Conseils pour l'assemblage de composants en tôle
Ayant beaucoup travaillé avec des composants en tôle, je comprends l'importance de techniques d'assemblage appropriées. Dans cet article, « Conseils d'assemblage » Tôle « Composants », je partagerai des informations précieuses et des conseils pratiques pour optimiser votre processus d'assemblage. Que vous soyez débutant ou professionnel expérimenté, ces conseils amélioreront votre efficacité et la qualité de votre travail. Rejoignez-moi pour explorer les meilleures pratiques pour garantir que vos composants en tôle s'assemblent parfaitement et fonctionnent comme prévu.
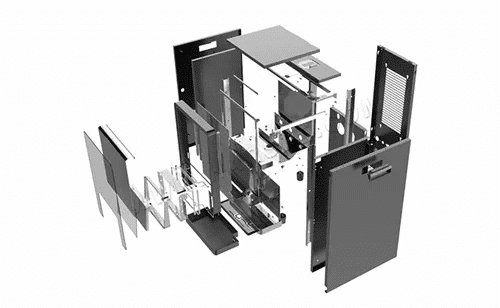
L'assemblage d'un composant en tôle consiste à assembler les différentes pièces qui le composent et à les positionner, puis à les fixer et à les assembler correctement afin de former un ensemble conforme aux exigences du plan. Le processus d'assemblage des composants en tôle comprend principalement l'assemblage, soudage (ou rivetage, etc.), procédés de redressage, de peinture et d'inspection.
Des procédures d'assemblage correctes et rationnelles sont essentielles pour déterminer la méthode d'exploitation la plus adaptée à chaque processus, afin de prévenir et de minimiser les déformations après assemblage et soudage, ainsi que de garantir la qualité du produit et d'améliorer la productivité à tous les niveaux. Par ailleurs, la diversité des composants en tôle, la surface de l'usine, les équipements, la condition technique de l'opérateur, les matériaux et d'autres facteurs font que la méthode d'assemblage des composants en tôle n'est pas unique et doit être étudiée de manière approfondie en fonction des spécificités de la production pour être finalisée.

Les 3 éléments de l'assemblage
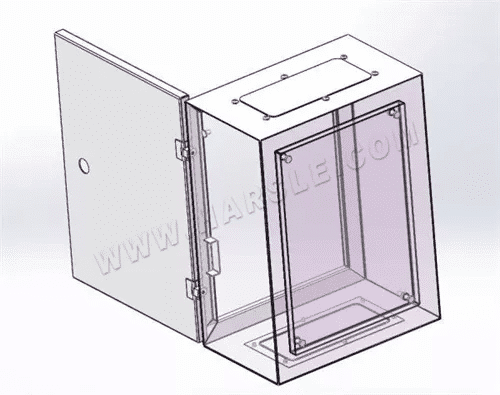
L'assemblage de composants en tôle, quelle que soit la méthode utilisée pour assembler les pièces, comporte trois éléments : le support, le positionnement et le serrage.
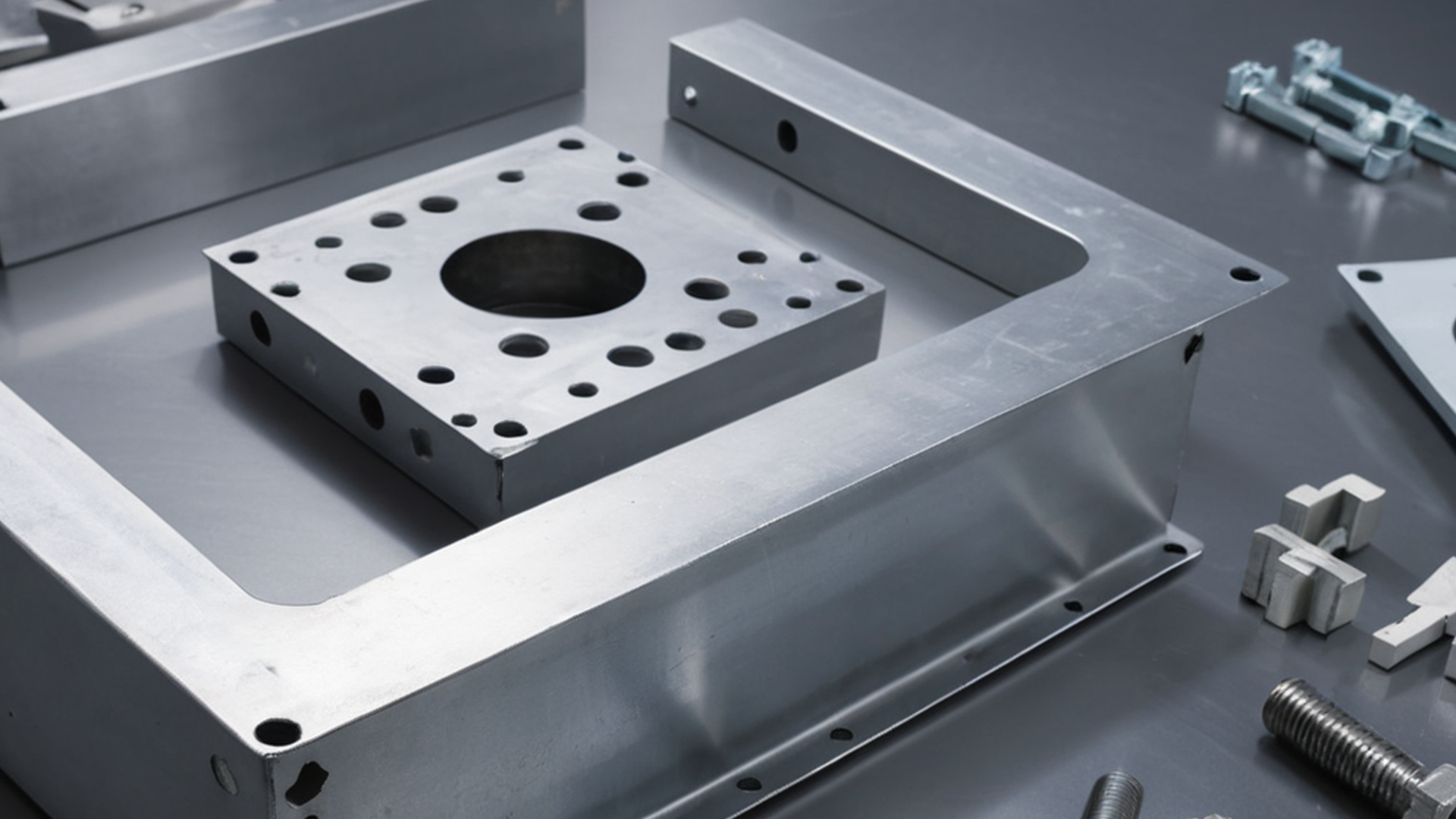
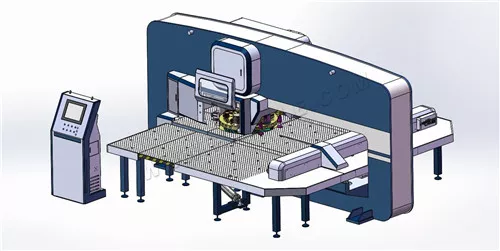
1. Support. La surface de référence choisie pour supporter la surface de montage du composant à assembler est appelée support. Le support est le premier élément de l'assemblage, permettant de résoudre le problème principal de l'emplacement d'assemblage des pièces. Par exemple, les produits à surface plane sont généralement assemblés sur une plateforme ou un cadre. La forme de surface des produits complexes peut être placée sur un moule spécial pour l'assemblage. La plateforme, le cadre et le moule servent alors à soutenir la surface des pièces du produit à assembler, jouant ainsi un rôle de support lors de l'assemblage. Lorsque le support joue un rôle de positionnement, on l'appelle également support de positionnement.
2. Positionnement. Les pièces à assembler sont correctement fixées dans la position requise, appelée positionnement. En effet, l'assemblage n'est pas une combinaison arbitraire de pièces, mais permet à chaque pièce d'obtenir la position correcte. Ce n'est que grâce au positionnement, et après fixation ou assemblage, que la géométrie du produit et les dimensions de chaque pièce peuvent être conformes aux exigences techniques spécifiées dans les plans. Le positionnement des pièces du produit est le deuxième élément de l'assemblage.

3. Serrage. Pour que les pièces soient fixées sur le support choisi et que leur position de positionnement, fixe et connectée, ne produise plus de mouvement, une force externe, appelée serrage, est nécessaire. Le serrage a pour but de favoriser un positionnement correct de la pièce grâce à des forces externes. La force de serrage requise est généralement obtenue à l'aide d'un dispositif rigide. L'utilisation de dispositifs pour compléter le processus d'assemblage est une mesure technique importante pour obtenir un produit de qualité. Le serrage est donc le troisième élément de l'assemblage.
Les trois éléments de l'assemblage sont complémentaires. L'étude des technologies d'assemblage s'articule toujours autour de ces trois éléments.
Principe de positionnement
Le positionnement a pour but d'empêcher la ou les pièces assemblées de se déplacer librement dans la position requise. Cela signifie que le degré de liberté de la pièce à assembler est contraint.
Tout objet spatial possède six degrés de liberté dans l'espace, c'est-à-dire un mouvement selon trois axes et une rotation autour de ceux-ci. Pour qu'une pièce ait une position fixe et constante, ses six degrés de liberté doivent être restreints. Pour chaque degré de liberté restreint, la pièce entre en contact avec un point d'appui du dispositif de fixation, et la restriction de six degrés de liberté crée six points de contact d'appui. Cette méthode, qui limite les six degrés de liberté d'une pièce à six points, est connue sous le nom de principe de positionnement à six points.
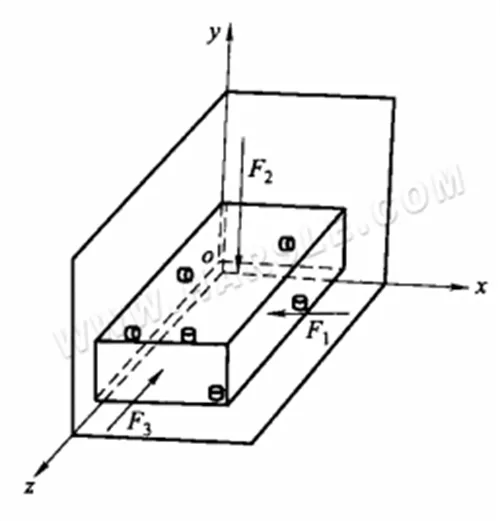
Le schéma ci-dessus montre le positionnement complet d'une pièce rectangulaire. Le plan xoz correspond à trois points limitant trois degrés de liberté de la pièce (mouvement dans la direction de l'axe y et rotation autour des axes x et z). Le plan xoz est la surface d'appui principale de la pièce rectangulaire, tandis que la surface de la pièce qu'il contacte est appelée la référence de positionnement principale (le plan large et dominant sur la pièce). Le plan zoy limite deux degrés de liberté de la pièce (mouvement dans la direction de l'axe x et rotation autour de l'axe y).
Le plan zoy est la surface de support de guidage de la pièce rectangulaire et la surface qui la touche est appelée la donnée de guidage (le plan étroit et long de la pièce). Le plan xoy ne restreint qu'un seul degré de liberté de la pièce (mouvement dans l'axe z). Le plan xoy est la surface de support de poussée de la pièce rectangulaire et la surface qui la touche est appelée la donnée de poussée (le petit plan de la pièce). plan).
Il convient de noter qu'en raison des différentes formes de structures en acier et du nombre important de pièces, les points de positionnement doivent être définis en fonction de la situation réelle. La règle de positionnement à six points décrite ci-dessus signifie qu'une pièce peut être contrainte à tous ses degrés de liberté grâce à six points d'appui. Lorsque plusieurs pièces sont combinées, une surface de la pièce A peut servir de surface de référence de positionnement pour la pièce B.
La surface de la pièce B peut servir de référence de positionnement pour la pièce C. Il s'agit d'une situation courante pour le positionnement des pièces lors de l'assemblage de pièces en acier. Par conséquent, le positionnement des pièces lors de cet assemblage ne peut pas être réalisé avec le dispositif de positionnement en six points.
Sélection de la donnée d'assemblage
La face de la pièce en contact avec la plateforme d'assemblage est appelée référence d'assemblage. Elle équivaut à la référence de positionnement primaire en positionnement six points. En général, la surface de référence d'assemblage peut être sélectionnée selon les principes suivants :
1. La forme de la structure métallique a une surface plane et une surface courbe, le plan doit être utilisé comme surface de référence d'assemblage.
2. Lorsqu'il y a plusieurs plans sur l'assemblage, le plan le plus grand doit être sélectionné comme surface de référence de l'assemblage.
3. Selon le rôle de la structure métallique, la surface la plus importante doit être sélectionnée comme surface de référence d'assemblage, telle que la surface usinée.
4. La surface de référence d'assemblage choisie doit faciliter le positionnement et le serrage de la pièce lors de l'assemblage. Si plusieurs surfaces peuvent servir de surface de référence lors de l'assemblage, il convient de se baser sur le processus de production réel pour sélectionner la surface la plus adaptée.