








Os 4 pilares dos limites de tonelagem da prensa dobradeira
Como profissional da indústria metalúrgica, compreendi a importância dos 4 pilares da tonelagem de prensa dobradeira limites. Esses pilares são essenciais para garantir operações de dobra seguras e eficientes, maximizando a capacidade da sua prensa dobradeira. Neste artigo, compartilharei insights sobre esses quatro fatores críticos que influenciam os limites de tonelagem, incluindo tipo de material, espessura, raio de curvatura e projeto da matriz. Ao compreender esses conceitos, você pode aprimorar seus processos de dobra, reduzir o desperdício de material e alcançar resultados ideais em seus projetos de fabricação. Vamos explorar esses pilares juntos!
Siga estes quatro passos e nunca mais lide com uma prensa dobradeira danificada
P: Li muitas discussões sobre a formação de tonelagens, mas ainda não faz sentido para mim. Ouvi falar de inúmeras variáveis — carga da ferramenta, tonelagem por pé, tonelagem por polegada, limites da linha central e até mesmo tonelagem de "afundamento". Qual é a correta para eu usar? Devo usar mais de um desses valores?
R: Como em muitos aspectos do comércio de chapas metálicas, os termos podem ser confusos, assim como sua aplicação, e o pior de tudo: não entender como a tonelagem é calculada e aplicada pode levar a consequências desastrosas. Eu e muitos outros escrevemos artigos discutindo a tonelagem e seus diversos aspectos. Mas não encontrei nenhum que reunisse todos esses aspectos, o que, em última análise, responderia à sua pergunta. Então, aqui estão todas essas variáveis, em ordem de progressão, todas em um só lugar.
Observe, no entanto, que algumas fórmulas mencionadas aqui exigem conhecimento específico dos materiais utilizados na fabricação da prensa dobradeira e do ferramental — portanto, você não deve considerar os valores calculados como valores absolutos. Em vez disso, use-os como diretrizes razoáveis. Para garantir que você esteja operando seu equipamento com segurança, dentro dos limites de tonelagem, consulte o fabricante da sua prensa dobradeira e do ferramental.
1. Calcule os limites de tonelagem da prensa dobradeira que o trabalho exige
Gosto de chamar isso de "O que será necessário para fazer o que estou planejando?". Cálculos de tonelagem para conformação de prensa dobradeira são relativamente fáceis. O segredo é saber onde, quando e como aplicá-los. Vamos começar com o cálculo de tonelagem, que se baseia no ponto em que o escoamento é rompido no material e a dobragem propriamente dita se inicia. A fórmula é baseada em aço laminado a frio AISI 1035 com resistência à tração de 60.000 PSI. Esse é o nosso material base. A fórmula básica é a seguinte:
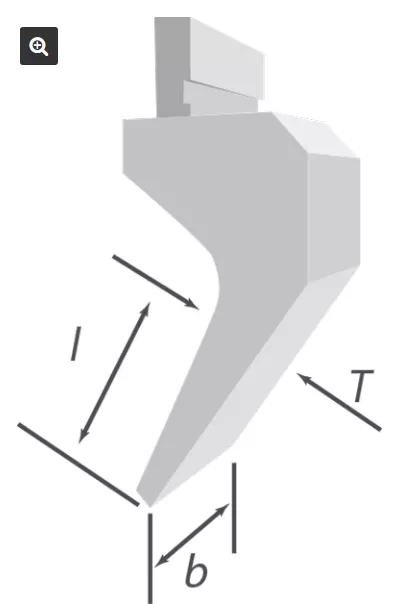
Para calcular os limites de carga da ferramenta para ferramentas americanas planas e retificadas, sem informações de classificação de ferramentas de fábrica, você precisa saber a distância da ponta da ferramenta até o ponto tangente entre o pescoço e o raio interno (l), a largura do pescoço no mesmo ponto (T) e o comprimento da ferramenta (b).
estrutura para dobra de ar AISI 1035 =
{[575 × (Espessura do material2)] /
Largura de abertura da matriz /12} x Comprimento da curva
O valor de 575 é uma constante; a largura da abertura da matriz, a espessura do material e o comprimento da dobra estão em polegadas. Seguindo a ordem matemática das operações, primeiro eleve o valor da espessura do material ao quadrado e, em seguida, multiplique esse valor por 575. Em seguida, divida esse valor pela largura da matriz em polegadas e, em seguida, divida novamente por 12 (polegadas). Agora você sabe a tonelagem por polegada necessária para formar a peça. Em seguida, multiplique pelo comprimento da dobra — ou seja, o número de polegadas de interface entre a ferramenta e o material.
Isso pressupõe que você esteja dobrando o material base, aço laminado a frio AISI 1035, com resistência à tração de 60.000 PSI. Para outros tipos de material, você precisa incluir um fator de material na fórmula. Para determinar o fator de material, divida o valor de resistência à tração do material por 60.000 PSI, a resistência à tração do material base. Se o aço inoxidável 304 que você está dobrando tiver uma resistência à tração de 84.000 PSI, divida esse valor por 60.000 para obter um fator de material de 1,4. Alguns outros fatores de material comuns são:
●T-6 Alumínio: 1,0 – 1,2
●AISI 1053: 1.0
●Alumínio série H: 0,5
● Laminado a quente, em conserva e oleado: 1,0
Esta é apenas uma pequena lista. Novamente, para obter o fator material, compare o valor de tração do material que você deseja moldar com o valor de tração de 60.000 do material de base. Se o valor de tração do novo material for 120.000, então o fator material é 2.
A área de contato da ferramenta — ou seja, onde o punção e a matriz fazem contato — é calculada medindo a largura do ombro e multiplicando-a por 2. Depois, multiplique esse número por 12.
Tudo isso pressupõe que você esteja dobrando com ar. Observe que, na dobra com ar, as tonelagens podem ser reduzidas ou aumentadas estreitando ou alargando a largura da abertura da matriz. Lembre-se também de que, na dobra com ar, a largura da abertura da matriz afeta diretamente o raio de curvatura interno. Isso significa que você precisa calcular a dedução da dobra com base no raio interno flutuante criado na largura da matriz que você selecionar.
No entanto, se você estiver dobrando com outro método de conformação, a tonelagem necessária mudará e você precisará incluir um fator de método na fórmula. Se estiver dobrando pela base, poderá precisar de cinco vezes mais tonelagem, e para cunhagem, pode ser 10 vezes ou até mais. (Observação: a dobra pela base é a conformação a uma profundidade de até 20% da espessura do material, enquanto a cunhagem ocorre quando a conformação é realizada a uma espessura menor que a do material.)
Outra variável pouco discutida é o fator de ferramental de dobra múltipla ao usar ferramentas especiais que formam múltiplas dobras simultaneamente, como ferramentas de offset, ferramentas de chapéu e operações de bainha. Por exemplo, usar ferramentas de dobra offset ou ferramentas de chapéu pode quintuplicar a quantidade de tonelagem necessária; uma ferramenta de bainha pode quadruplicar a tonelagem necessária; e se você estiver usando uma ferramenta de offset em material espesso, os requisitos de tonelagem podem aumentar em um fator de 10.
Para resumir e revisar, aqui está a fórmula completa para calcular a tonelagem de conformação necessária para um trabalho, incorporando fatores como material, método de conformação, comprimento da dobra e ferramentas de dobra múltipla. A espessura do material, a largura da abertura da matriz e o comprimento da dobra estão todos em polegadas.
Tonelagem de formação = {[575 x (Espessura do material ao quadrado)] /Largura de abertura da matriz/12} × Comprimento da dobra × Fator do material × Fator do método × Fator de ferramentas de dobra múltipla
Fator material = Resistência à tração do material em PSI/60.000
Fator de método = 5,0+ para flexão inferior;
10,0+ para cunhagem; 1,0 para dobra de ar
Fator de ferramenta de dobra múltipla = 5,0 para flexão deslocada;
10 para dobra deslocada em material espesso;
5.0 para dobrar com ferramenta de chapéu;
4.0 para dobrar com uma ferramenta de bainha;
1.0 para ferramentas convencionais
A dobra a ar de aço AISI 1035 de 60.000 PSI usando ferramentas convencionais resultaria em um valor de 1,0 para todos os fatores (fator de material, fator de método e fator de ferramental de dobra múltipla), portanto, eles não afetarão seus requisitos de tonelagem. Mas se você estiver dobrando outro material com um valor de tração diferente, usando um método de dobra diferente e talvez até mesmo ferramentas especiais, seus requisitos de tonelagem serão drasticamente diferentes.
2. Identifique os limites de carga da sua ferramenta
Se tiver sorte, você estará usando ferramentas de dobradeira retificadas com precisão, que vêm com a classificação de fábrica. Impresso na ferramenta ou no catálogo, você encontrará a tonelagem nominal para aquela ferramenta específica.
Se você utiliza ferramentas americanas aplainadas, essas informações não são fornecidas. Nunca foram e provavelmente nunca serão. Para prever a resistência máxima da ferramenta ou a resistência à pressão, seus cálculos serão bastante aprofundados. As fórmulas usam o tipo de material da ferramenta, os tratamentos térmicos e a dureza, bem como um coeficiente de limite de escoamento — novamente, tudo bastante complexo, então evitaremos isso aqui e, em vez disso, abordaremos como você pode obter uma estimativa rápida da capacidade de um punção de suportar carga.
Para realizar esses cálculos, você precisa saber a distância da ponta da ferramenta até o ponto tangente entre o pescoço e o raio interno (l), a largura do pescoço nesse mesmo ponto (T) e o comprimento da ferramenta (b), conforme mostrado na Figura 1. Observe que os valores de l, T e b estão em milímetros. Você também precisará incorporar um coeficiente de segurança (δ) de 19,98. (Se tiver curiosidade, você obtém esse coeficiente multiplicando 60 kg/mm² por 33%.) Z e P¹ nas fórmulas abaixo são fatores de cálculo usados para atingir o limite de carga de uma ferramenta.
P = Resistência do punção à pressão, em toneladas por metro quadrado
l = Distância da ponta da ferramenta ao ponto tangente
entre o pescoço e o raio interno da ferramenta, em milímetros
T = Largura do pescoço da ferramenta no ponto tangente, em milímetros
δ = 19,98
b = Comprimento da ferramenta em milímetros
Fórmulas:
Z = (b × T2)/6
P1 = (δ × Z) / l
P = √ (2 × P1)
Toneladas por polegada = P/39,37
Toneladas por pé = Toneladas por polegada × 12
Supondo que você esteja trabalhando no centro da prensa dobradeira, você encontrará deflexão, ou seja, a flexão da base e do aríete. O limite médio de projeto para deflexão da base e do aríete é de 0,0015 pol. por pé entre as estruturas laterais.
Se l for 38,1 mm, T for 15,87 mm e b for 1.000 mm, você executaria os cálculos da seguinte maneira:
Z = (b × T2)/6
Z = (1.000 × 15,872)/6 = 41.976
P11 = (δ × Z) / l
P1 = 19,98 × 41.976 / 38,1 = 22.012
P = √ (2 × P1)
P = √(2 × 22.012) = 209 toneladas por metro
Toneladas por polegada = P/39,37
Toneladas por polegada = 209/39,37 = 5,308
Toneladas por pé = Toneladas por polegada × 12
Toneladas por pé = 5,308 × 12 = 63,696 toneladas por pé
A carga total segura na ferramenta descrita neste exemplo é de 63,696 toneladas por pé. Observe que este cálculo se baseia no limite inferior, sendo a segurança a maior preocupação. De qualquer forma, saiba que esta é apenas uma estimativa da carga em tonelagem.
Observe também que as ferramentas americanas de estilo aplainado são relativamente macias, entre 30 e 40 Rockwell C, e as novas ferramentas de precisão têm cerca de 70 HRC. Se você exceder o limite de carga de uma ferramenta aplainada, ela entortará, fará barulho e um pedaço cairá no chão; sobrecarregue uma ferramenta de precisão e ela lançará estilhaços.
3. Calcule o limite de tonelagem de afundamento
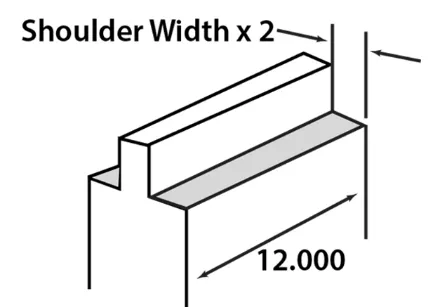
O limite de tonelagem de afundamento refere-se ao que é necessário para embutir fisicamente a ferramenta na base ou no cilindro da prensa dobradeira. Isso considera o "fluxo de potência" através da ferramenta e a tonelagem máxima por pé ou polegada de carga. Para começar, precisamos saber o número de polegadas quadradas que estão interligando a ferramenta (tanto o punção quanto a matriz). Essa é a área de contato, conforme mostrado na Figura 2.
Para calcular a área de apoio, meça a largura do ombro tanto no punção quanto na matriz. Como cada ferramenta tem dois ombros, você dobra a medida do ombro. Por fim, para obter a área total em polegadas quadradas, multiplique esse resultado por 12. Para a tonelagem total, multiplique esse resultado por 15, um número que representa as toneladas por pé quadrado que o material do carneiro pode suportar antes do início da deformação. Em seguida, multiplique esse resultado por um fator de segurança de 0,80, reduzindo seu limite de tonelagem em 20%. Resumindo:
Área do terreno = (largura do ombro × 2) × 12
Toneladas totais = Área de terra × 15
Limite de tonelagem de afundamento = Toneladas totais × 0,80
Para ilustrar, se suas ferramentas têm uma largura de ombro de 0,350 pol.:
Área do terreno = (0,350 × 2) × 12
Área do terreno = 8,4 pol² de interface
Toneladas totais = 8,4 × 15 = 126
Limite de tonelagem de afundamento = 126 × 0,80 fator de segurança
Limite de tonelagem de afundamento = 100,8 toneladas por pé.
A tonelagem está muito alta? Considere usar ombros maiores! Uma área maior nas suas ferramentas pode suportar maior pressão.
4. Calcule o limite de carga da linha central da prensa dobradeira
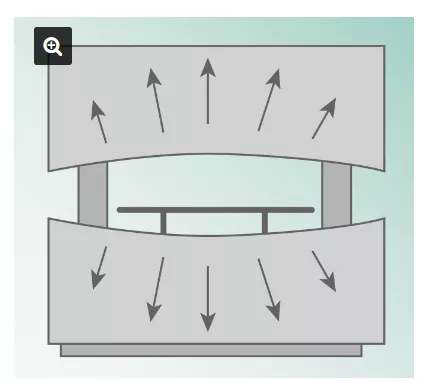
Todas as prensas dobradeiras são projetadas para carregamento central, ou seja, para trabalhar no centro da prensa. Isso não significa que você não possa trabalhar descentralizado. Algumas máquinas podem trabalhar descentralizadas e outras não. Mas, supondo que você esteja trabalhando no centro da prensa dobradeira, você encontrará deflexão, ou seja, a flexão da base e do carneiro, como mostrado na Figura 3. (Se você puder trabalhar descentralizado, especialmente sob o fluxo de potência, onde não há deflexão no carneiro, o encaixe das ferramentas pode se tornar um problema; veja o nº 3.)
Todos freios de prensa deflexão sob carga normal, e essa deflexão é baseada na espessura e altura do carneiro e da base da prensa dobradeira. A deflexão normal é a quantidade à qual o carneiro e a base podem ser submetidos e ainda retornar à sua forma original após a remoção da carga.
O limite médio de projeto para a deflexão da base e do aríete entre as estruturas laterais é de 0,0015 pol. por pé. Portanto, uma prensa dobradeira com 10 pés entre as estruturas laterais tem um limite de deflexão admissível da base e do aríete de 0,015 pol. (10 pés × 0,0015 pol. por pé = 0,015 pol.) no centro. Observe que essa deflexão de 0,0015 pol. é a elevação máxima no centro usando o dispositivo de compensação ou coroamento médio.
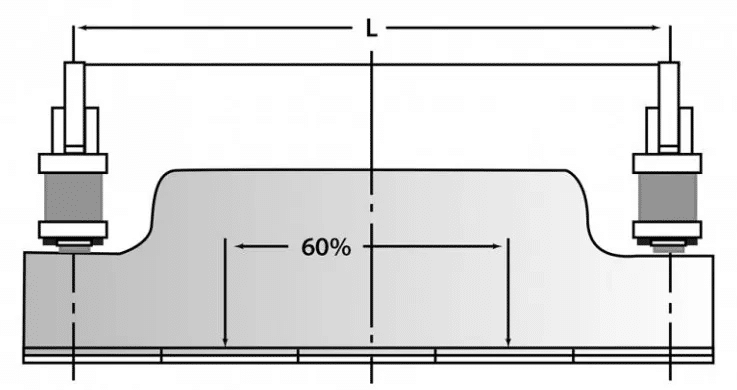
A maioria das prensas dobradeiras é projetada para ter uma deflexão máxima permitida no cilindro e na caçamba quando uma carga de tonelagem total é aplicada em 60% da distância entre as estruturas laterais.
No entanto, quando a carga desvia o carneiro e a base além do limite de projeto, ambos assumem uma nova forma e nunca mais retornam à sua condição original. Isso é chamado de tombamento do carneiro, em que o carneiro da prensa dobradeira é permanentemente desviado no plano vertical, deixando a distância entre o carneiro e a base maior no centro da máquina do que em qualquer uma das extremidades.
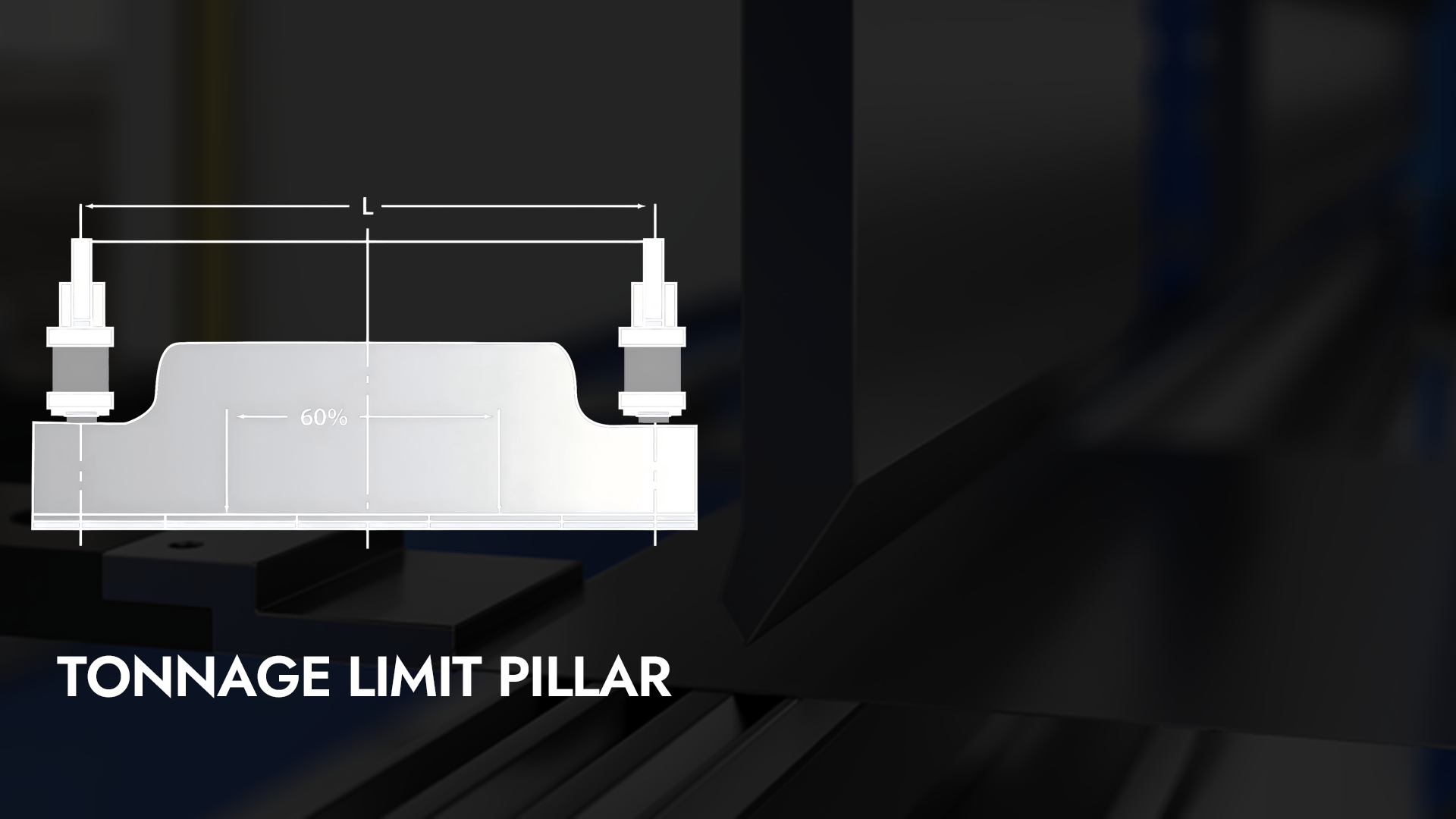
Com exceção de máquinas muito pequenas, as prensas dobradeiras são projetadas para ter uma deflexão máxima permitida da base e do aríete quando uma carga de tonelagem total é aplicada em 60% da distância entre as estruturas laterais (ver Figura 4). Conclui-se, portanto, que uma prensa dobradeira de 100 toneladas com 3 metros entre as estruturas laterais defletirá até o limite de projeto quando as 100 toneladas forem aplicadas em 1,8 metro, divididas na linha central do aríete e da base, sem causar danos à prensa. No entanto, se essas mesmas 100 toneladas fossem distribuídas em uma área inferior a 1,8 metro (72 pol.), a máquina excederia seus limites de deflexão projetados e danificaria permanentemente sua base e aríete.
Seguindo nosso exemplo da prensa dobradeira de 10 pés e 100 toneladas, divida 100 toneladas por 72 pol. (ou seja, 60% do comprimento da plataforma) e você obterá a tonelagem máxima por polegada que pode atingir sem exceder o limite de carga da linha central. Resumindo:
Limite de carga da linha central = Classificação de tonelagem da máquina /
(Distância entre as armações laterais em polegadas × 0,60)
Limite de carga da linha central = 100/(120 × 0,60) =
1,3888 toneladas por polegada, ou 16,66 toneladas por pé
Nunca exceda o limite de carga da linha central. Para ter certeza absoluta de que não ultrapassará o limite de deflexão, entre em contato com o fabricante da sua prensa dobradeira e pergunte qual é o limite de carga da linha central para a marca e o modelo específicos da sua máquina.
Conclusão
Siga estas quatro etapas em ordem e certifique-se de não exceder nenhum desses limites. É claro que há outros fatores de tonelagem a serem considerados — carga descentralizada, balanceamento da carga e uso de ferramentas de uretano, para citar alguns. Mas, se você revisar e seguir estas quatro etapas, manterá suas cargas dentro dos limites devidos e nunca mais precisará lidar com uma prensa dobradeira danificada ou, pior ainda, com estilhaços de uma ferramenta explosiva.
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)






