








Haben Sie Probleme mit der ET-Serie-Alarmanlage auf Ihrem Gerät? Vollelektrische Servo-BiegemaschineSie sind hier genau richtig. In diesem Artikel zeige ich Ihnen, wie Sie Alarme der ET-Serie schnell beheben und so einen reibungslosen und effizienten Betrieb gewährleisten. Alarme der ET-Serie können häufig auftreten, doch mit der richtigen Vorgehensweise lassen sie sich schnell lösen und Sie erreichen wieder optimale Leistung. Egal, ob Sie neu in diesem System sind oder Ihren Fehlerbehebungsprozess optimieren möchten – dieser Leitfaden bietet Ihnen die wichtigsten Schritte, um Alarmprobleme effektiv zu beheben.
Schritt 1: Zugriff auf die ET-Serie Alarmschnittstelle
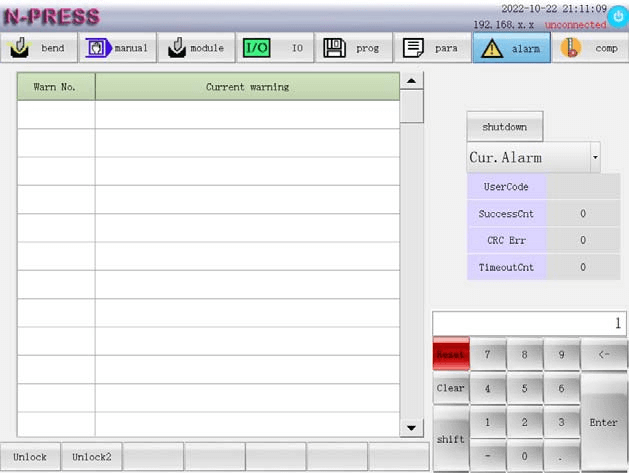
Klicken Sie auf das '‘Alarm‘Über die Funktionstaste können Sie auf die Benutzeroberfläche zugreifen und alle Alarmdetails der ET-Serie anzeigen. Diese Benutzeroberfläche bietet eine umfassende Darstellung aktueller Alarme, Alarmprotokolle und weiterer wichtiger Statistiken wie Erfolgszeiten, Verifizierungsfehler und Timeout-Zeiten.
Alarmprotokolle analysieren
Ermitteln Sie Häufigkeit und Art der auftretenden Alarme durch die Auswertung vergangener Aufzeichnungen. Achten Sie besonders auf die Anzahl der ET-Serien-Alarmverifizierungsfehler und Timeout-Probleme, da diese auf zugrundeliegende Kommunikationsprobleme mit dem E/A-Modul hinweisen.
- Erfolgszeiten: Spiegelt die Anzahl erfolgreicher Kommunikationsvorgänge zwischen dem System und dem E/A-Modul wider und gibt somit Aufschluss über den allgemeinen Kommunikationszustand des Systems.
- Verifizierungsfehler: Zeigt die Anzahl der Verifizierungsfehler in der Datenkommunikation zwischen dem System und dem E/A-Modul an. Eine hohe Fehleranzahl kann auf Datenintegritätsprobleme hinweisen, die sofortige Aufmerksamkeit erfordern.
- Timeout-Zeiten: Zeigt die Anzahl der Kommunikationsverbindungsfehler zwischen dem System und dem E/A-Modul an und signalisiert so potenzielle Störungen bei der Datenübertragung, die den Maschinenbetrieb beeinträchtigen könnten.
Schritt 2: Interpretation der ET-Serie Alarm Status
Um den Alarm der ET-Serie effektiv zu beheben, überprüfen Sie zunächst die Alarminformationen auf Fehlercodes (ERRxxx) und Warncodes (ALMxxx). Die aktuellsten Alarme werden als ‘“ aufgelistet.‘Aktueller Alarm‘Befolgen Sie die Anweisungen, um Probleme zu beheben, und drücken Sie die Reset-Taste, um den Alarm zu löschen und den normalen Systembetrieb wiederherzustellen.
Bei einem Ausfall des CNC-Systems werden bis zu fünf aktuelle Alarme angezeigt. Notieren Sie den Warncode und ergreifen Sie die empfohlene Maßnahme oder kontaktieren Sie gegebenenfalls Fachpersonal für die Instandhaltung.
Durch Befolgen dieser Schritte können Sie die Alarmanlage der ET-Serie schnell reparieren, Ausfallzeiten reduzieren und die Produktivität steigern.
Schritt 3: Auflösung der ET-Serie Alarmprobleme
ET-Serie Alarm-Fehlercode
ERR001: Alarm des Sicherheitslichtvorhangs
Ursache: Wenn die y-Achse nach unten verläuft, gelangen der menschliche Körper oder andere Objekte in den Bereich des Lichtvorhangs.
Behandlung: Prüfen Sie, ob sich jemand im Bereich des Lichtvorhangs befindet oder ob das Sicherheitsgitter defekt ist.
ERR002: Positionsabweichung der Y1- und Y2-Achse
(Ein Alarm wird ausgelöst, wenn das Ereignis im manuellen Modus auftritt, und ein Alarm wird ausgelöst, wenn es beim Biegen auftritt.)
Ursache: Die absolute Koordinatenwertabweichung der Y1-Achse und der Y2-Achse überschreitet den maximal einstellbaren Abweichungswert der Y-Achse.
Behandlung: Prüfen Sie zunächst, ob der Positionsfehler der Y1- und Y2-Achsen außerhalb der Toleranz liegt. Überprüfen Sie anschließend die Funktionsfähigkeit des Linear-Encoders. Prüfen Sie abschließend, ob ein Fehler im mechanischen Getriebe vorliegt und ob die zulässigen Werte für die Positionsabweichung der Systemparameter Y1 und Y2 zu niedrig eingestellt sind.
ERR003: Alarm bei Überschreitung des maximal zulässigen Druckwerts der Werkzeugmaschine
Ursache: Falsche Form oder falsches Material ausgewählt.
Behandlung:
- Überprüfung der Form- und Materialauswahl:
- Stellen Sie sicher, dass Form und Material richtig ausgewählt sind.
- Biegedruck prüfen:
- Prüfen Sie, ob der Biegedruck im Programm, der Synthese und der Programmierschnittstelle zu hoch ist.
- Druckbeurteilung:
- Wenn der angezeigte Druck den zulässigen Grenzwert der Werkzeugmaschine überschreitet:
- Ersetzen Sie die Form oder das Material.
- Wenn der angezeigte Druck im zulässigen Bereich liegt:
- Überprüfen Sie die korrekte Einstellung der oberen und unteren Matrizenhöhe.
- Wenn der angezeigte Druck den zulässigen Grenzwert der Werkzeugmaschine überschreitet:
ERR004: Alarm bei Überschreitung des zulässigen Formdrucks
UrsacheFalsche Form oder falsches Material ausgewählt.
Behandlung:
- Prüfen Sie, ob Form und Material richtig ausgewählt wurden.
- Prüfen Sie, ob der Biegedruck im Programm, der Synthese und der Programmierschnittstelle zu groß ist.
- Wenn der angezeigte Druck den zulässigen Druck der Form überschreitet, muss die Form oder das Material ausgetauscht werden.
- Wenn der angezeigte Druck innerhalb des zulässigen Bereichs der Form liegt, überprüfen Sie, ob die obere und untere Formhöhe korrekt eingestellt sind.
ERR005: Druckgrenzwert für Biegung überschritten
UrsacheFalsche Form oder falsches Material ausgewählt.
Behandlung:
- Prüfen Sie, ob Form und Material richtig ausgewählt wurden.
- Prüfen Sie, ob der Biegedruck im Programm, der Synthese und der Programmierschnittstelle zu groß ist.
- Wenn der angezeigte Druck den zulässigen Druck der Form überschreitet, tauschen Sie bitte die Form oder das Material aus.
- Wenn der angezeigte Druck innerhalb des zulässigen Bereichs der Form liegt, überprüfen Sie, ob die obere und untere Formhöhe korrekt eingestellt sind.
ERR006: Zeitüberschreitung bei der Kommunikation zur Druckerkennung
Ursache: Kommunikationstimeout zwischen System und IO-Karte.
Behandlung: Stellen Sie sicher, dass die Einstellungen für den IO-Board-Typ korrekt sind und die 485-Kommunikationsleitungen ordnungsgemäß angeschlossen sind.
ERR007: Fehler im Druckerfassungskanal
Ursache: Der Analogwert ist zu niedrig.
Behandlung: Prüfen Sie, ob die analogen Signalleitungen korrekt angeschlossen sind.
ERR008-ERR12: X-Z2-Achse: Superpositiver harter Grenzwert
(Beim Bücken wird ein Alarm ausgelöst; beim Aktivieren des manuellen Modus wird ein Alarm ausgelöst)
Ursache: Der positive Endschalter jeder Achse wird beim Biegen ausgelöst.
Behandlung:
- Prüfen Sie, ob jede Achse in den Bereich des positiven Endschalters eingetreten ist.
- Prüfen Sie, ob der positive Endschalter jeder Achse defekt ist.
- Verwenden Sie die manuelle Steuerungsschnittstelle, um jede Achse aus dem Bereich der Endschalter herauszubewegen.
ERR013-ERR017: Die X-Z1-Achse überschreitet den negativen Grenzwert.
(Ein Alarm wird ausgelöst, wenn gebogen wird und der Nullpunkt gefunden wird; der Alarm wird ausgelöst, wenn der manuelle Modus aktiviert wird)
Ursache: Der negative Endschalter jeder Welle wird beim Biegen ausgelöst.
Behandlung:
- Bewegen Sie jede Achse in der manuellen Steuerungsschnittstelle, um den Endschalterbereich zu verlassen.
- Prüfen Sie, ob jede Welle in den Bereich des negativen Endschalters eintritt.
- Prüfen Sie, ob der negative Endschalter jeder Welle ausfällt.
ERR018-ERR022: X-Z2-Achse: Superpositiver Soft-Limit-Wert
Ursache: Die Maschinenkoordinate jeder Achse überschreitet die durch die Systemparameter festgelegte positive Soft-Endposition.
Behandlung: Prüfen Sie, ob die durch die Systemparameter festgelegte positive Soft-Endposition jeder Achse angemessen ist.
ERR023-ERR027: X-Z1-Achse über negativem Soft-Limit
Ursache: Die Maschinenkoordinate jeder Achse überschreitet die durch die Systemparameter festgelegte negative Soft-Endposition.
Behandlung: Prüfen Sie, ob die durch die Systemparameter festgelegte negative Soft-Endposition jeder Achse angemessen ist.
ERR028: Alarm für überfällige Werkzeugmaschine
Ursache: Die Werkzeugmaschine ist überfällig.
Behandlung: Bitte kontaktieren Sie den Lieferanten.
ERR029-ERR034: Alarm des Servotreibers jeder Achse
Ursache: Der Servotreiber der entsprechenden Achse gibt einen Alarm aus oder die Verbindung zum Servotreiber ist unterbrochen.
Behandlung: Überprüfen Sie die Alarmursache des Servotreibers oder das Verbindungskabel zwischen dem System und dem Servotreiber.
ERR035-ERR040: Encoder-Alarm an jeder Welle
Ursache: Das Encodersignal der entsprechenden Welle ist fehlerhaft.
Behandlung: Überprüfen Sie die Signalverdrahtung des Verbindungskabels zwischen dem System und dem Servotreiber, die mit dem Encoder zusammenhängt.
ERR041-ERR046: Servo-Abnormalalarm im Nicht-Bewegungsmodus für jede Achse
Ursache: Wenn die entsprechende Achse keinen Bewegungsbefehl empfängt, erkennt sie, dass die zurückgemeldeten Koordinaten fehlerhaft sind.
Behandlung: Überprüfen Sie das Anschlusskabel des Encoders.
ERR047-ERR052: Servo-Abnormalalarm in jedem Achsenbewegungsmodus
Ursache: Positionsverfolgungsalarm für jede Achse.
Behandlung: Prüfen Sie, ob der zulässige Wert für den Positionsverfolgungsfehler zu klein eingestellt ist.
ERR053: Stromausfallalarm
Ursache: Die Systemstromversorgungsspannung wurde als zu niedrig erkannt.
Behandlung: Prüfen Sie, ob die Stromversorgung in Ordnung ist.
ERR054: Systemalarm
Ursache: Systeminterner Fehler.
Behandlung: Bitte kontaktieren Sie den Lieferanten.
ERR055: Not-Aus-Alarm
Ursache: Es wurde festgestellt, dass der Not-Aus-Knopf gedrückt wurde.
Behandlung: Prüfen Sie, ob der Not-Aus-Knopf gedrückt ist.
ERR056: Drehmomentbegrenzung erreicht
Ursache: Das maximale Drehmoment des Motors wurde überschritten.
Behandlung: Prüfen Sie, ob die Geschwindigkeit oder Beschleunigung auf der y-Achse zu hoch eingestellt ist.
ERR057: Der Abstand zwischen Z1 und Z2 ist zu gering.
Ursache: Die Bewegung entlang der z-Achse im manuellen Steuerungsmodus überschreitet den Sicherheitsabstand des Systemparameters 603: z1z2.
Behandlung: Prüfen Sie, ob die vom System festgelegten Parameter angemessen sind.
ERR059: Überfällige Warnung
Ursache: Die nutzbare Zeit des Systems beträgt weniger als 2 Tage.
Behandlung: Kontaktieren Sie den Lieferanten.
ERR060: Hinterachsgetriebe 2 überschreitet negativen Soft-Limit
Ursache: Bei Verwendung des hinteren Gangs 2 überschreitet die Maschinenkoordinate der x-Achse die durch die Systemparameter festgelegte negative Soft-Endposition der x-Achse.
Behandlung: Prüfen Sie, ob der hintere Gang sinnvoll eingelegt ist.
ERR061: Sicherheitstüralarm
Ursache: Die Sicherheitstür wurde während des Gebrauchs geöffnet.
Behandlung: Prüfen Sie, ob die Sicherheitstür geschlossen ist.
ERR062: Klimaanlagenalarm
Ursache: Ausfall der Klimaanlage.
Behandlung: Überprüfen Sie die Klimaanlage.
ERR063: Zeitüberschreitung bei der Ablenkungskompensation
Ursache: Die Kompensation der Durchbiegung kann über einen längeren Zeitraum nicht abgeschlossen werden.
Behandlung: Prüfen Sie, ob die Genauigkeit der Durchbiegungskompensation zu gering eingestellt ist.
ERR064: Richtungsfehler der Ablenkungskompensation
Ursache: Fehler bei der Motorrotationsrichtungskompensation durch Ablenkung.
Behandlung: Prüfen Sie, ob die Verdrahtung des Auslenkungskompensationsmotors korrekt ist.
ERR065: Not-Aus-Alarm 1
Ursache: Das Eingangssignal des Not-Aus-Alarms 1 ist gültig.
Behandlung: Prüfen Sie das Eingangssignal des Not-Aus-Alarms 1.
ET-Serie Alarm-Alarmcode
ALM001-ALM006 X-Z2 Achsenursprungssuche fehlgeschlagen
Ursache: Das System erkennt während der Suche kein Ursprungssignal der entsprechenden Achse, oder die Ursprungskoordinate der entsprechenden Achse ist falsch eingestellt.
BehandlungPrüfen Sie, ob der Suchabstand des dritten Abschnitts der entsprechenden Achse in den Systemparametern kleiner als eine Teilung ist. Überprüfen Sie außerdem die Ursprungskoordinaten der entsprechenden Achse.
ALM007-ALM011 X-Z2-Achsen-Super-Positiv-Hartbegrenzung
UrsacheDer positive Endschalter der entsprechenden Welle wird im manuellen Modus ausgelöst.
BehandlungPrüfen Sie, ob die entsprechende Welle in den Bereich des positiven Endschalters eintritt oder ob der positive Endschalter der Welle auslöst. Bewegen Sie die entsprechende Achse in der manuellen Steuerung, um den Endschalterbereich zu verlassen.
ALM012-ALM016 X-Z1 Achse Super Negative Hard Limit
Ursache: Der negative Endschalter der entsprechenden Welle wird im manuellen Modus ausgelöst.
BehandlungPrüfen Sie, ob die entsprechende Welle in den Bereich des negativen Endschalters eintritt oder ob der negative Endschalter der Welle auslöst. Bewegen Sie die entsprechende Achse in der manuellen Steuerung, um den Endschalterbereich zu verlassen.
ALM017-ALM021 X-Z2-Achsen-Super-Positive-Soft-Limiter
Ursache: Im manuellen Modus wird der weiche Vorwärtsanschlag der entsprechenden Welle ausgelöst.
Behandlung: Bewegen Sie die entsprechende Achse in der manuellen Steuerungsschnittstelle, um den Soft-Endpunkt zu verlassen, und prüfen Sie, ob die Soft-Endpunkt-Einstellung in den Systemparametern angemessen ist.
ALM022-ALM026 X-Z1-Achse über negativem Softlimit
Ursache: Im manuellen Modus wird die entsprechende negative Achsenbegrenzung ausgelöst.
Behandlung: Bewegen Sie die entsprechende Achse in der manuellen Steuerungsschnittstelle, um den Soft-Endpunkt zu verlassen, und prüfen Sie, ob die Soft-Endpunkt-Einstellung in den Systemparametern angemessen ist.
ALM027 Positionsabweichung der Y1- und Y2-Achse überschreitet den Grenzwert
UrsacheDie absolute Koordinatenwertabweichung der Y1- und Y2-Achsen überschreitet den maximal einstellbaren Abweichungswert der Y-Achse im manuellen Modus.
BehandlungPrüfen Sie, ob der Positionsfehler der Y1- und Y2-Achse außerhalb der Toleranz liegt; prüfen Sie, ob der Linear-Encoder defekt ist; prüfen Sie das mechanische Getriebe auf Fehler. Bewegen Sie Y1 und Y2 in eine Richtung, die die axiale Positionsabweichung verringert.
ALM028-ALM033 Die Nullpunktabweichung der X-Z2-Achse überschreitet den Grenzwert
UrsacheIm Referenzpunktmodus weicht der Maschinenkoordinatenwert der entsprechenden Achse nach der Suche nach dem Ursprung erheblich von dem in den Systemparametern 260-263608-609 aufgezeichneten Wert ab.
Behandlung: Prüfen Sie, ob die Systemparameter 260-263608-609 korrekt eingestellt sind.
ALM034 Warnung der Schmierpumpe
UrsacheDer Förderdruck der Schmierpumpe ist unzureichend.
BehandlungPrüfen Sie, ob das Schmierfett aufgebraucht ist. Falls ja, füllen Sie Hochdruck-Lithiumfett Nr. 00 nach. Falls nein, prüfen Sie, ob die Schmierpumpe ordnungsgemäß funktioniert, ob die Schmierleitung undicht ist und ob die Signalleitung der Schmierpumpe korrekt angeschlossen ist.
ALM035 Werkzeug nicht eingespannt
UrsacheEs wurde kein Klemmsignal des hydraulischen Werkzeughalters erkannt.
Behandlung: Prüfen Sie, ob die Klemmsignalverdrahtung des hydraulischen Werkzeughalters korrekt ist.
ALM036 ZLZ2 Abstand zu klein
Ursache: Die z-Achse überschreitet im manuellen Steuerungsmodus den Sicherheitsabstand des Systemparameters 603: z1z2.
Behandlung: Prüfen Sie, ob die vom System festgelegten Parameter angemessen sind.
ALM037 Sicherheitslichtvorhang-Warnung
UrsacheDas Lichtvorhangsignal wurde als gültig erkannt.
BehandlungPrüfen Sie, ob der Lichtvorhang blockiert ist.
ALM038 Überfällige Warnung
UrsacheDie nutzbare Zeit des Systems beträgt weniger als 2 Tage.
Behandlung: Kontaktieren Sie den Lieferanten.
ALM039 Durchbiegungskompensation Positiver Grenzwert
UrsacheDer Auslenkungskompensationsmechanismus überschreitet den positiven Grenzwert.
BehandlungÜberprüfen Sie die Bewegungsrichtung des Auslenkungskompensationsmechanismus und ob der Anschluss des Endsignals korrekt ist.
ALM040 Durchbiegungskompensation Negativgrenze
UrsacheDer Auslenkungskompensationsmechanismus überschreitet den negativen Grenzwert.
BehandlungÜberprüfen Sie die Bewegungsrichtung des Auslenkungskompensationsmechanismus und ob der Anschluss des Endsignals korrekt ist.
ALM041 Durchbiegungskompensation
UrsacheSchnelle Ablenkungskompensation.
BehandlungPrüfen Sie, ob die Einstellung für die Genauigkeit der Durchbiegungskompensation zu klein ist.
ALM042 Y-Achsen-Neigung
UrsacheDas Eingangssignal für die Neigung der Y-Achse ist gültig.
Behandlung: Prüfen Sie, ob Y1Y2 parallel ist und ob die Ursprungseinstellung korrekt ist.
Häufig gestellte Fragen (FAQ)
Welche Schritte sollte ich unternehmen, wenn an meiner Biegemaschine ein ET-Serien-Formalarm angezeigt wird?
Prüfen Sie zunächst, ob sich im Formbereich physische Hindernisse befinden. Stellen Sie sicher, dass alle Komponenten korrekt ausgerichtet und befestigt sind. Sollte das Problem weiterhin bestehen, konsultieren Sie die Bedienungsanleitung der Maschine, um spezifische Alarmcodes im Zusammenhang mit Formproblemen zu finden, oder wenden Sie sich an den technischen Support.
Können Software-Updates dazu beitragen, das Auftreten von Schimmelalarmen der ET-Serie zu minimieren?
Ja, die Aktualisierung der Software Ihrer Biegemaschine kann dazu beitragen, bekannte Probleme zu beheben und die Systemstabilität zu verbessern, wodurch die Wahrscheinlichkeit von Formalarmen verringert wird.
Abschluss
Zusammenfassend lässt sich sagen, dass die schnelle Fehlerbehebung des ET-Serien-Formalarmsystems das Verständnis der wichtigsten Schritte zur effektiven Identifizierung und Behebung häufiger Probleme erfordert. Durch Befolgen der beschriebenen Verfahren, wie z. B. Überprüfung der Anschlüsse, Kalibrierung des Systems und Sicherstellung der ordnungsgemäßen Wartung, können Sie Ausfallzeiten minimieren und die Produktivität aufrechterhalten.
Für weitere Unterstützung Für detailliertere Informationen kontaktieren Sie gerne unser Team. Wir unterstützen Sie mit fachkundiger Beratung und zusätzlichen Ressourcen, um Ihre Erfahrung mit unseren Produkten zu optimieren. In unserer weiteren Dokumentation finden Sie außerdem hilfreiche Tipps zur Wartung und Optimierung Ihrer Biegemaschine.



