








Êtes-vous confronté à des problèmes avec l'alarme de la série ET sur votre Machine de pliage servo entièrement électriqueVous êtes au bon endroit. Dans cet article, je vous guiderai pour dépanner rapidement l'alarme de la série ET, afin de garantir le bon fonctionnement et l'efficacité de vos opérations. L'alarme de la série ET peut être une source de préoccupation fréquente, mais avec la bonne approche, vous pouvez la résoudre rapidement et retrouver des performances optimales. Que vous découvriez ce système ou que vous cherchiez à simplifier votre processus de dépannage, ce guide vous fournira les étapes essentielles pour résoudre efficacement les problèmes d'alarme.
Étape 1 : Accéder à la série ET Interface d'alarme
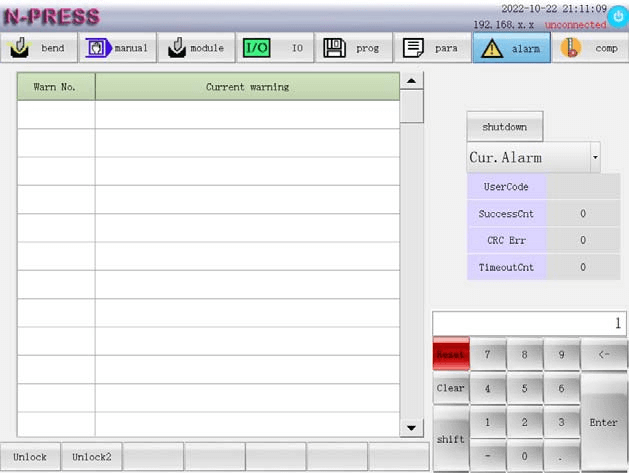
Cliquez sur le '‘alarme‘Touche de fonction pour accéder à l'interface et afficher les détails des alarmes de la série ET. Cette interface offre un affichage complet des alarmes actuelles, des enregistrements d'alarmes et d'autres statistiques cruciales telles que les temps de réussite, les erreurs de vérification et les délais d'expiration.
Analyser les enregistrements d'alarme
Analysez la fréquence et le type d'alarmes en consultant les enregistrements précédents. Portez une attention particulière au nombre d'erreurs de vérification et aux problèmes de dépassement de délai des alarmes de la série ET, car ils indiquent des problèmes de communication sous-jacents avec le module d'E/S.
- Les temps du succès : Reflète le nombre de communications réussies entre le système et le module d'E/S, indiquant l'état de communication global du système.
- Erreurs de vérification : Affiche le nombre d'erreurs de vérification dans la communication de données entre le système et le module d'E/S. Un nombre élevé d'erreurs peut indiquer des problèmes d'intégrité des données nécessitant une intervention immédiate.
- Délais d'attente : Affiche le nombre d'erreurs de connexion de communication entre le système et le module E/S, signalant des perturbations potentielles dans le transfert de données qui pourraient affecter les opérations de la machine.
Étape 2 : Interprétation des séries ET Alarme Statut
Pour gérer efficacement l'alarme de la série ET, vérifiez d'abord les informations d'alarme pour les codes d'erreur (ERRxxx) et d'avertissement (ALMxxx). Les alarmes les plus récentes sont répertoriées comme suit :‘Alarme actuelle‘'. Suivez les instructions pour résoudre les problèmes et appuyez sur la touche de réinitialisation pour effacer l'alarme, rétablissant ainsi la normalité du système.
En cas de panne du système CNC, des alertes afficheront jusqu'à cinq alarmes actuelles. Enregistrez le code d'avertissement et appliquez la mesure recommandée, ou contactez un technicien de maintenance si nécessaire.
En suivant ces étapes, vous pouvez dépanner rapidement l’alarme de la série ET, réduisant ainsi les temps d’arrêt et augmentant la productivité.
Étape 3 : Résolution de la série ET Problèmes d'alarme
Alarme série ET-Code d'erreur
ERR001 : Alarme de barrière immatérielle de sécurité
Cause: Lorsque l'axe des Y est orienté vers le bas, le corps humain ou d'autres objets pénètrent dans la zone du rideau lumineux.
Traitement: Vérifiez si quelqu’un se trouve dans la zone du rideau lumineux ou si la grille de sécurité ne fonctionne pas correctement.
ERR002 : Écart de position des axes Y1 et Y2
(L'alarme sera déclenchée lorsqu'elle est générée en mode manuel, et l'alarme sera déclenchée lorsqu'elle est générée en mode pliage.)
Cause: L'écart de valeur de coordonnées absolues de l'axe Y1 et de l'axe Y2 dépasse la valeur de réglage de l'écart maximal de l'axe Y.
Traitement: Vérifiez d'abord si l'erreur de position des axes Y1 et Y2 est hors tolérance. Vérifiez ensuite si le codeur linéaire fonctionne correctement ou s'il est invalide. Enfin, vérifiez s'il y a une défaillance de la transmission mécanique et si la valeur admissible de l'écart de position pour les paramètres système Y1 et Y2 est trop faible.
ERR003 : Alarme lorsque la pression dépasse la valeur maximale autorisée de la machine-outil
Cause: Mauvais moule ou matériau sélectionné.
Traitement:
- Vérifier la sélection du moule et du matériau :
- Assurez-vous que le moule et le matériau sont correctement sélectionnés.
- Vérifier la pression de flexion :
- Vérifiez si la pression de flexion dans le programme, la synthèse et l’interface de programmation est trop élevée.
- Évaluation de la pression :
- Si la pression affichée dépasse la limite autorisée de la machine-outil :
- Remplacer le moule ou le matériau.
- Si la pression affichée est dans la plage autorisée :
- Vérifiez le réglage correct des hauteurs de matrice supérieure et inférieure.
- Si la pression affichée dépasse la limite autorisée de la machine-outil :
ERR004 : Alarme lorsque la pression dépasse la valeur admissible du moule
Cause:Mauvais moule ou matériau sélectionné.
Traitement:
- Vérifiez si le moule et le matériau sont correctement sélectionnés.
- Vérifiez si la pression de flexion dans le programme, la synthèse et l'interface de programmation est trop importante.
- Si la pression affichée dépasse la pression admissible du moule, remplacez le moule ou le matériau.
- Si la pression affichée se situe dans la plage autorisée du moule, assurez-vous que les hauteurs supérieure et inférieure du moule sont correctement réglées.
ERR005 : Limite de pression pour la flexion dépassée
Cause:Mauvais moule ou matériau sélectionné.
Traitement:
- Vérifiez si le moule et le matériau sont correctement sélectionnés.
- Vérifiez si la pression de flexion dans le programme, la synthèse et l'interface de programmation est trop importante.
- Si la pression affichée dépasse la pression admissible du moule, veuillez remplacer le moule ou le matériau.
- Si la pression affichée se situe dans la plage autorisée du moule, assurez-vous que les hauteurs supérieure et inférieure du moule sont correctement réglées.
ERR006 : Délai de communication de détection de pression dépassé
Cause: Délai d'expiration de la communication entre le système et la carte d'E/S.
Traitement: Assurez-vous que les paramètres de type de carte d'E/S sont corrects et que les connexions de ligne de communication 485 sont correctes.
ERR007 : Défaut du canal de détection de pression
Cause: La valeur analogique est trop faible.
Traitement: Confirmez les connexions correctes de la ligne de signal analogique.
ERR008-ERR12 : Limite stricte super positive de l'axe X-Z2
(L'alarme se déclenchera lors du pliage ; l'alarme se déclenchera lorsque le mode manuel sera généré)
Cause: Le fin de course positif de chaque axe est déclenché pendant le pliage.
Traitement:
- Vérifiez si chaque axe est entré dans la zone de fin de course positive.
- Vérifiez si l’interrupteur de fin de course positif de chaque axe ne fonctionne pas correctement.
- Utilisez l'interface de commande manuelle pour déplacer chaque axe hors de la zone de fin de course.
ERR013-ERR017 : l'axe X-Z1 dépasse la limite négative stricte
(L'alarme se déclenchera lors du pliage et de la recherche du point zéro ; l'alarme se déclenchera lorsque le mode manuel sera généré)
Cause:le fin de course négatif de chaque arbre est déclenché lors du pliage.
Traitement:
- Déplacez chaque axe dans l'interface de commande manuelle pour quitter la zone de fin de course.
- Vérifiez si chaque arbre entre dans la zone de fin de course négative.
- Vérifiez si l'interrupteur de fin de course négatif de chaque arbre est défaillant.
ERR018-ERR022 : Limite logicielle super positive de l'axe X-Z2
Cause: La coordonnée machine de chaque axe dépasse la position limite logicielle positive définie par le paramètre système.
Traitement: Vérifiez si la position limite positive et souple de chaque axe définie par le paramètre système est appropriée.
ERR023-ERR027 : Axe X-Z1 au-dessus de la limite logicielle négative
Cause: La coordonnée machine de chaque axe dépasse la position limite logicielle négative définie par le paramètre système.
Traitement: Vérifiez si la position limite souple négative de chaque axe définie par le paramètre système est appropriée.
ERR028 : Alarme de machine-outil en retard
Cause: La machine-outil est en retard.
Traitement: Veuillez contacter le fournisseur.
ERR029-ERR034 : Alarme du servomoteur de chaque axe
Cause: Le servomoteur de l'axe correspondant donne une alarme ou la connexion du servomoteur échoue.
Traitement: Vérifiez la cause de l'alarme du servomoteur ou vérifiez le câble de connexion entre le système et le servomoteur.
ERR035-ERR040 : Alarme d'encodeur de chaque arbre
Cause: Le signal du codeur de l'arbre correspondant est erroné.
Traitement: Vérifiez le câblage du signal lié à l'encodeur du câble de connexion entre le système et le servomoteur.
ERR041-ERR046 : Alarme d'anomalie du servomoteur en mode sans mouvement de chaque axe
Cause: Lorsque l'axe correspondant ne reçoit pas la commande de mouvement, il détecte que les coordonnées renvoyées sont anormales.
Traitement: Vérifiez le câble de connexion de l'encodeur.
ERR047-ERR052 : Alarme d'anomalie de servomoteur pour chaque mode de mouvement d'axe
Cause: Alarme de suivi de position de chaque axe.
Traitement: Vérifiez si la valeur autorisée de l'erreur de suivi de position est trop petite.
ERR053 : Alarme de panne de courant
Cause: La tension d'alimentation du système est détectée comme étant trop basse.
Traitement: Vérifiez si l'alimentation électrique est normale.
ERR054 : Alarme système
Cause: Exception interne du système.
Traitement: Veuillez contacter le fournisseur.
ERR055 : Alarme d'arrêt d'urgence
Cause: Il est détecté que la touche d'arrêt d'urgence est enfoncée.
Traitement: Vérifiez si la touche d'arrêt d'urgence est enfoncée.
ERR056 : Dans la limite de couple
Cause: Le couple maximal du moteur est dépassé.
Traitement: Vérifiez si la vitesse ou l’accélération de l’axe Y est réglée trop haut.
ERR057 : L'espacement entre Z1 et Z2 est trop petit
Cause: L'axe z du mouvement de commande manuelle en mode de commande manuelle dépasse la distance de sécurité du paramètre système 603 : z1z2.
Traitement: Vérifiez si les paramètres définis par les paramètres système sont appropriés.
ERR059 : Avertissement de retard
Cause: La durée d’utilisation du système est inférieure à 2 jours.
Traitement: Contactez le fournisseur.
ERR060 : Le rapport arrière 2 dépasse la limite souple négative
Cause: Lors de l'utilisation du rapport de vitesse arrière 2, la coordonnée machine de l'axe x dépasse la position limite logicielle négative de l'axe x définie par le paramètre système.
Traitement: Vérifiez si le rapport arrière est sélectionné de manière raisonnable.
ERR061 : Alarme de porte de sécurité
Cause: La porte de sécurité était ouverte pendant l'utilisation.
Traitement: Vérifiez si la porte de sécurité est fermée.
ERR062 : Alarme de climatisation
Cause: Panne du climatiseur.
Traitement: Vérifiez le climatiseur.
ERR063 : Délai d’expiration de la compensation de déviation
Cause: La compensation de déviation ne peut pas être effectuée avant une longue période.
Traitement: Vérifiez si la précision de la compensation de déviation est trop faible.
ERR064 : Erreur de direction de compensation de déflexion
Cause: Erreur de sens de rotation du moteur de compensation de déviation.
Traitement: Vérifiez si le câblage du moteur de compensation de déviation est correct.
ERR065 : Alarme d'arrêt d'urgence 1
Cause: Le signal d'entrée de l'alarme d'arrêt d'urgence 1 est valide.
Traitement: Vérifiez le signal d'entrée de l'alarme d'arrêt d'urgence 1.
Alarme série ET-Code d'alarme
ALM001-ALM006 Échec de la recherche d'origine de l'axe X-Z2
Cause:Le système ne détecte pas le signal d'origine de l'axe correspondant pendant la recherche, ou la coordonnée d'origine de l'axe correspondant est définie de manière incorrecte.
TraitementVérifiez si la distance de recherche de la troisième section de l'axe correspondant dans les paramètres système est inférieure à un pas. Vérifiez également les coordonnées d'origine de l'axe correspondant.
ALM007-ALM011 Axe X-Z2 Limite dure super positive
Cause:L'interrupteur de fin de course positif de l'arbre correspondant est déclenché en mode manuel.
TraitementVérifiez si l'arbre correspondant entre dans la zone de fin de course positive ou si ce dernier est défaillant. Déplacez l'axe correspondant dans l'interface de commande manuelle pour quitter la zone de fin de course.
ALM012-ALM016 Axe X-Z1 Limite dure super négative
Cause:L'interrupteur de fin de course négatif de l'arbre correspondant est déclenché en mode manuel.
TraitementVérifiez si l'arbre correspondant entre dans la zone de fin de course négative ou si ce dernier est défaillant. Déplacez l'axe correspondant dans l'interface de commande manuelle pour quitter la zone de fin de course.
ALM017-ALM021 Axe X-Z2 Limite souple super positive
Cause: La limite souple avant de l'arbre correspondant est déclenchée en mode manuel.
Traitement: Déplacez l'axe correspondant dans l'interface de contrôle manuel pour quitter la limite logicielle et vérifiez si le réglage de la limite logicielle dans les paramètres système est approprié.
ALM022-ALM026 Axe X-Z1 au-dessus de la limite logicielle négative
Cause: La limite logicielle négative de l'axe correspondant est déclenchée en mode manuel.
Traitement: Déplacez l'axe correspondant dans l'interface de contrôle manuel pour quitter la limite logicielle et vérifiez si le réglage de la limite logicielle dans les paramètres système est approprié.
ALM027 L'écart de position des axes Y1 et Y2 dépasse la limite
Cause: L'écart de valeur de coordonnées absolues des axes Y1 et Y2 dépasse la valeur de réglage d'écart maximale de l'axe Y en mode manuel.
TraitementVérifiez si l'erreur de position des axes Y1 et Y2 est hors tolérance ; vérifiez si le codeur linéaire est invalide ; vérifiez si la transmission mécanique est défectueuse. Déplacez Y1 et Y2 dans une direction qui réduit l'écart de position axiale.
L'écart de position zéro de l'axe X-Z2 ALM028-ALM033 dépasse la limite
Cause:En mode point de référence, la valeur des coordonnées de la machine de l'axe correspondant après la recherche de l'origine est significativement différente de la valeur enregistrée dans les paramètres système 260-263608-609.
Traitement: Vérifiez si les paramètres système 260-263608-609 sont correctement définis.
ALM034 Avertissement concernant la pompe de lubrification
Cause:La pression de sortie de la pompe de lubrification est insuffisante.
TraitementVérifiez si la graisse est épuisée. Si c'est le cas, ajoutez de la graisse extrême pression au lithium n° 00. Dans le cas contraire, vérifiez le bon fonctionnement de la pompe de lubrification, si le tuyau de lubrification fuit et si la ligne de signal de la pompe est correctement connectée.
ALM035 Outil non serré
Cause:Aucun signal de serrage du porte-outil hydraulique n'est détecté.
Traitement: Vérifiez si le câblage du signal de serrage du porte-outil hydraulique est correct.
ALM036 ZLZ2 Espacement trop petit
Cause:L'axe z en mode de contrôle manuel dépasse la distance de sécurité du paramètre système 603 : z1z2.
Traitement: Vérifiez si les paramètres définis par les paramètres système sont appropriés.
ALM037 Avertissement de rideau lumineux de sécurité
Cause:Le signal du rideau lumineux est détecté comme valide.
Traitement:Vérifiez si le rideau lumineux est bloqué.
ALM038 Avertissement de retard
Cause:La durée d'utilisation du système est inférieure à 2 jours.
TraitementContactez le fournisseur.
ALM039 Limite positive de compensation de déviation
Cause:Le mécanisme de compensation de déviation dépasse la limite positive.
Traitement: Vérifiez le sens de mouvement du mécanisme de compensation de déviation et si la connexion du signal de limite est correcte.
ALM040 Limite négative de compensation de déviation
Cause:Le mécanisme de compensation de déviation dépasse la limite négative.
Traitement: Vérifiez le sens de mouvement du mécanisme de compensation de déviation et si la connexion du signal de limite est correcte.
ALM041 Compensation de déviation
Cause: Invite à la compensation de déviation.
Traitement: Vérifiez si le réglage de précision de la compensation de déviation est trop petit.
ALM042 Inclinaison de l'axe Y
CauseLe signal d'entrée d'inclinaison de l'axe Y est valide.
Traitement: Vérifiez si Y1Y2 est parallèle et si le réglage d'origine est correct.
Foire aux questions (FAQ)
Quelles mesures dois-je prendre si je rencontre une alarme de moule de la série ET sur ma plieuse ?
Commencez par vérifier l'absence d'obstructions physiques dans la zone du moule. Assurez-vous que tous les composants sont correctement alignés et fixés. Si le problème persiste, consultez le manuel de la machine pour connaître les codes d'alarme spécifiques aux problèmes de moule, ou contactez le support technique pour obtenir de l'aide.
Les mises à jour logicielles peuvent-elles aider à minimiser l’occurrence des alarmes de moisissure de la série ET ?
Oui, maintenir à jour le logiciel de votre plieuse peut aider à résoudre les problèmes connus et à améliorer la stabilité du système, réduisant ainsi la probabilité de rencontrer des alarmes de moule.
Conclusion
En conclusion, pour dépanner rapidement l'alarme anti-moisissure de la série ET, il est essentiel de comprendre les étapes clés permettant d'identifier et de résoudre efficacement les problèmes courants. En suivant les procédures décrites, telles que la vérification des connexions, l'étalonnage du système et une maintenance adéquate, vous minimiserez les interruptions et maintiendrez votre productivité.
Pour assistance supplémentaire Pour plus d'informations, n'hésitez pas à contacter notre équipe. Nous sommes là pour vous accompagner avec des conseils d'experts et des ressources supplémentaires pour optimiser votre expérience avec nos produits. Consultez également notre documentation pour en savoir plus sur l'entretien et l'optimisation de votre plieuse.



