'acier AISI 1035 à 60 000 PSI avec un outillage conventionnel donne une valeur de 1,0 pour tous les facteurs (facteur matériau, facteur méthode et facteur d'outillage à pliage multiple), ce qui n'affecte pas vos exigences de tonnage. En revanche, si vous pliez un autre matériau avec une résistance à la traction différente, en utilisant une méthode de pliage différente, voire un outillage spécial, vos exigences de tonnage seront radicalement différentes.
2. Identifiez les limites de charge de votre outillage
Si vous avez de la chance, vous utilisez un outillage de presse plieuse rectifié avec précision, homologué en usine. Le tonnage nominal de cet outil est indiqué sur l'outil ou dans le catalogue.
Si vous utilisez un outillage de type raboté américain, cette information ne vous est pas fournie. Elle ne l'a jamais été et ne le sera probablement jamais. Pour prédire la résistance maximale de l'outil ou sa résistance à la pression, vos calculs seront assez complexes. Les formules utilisent le type de matériau de l'outil, les traitements thermiques et la dureté, ainsi qu'un coefficient de limite d'élasticité. Là encore, ces éléments sont assez complexes. Nous les éviterons donc ici et verrons comment obtenir une estimation rapide de la capacité d'un poinçon à supporter une charge.
Pour effectuer ces calculs, vous devez connaître la distance entre le nez de l'outil et le point de tangente entre le col et le rayon intérieur (l), la largeur du col à ce même point (T) et la longueur de l'outil (b), comme illustré à la figure 1. Notez que les valeurs l, T et b sont en millimètres. Vous devrez également intégrer un coefficient de sécurité (δ) de 19,98. (Si vous êtes curieux, vous obtenez ce coefficient en multipliant 60 kg/mm² par 33 %). Z et P1 dans les formules ci-dessous sont des facteurs de calcul utilisés pour atteindre la limite de charge d'un outil.
P = Résistance du poinçon à la pression, en tonnes par mètre carré
l = Distance entre le nez de l'outil et le point tangent
entre le col et le rayon intérieur de l'outil, en millimètres
T = Largeur du col de l'outil au point tangent, en millimètres
δ = 19,98
b = Longueur de l'outil en millimètres
Formules :
Z = (b × T2)/6
P1 = (δ × Z) / l
P = √ (2 × P1)
Tonnes par pouce = P/39,37
Tonnes par pied = Tonnes par pouce × 12
Si vous travaillez au centre de la presse plieuse, vous constaterez une déflexion du banc et du vérin. La limite de conception moyenne pour la déflexion du banc et du vérin est de 0,0015 po par pied entre les bâtis latéraux.
Si l est 38,1 mm, T est 15,87 mm et b est 1 000 mm, vous exécuterez les calculs comme suit :
Z = (b × T2)/6
Z = (1 000 × 15,872)/6 = 41 976
P11 = (δ × Z) / l
P1 = 19,98 × 41 976 / 38,1 = 22 012
P = √ (2 × P1)
P = √(2 × 22 012) = 209 tonnes par mètre
Tonnes par pouce = P/39,37
Tonnes par pouce = 209/39,37 = 5,308
Tonnes par pied = Tonnes par pouce × 12
Tonnes par pied = 5,308 × 12 = 63,696 tonnes par pied
La charge totale admissible sur l'outil décrit dans cet exemple est de 63,696 tonnes par pied. Notez que ce calcul est basé sur la valeur minimale, la sécurité étant la principale préoccupation. Quoi qu'il en soit, sachez qu'il ne s'agit que d'une estimation du tonnage.
Notez également que les outils rabotés américains sont relativement tendres, entre 30 et 40 Rockwell C, tandis que les nouveaux outils rectifiés de précision ont une dureté d'environ 70 HRC. Si vous dépassez la limite de charge d'un outil raboté, il se pliera, cognera et une pièce tombera au sol ; surchargez un outil rectifié de précision et il projettera des éclats.
3. Calculer la limite de tonnage de naufrage
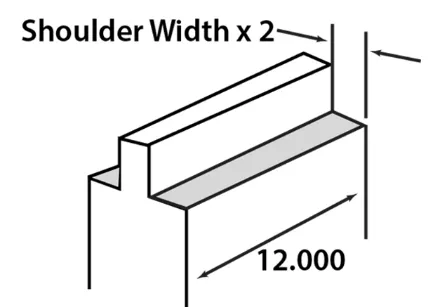
La limite de tonnage d'enfoncement correspond à la quantité nécessaire pour insérer physiquement l'outillage dans le banc ou le coulisseau de la presse plieuse. Elle prend en compte le flux de puissance traversant l'outil et le tonnage maximal par pied ou pouce de charge. Pour commencer, nous devons connaître la surface d'appui de l'outillage (poinçon et matrice). Il s'agit de la surface de contact, comme illustré à la figure 2.
Pour calculer la surface, mesurez la largeur d'épaulement du poinçon et de la matrice. Chaque outil ayant deux épaulements, doublez la mesure de l'épaulement. Enfin, pour obtenir la surface totale en pouces carrés, multipliez ce résultat par 12. Pour obtenir le tonnage total, multipliez ce résultat par 15, ce qui représente le nombre de tonnes par pied carré que le matériau du vérin peut supporter avant déformation. Multipliez ensuite ce résultat par un facteur de sécurité de 0,80, ce qui réduit votre limite de tonnage de 20 %. En résumé :
Superficie du terrain = (Largeur des accotements × 2) × 12
Tonnes totales = Superficie du terrain × 15
Limite de tonnage de naufrage = Tonnes totales × 0,80
Pour illustrer, si vos outils ont une largeur d’épaulement de 0,350 po :
Superficie du terrain = (0,350 × 2) × 12
Superficie du terrain = 8,4 po² d'interface
Tonnes totales = 8,4 × 15 = 126
Limite de tonnage de naufrage = 126 × 0,80 facteur de sécurité
Limite de tonnage de naufrage = 100,8 tonnes par pied.
Le tonnage est-il trop élevé ? Envisagez des épaulements plus larges ! Une surface d'appui plus importante sur vos outils permettra de supporter une pression plus importante.
4. Calculez la limite de charge de l'axe central de la presse plieuse
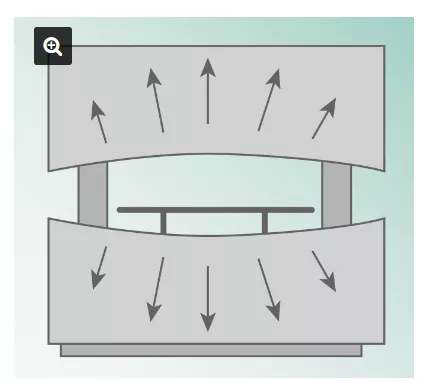
Toutes les presses plieuses sont conçues pour une charge axiale, c'est-à-dire pour travailler au centre de la presse. Cela ne signifie pas qu'il est impossible de travailler en position décentrée. Certaines machines peuvent travailler en position décentrée, d'autres non. Cependant, si vous travaillez au centre de la presse, vous constaterez une déflexion, ou flexion du banc et du coulisseau, comme illustré à la figure 3. (Si vous pouvez travailler en position décentrée, notamment sous le flux de puissance, où il n'y a pas de déflexion du coulisseau, l'encastrement des outils peut devenir problématique ; voir n° 3.)
Tous presses plieuses La déformation sous charge normale dépend de l'épaisseur et de la hauteur du vérin et du banc de la presse plieuse. La déformation normale correspond à la valeur à laquelle le vérin et le banc peuvent être soumis tout en reprenant leur forme initiale après le retrait de la charge.
La limite de conception moyenne pour la déflexion du banc et du coulisseau entre les montants latéraux est de 0,0015 po par pied. Ainsi, une presse plieuse avec 10 pi entre les montants latéraux a une limite de déflexion admissible du banc et du coulisseau de 0,015 po (10 pi × 0,0015 po par pied = 0,015 po) au centre. Notez que cette déflexion de 0,0015 po correspond à l'élévation maximale au centre avec le dispositif de bombage ou de compensation moyen.
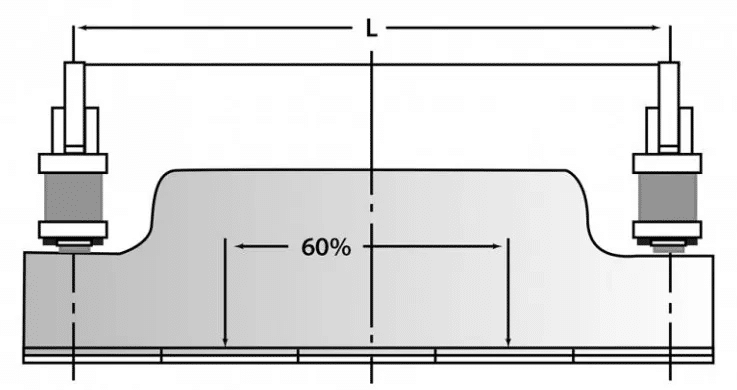
La plupart des presses plieuses sont conçues pour avoir une déflexion maximale autorisée dans le vérin et le banc lorsqu'une charge de tonnage complet est appliquée sur 60 pour cent de la distance entre les cadres latéraux.
Cependant, lorsque la charge déforme le vérin et le banc au-delà de la limite de conception, ces derniers prennent une nouvelle forme et ne reviennent jamais à leur état initial. On parle alors de retournement du vérin : le vérin de la presse plieuse est alors fléchi en permanence dans le plan vertical, laissant une distance plus importante entre le vérin et le banc au centre de la machine qu'à ses extrémités.
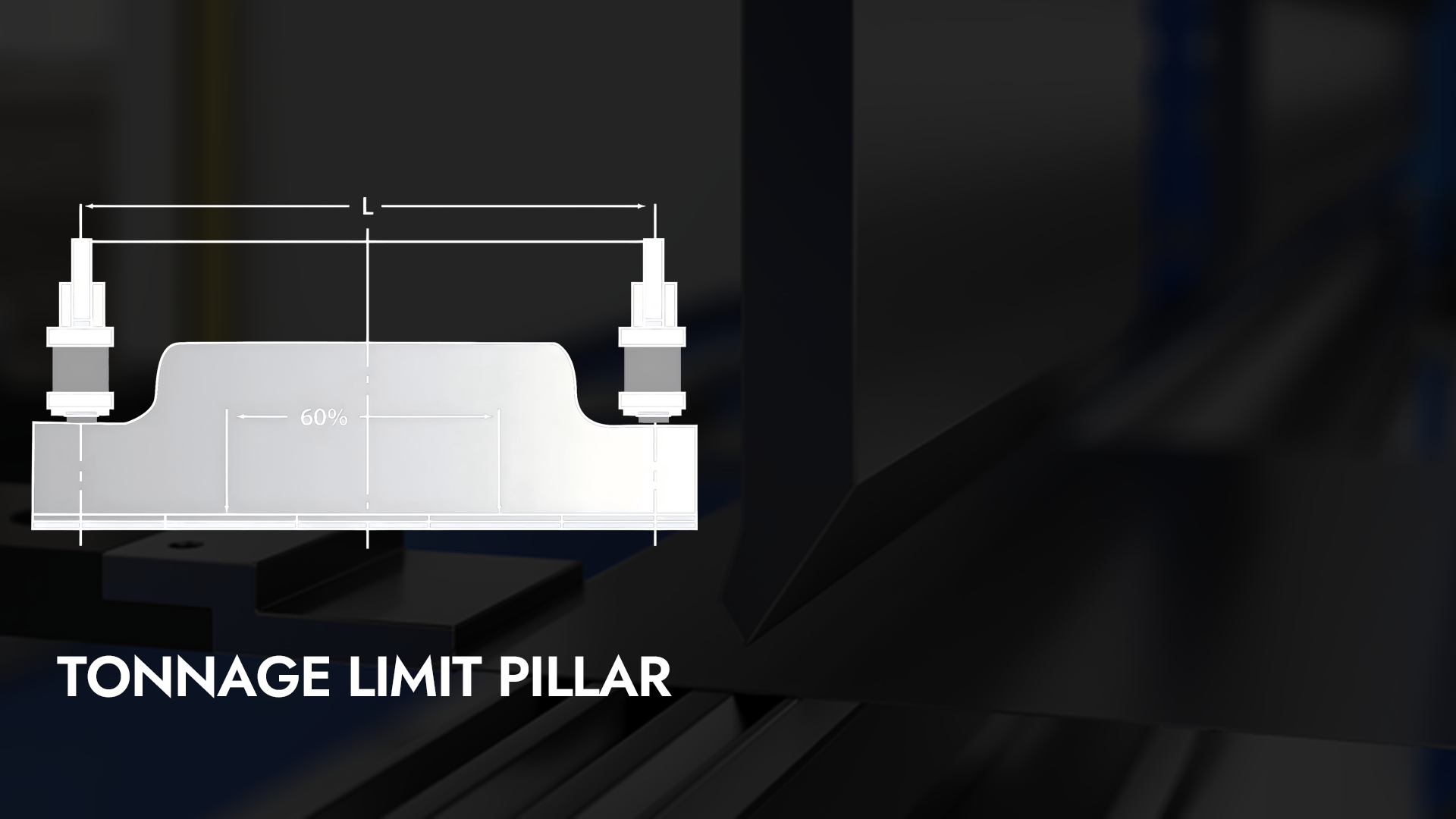
À l'exception des très petites machines, les presses plieuses sont conçues pour avoir une déflexion maximale admissible du banc et du coulisseau lorsqu'une charge de tonnage complet est appliquée sur 60 % de la distance entre les bâtis latéraux (voir figure 4). Il s'ensuit qu'une presse plieuse de 100 tonnes avec 3 mètres entre les bâtis latéraux fléchira jusqu'à la limite de conception lorsque les 100 tonnes sont appliquées sur 1,8 mètre, réparties au niveau de l'axe du coulisseau et du banc, sans endommager la presse. En revanche, si ces mêmes 100 tonnes étaient réparties sur une surface inférieure à 1,8 mètre (72 pouces), la machine dépasserait ses limites de déflexion prévues et endommagerait définitivement son banc et son coulisseau.
En suivant notre exemple de presse plieuse de 10 pieds et 100 tonnes, divisez 100 tonnes par 72 pouces (soit 60 % de la longueur du banc) et vous obtiendrez le tonnage maximal par pouce que vous pouvez atteindre sans dépasser la limite de charge axiale. En résumé :
Limite de charge de l'axe central = tonnage nominal de la machine /
(Distance entre les cadres latéraux en pouces × 0,60)
Limite de charge de l'axe central = 100/(120 × 0,60) =
1,3888 tonne par pouce, soit 16,66 tonnes par pied
Ne dépassez jamais la limite de charge axiale. Pour être absolument certain de ne pas dépasser la limite de déflexion, contactez le fabricant de votre presse plieuse et demandez-lui quelle est la limite de charge axiale pour la marque et le modèle de votre machine.
Conclusion
Suivez ces quatre étapes dans l'ordre et assurez-vous de ne dépasser aucune de ces limites. Bien sûr, d'autres facteurs de tonnage sont à prendre en compte : le chargement décentré, l'équilibrage de la charge et l'utilisation d'outillages en uréthane, pour n'en citer que quelques-uns. Mais si vous suivez et appliquez ces quatre étapes, vous maintiendrez vos charges dans les limites prescrites et vous ne devriez jamais avoir à gérer une presse plieuse endommagée ou, pire encore, des éclats d'obus provenant d'un outil qui explose.
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)






