








Dans la fabrication moderne de tôles, les rainureuses horizontales en V jouent un rôle essentiel dans la préparation des matériaux pour le pliage de précision. Contrairement aux systèmes verticaux, les machines horizontales maintiennent la tôle en position horizontale stable, ce qui assure un meilleur alignement pour les panneaux longs et le traitement par lots.
Au cœur de cet équipement se trouve Programmation de machines à rainurer en V horizontales, Il s'agit d'un processus structuré qui détermine la profondeur des rainures, leur espacement, la séquence de coupe et les cycles de production. Comprendre le fonctionnement de cette programmation est essentiel pour obtenir des angles de pliage constants, éviter les collisions d'outils et garantir la stabilité d'usinage à long terme.
Ce guide se concentre principalement sur les démonstrations de programmation et les explications logiques, tout en abordant brièvement les applications, les avantages du système et les considérations de maintenance.
Applications des machines à rainurer horizontales en V
Les machines à rainurer en V horizontales sont largement utilisées dans les industries exigeant des lignes de pliage précises et des bords nets. Leurs domaines d'application courants comprennent :
- Fabrication de panneaux d'ascenseur
- transformation de feuilles décoratives en acier inoxydable
- panneaux de façade architecturaux
- fabrication d'armoires et d'enceintes
- production de meubles en métal
- préparation des panneaux composites en aluminium
Dans ces secteurs, la constance de la profondeur et de l'espacement des rainures est cruciale, ce qui fait de la programmation précise des machines à rainurer en V horizontales un facteur de production clé.
Avantages des systèmes de type horizontal
Comparées aux systèmes de rainurage verticaux, les machines horizontales offrent plusieurs avantages opérationnels :
- Support stable de la tôle lors de l'usinage de panneaux longs
- Déformation réduite du matériau lors de la découpe
- Meilleure répétabilité pour la production par lots
- Intégration simplifiée avec les systèmes automatisés de manutention de matériaux
En raison de ces caractéristiques structurelles, la programmation des machines à rainurer en V horizontales doit être exécutée avec une logique de paramètres précise afin d'exploiter pleinement ces avantages mécaniques.
Section principale : Démonstration de programmation d’une machine à rainurer horizontale en V
Le bon paramétrage et la programmation sont essentiels au bon fonctionnement de la machine. Des données incorrectes peuvent entraîner une géométrie de rainure erronée, des performances de pliage irrégulières, voire des interférences mécaniques.
Étape 1 : Initialisation de la machine
Avant de démarrer la programmation d'une machine à rainurer en V horizontale, la machine doit revenir à son état de référence.
Après la mise sous tension :
- Appuyez sur le TOUS LES ACCUEILS bouton
- Assurez-vous que tous les axes reviennent à la position zéro.
- Vérifiez que les valeurs des coordonnées sont réinitialisées.
Le retour au point de départ garantit que les calculs de positionnement ultérieurs sont basés sur des coordonnées de référence précises, ce qui influe directement sur la précision du placement des rainures.
Étape 2 : Comprendre les paramètres de programmation
L'interface de programmation d'un système horizontal requiert généralement les entrées suivantes :
- Longueur de la planche
- Épaisseur du panneau
- Espacement des fentes (Distance)
- Profondeur de la rainure (Profondeur)
- passes de découpe (circulation)
Chaque paramètre joue un rôle spécifique dans la précision d'usinage et le résultat du pliage.
Logique d'entrée de longueur de carte
Les opérateurs doivent saisir la longueur réelle de la carte et ajouter généralement 400 à 500 mm supplémentaires.
Par exemple, si la longueur de la feuille est de 3000 mm, l'entrée du système devrait être d'environ 3400 mm.
Cette course supplémentaire garantit un déplacement sûr de l'outil de coupe et évite les collisions lors du positionnement. Dans la programmation des machines à rainurer en V horizontales, une course insuffisante peut entraîner des limitations mécaniques ou des erreurs de positionnement.
Épaisseur du panneau saisie
Le système nécessite épaisseur réelle mesurée, et non la spécification nominale.
Le calcul de la profondeur de la rainure étant directement lié à l'épaisseur du matériau, une saisie d'épaisseur inexacte peut entraîner :
- Surcoupe
- Rainurage inférieur
- Angles de flexion incohérents
Pour une programmation précise des machines à rainurer en V horizontales, une mesure précise de l'épaisseur est fondamentale.
Espacement des fentes (distance)
L'espacement des rainures détermine la position de chaque rainure par rapport au bord de la tôle. Un espacement incorrect affecte les dimensions finales de la pièce et la géométrie du pliage.
L'espacement doit être calculé en fonction de la conception du produit fini et de la tolérance de pliage.
Profondeur de la rainure (Profondeur)
La profondeur de la rainure influence directement les performances de flexion.
- Une rainure peu profonde préserve la résistance structurelle mais nécessite une force de flexion plus importante.
- Une rainure plus profonde réduit la force de flexion mais peut affaiblir l'intégrité du matériau.
Lors de la programmation d'une machine à rainurer en V horizontale, la profondeur de la rainure doit être augmentée progressivement en utilisant plusieurs passes de coupe plutôt que d'atteindre la profondeur maximale en une seule passe.

Passes de découpe (circulation)
La coupe par passes successives améliore la stabilité d'usinage. Au lieu d'enlever de la matière en une seule passe profonde, les passes multiples répartissent uniformément la charge de l'outil, réduisant ainsi les vibrations et améliorant l'état de surface.
Cette approche améliore la régularité et prolonge la durée de vie des outils.

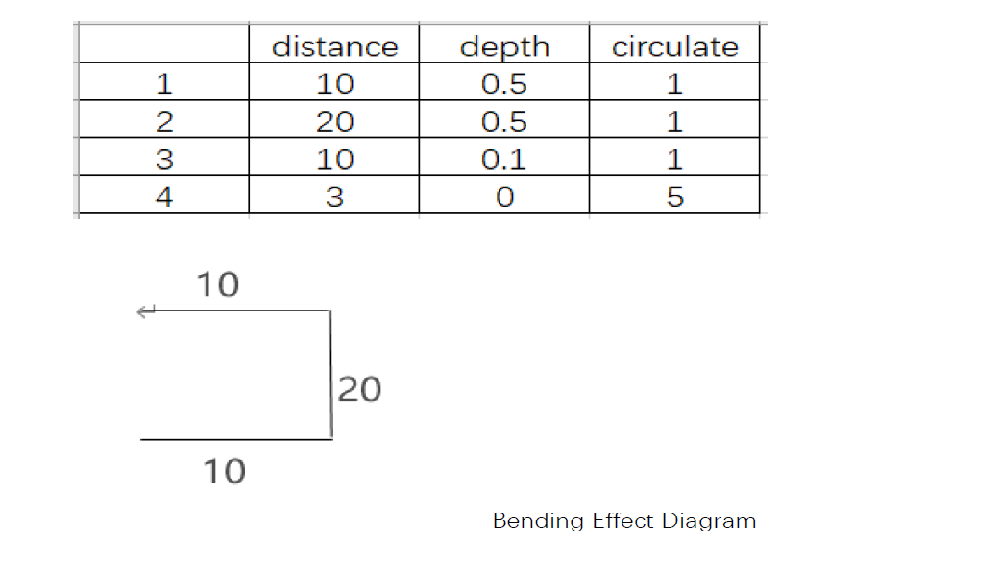
Logique de programmation de production par lots
Pour le traitement par lots, la programmation des machines à rainurer en V horizontales comprend une structure logique supplémentaire.
Une ligne de programmation supplémentaire doit être insérée :
- Espacement des créneaux horaires égal au nombre total de passages programmés
- Profondeur de rainure réglée sur 0
- Compteur de cycles saisi dans la colonne de circulation
Cette configuration permet au système de répéter automatiquement le motif de rainure sans modifier les paramètres de profondeur.
Une telle logique est essentielle dans les environnements de production où la répétabilité et l'efficacité sont primordiales.
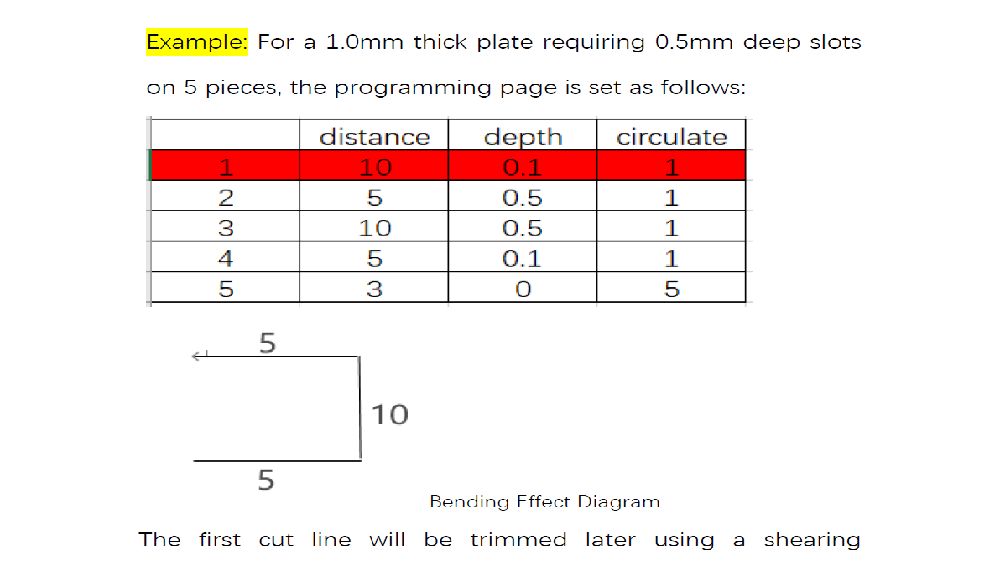
Exemple de programmation : Feuille de 1,0 mm
Conditions du dossier :
- Épaisseur du matériau : 1,0 mm
- Profondeur de rainure requise : 0,5 mm
- Quantité produite : 5 pièces
Le tableau de programmation doit inclure des passes de coupe progressives jusqu'à ce que la profondeur totale atteigne 0,5 mm, suivies d'une ligne de cycle pour la répétition.
Règle de dégagement de sécurité
La première coupe doit dépasser la valeur de dégagement minimale de 8 mm.
Ce jeu empêche la collision entre la lame et le pied presseur. La première rainure est généralement enlevée ultérieurement à l'aide d'une cisaille.
Le non-respect de cette règle de sécurité lors de la programmation d'une machine à rainurer en V horizontale peut entraîner des dommages mécaniques.
Procédure de fonctionnement après programmation
Une fois la programmation de la machine à rainurer en V horizontale terminée et vérifiée :
- Convertir le programme en mode usinage
- Démarrer la pompe à huile
- Charger le matériau
- Fixez la feuille à l'aide de la pince latérale.
- Activer le positionnement
- Vérifier l'engagement du pied-de-biche
- Début de l'usinage
Effectuez toujours un essai de coupe avant la production en série afin de vérifier la précision de la profondeur de la rainure.
Erreurs de programmation courantes
Même les opérateurs expérimentés peuvent rencontrer des problèmes si la logique des paramètres est négligée. Les erreurs typiques incluent :
- Oublier d'ajouter la longueur supplémentaire de la planche
- Saisir l'épaisseur nominale au lieu de l'épaisseur mesurée
- Régler la première coupe en dessous du jeu de sécurité
- Ligne de programmation du cycle de saut
- Tentative de coupe en pleine profondeur en une seule passe
Éviter ces erreurs garantit une programmation stable de la machine à rainurer en V horizontale et réduit les temps d'arrêt de production.
Considérations de base en matière d'entretien
Si la précision de la programmation est cruciale, la stabilité à long terme de l'usinage dépend également d'un entretien régulier :
- Inspectez régulièrement les outils de coupe pour détecter toute usure.
- Assurer une lubrification adéquate des rails de guidage
- Vérifier le niveau d'huile hydraulique et la stabilité de la pression
- Vérifier le dégagement du pied-de-biche
- Sauvegarde périodique des paramètres de programmation de sauvegarde
Un équipement bien entretenu garantit des résultats constants pour la programmation des machines à rainurer en V horizontales, même sur des cycles de production prolongés.
Conclusion
Programmation de machines à rainurer en V horizontales Il s'agit d'un processus technique structuré qui définit la géométrie de la rainure, la stabilité d'usinage et les performances de pliage en aval. En comprenant la logique des paramètres, en appliquant les principes de coupe par couches et en respectant les règles de jeu de sécurité, les opérateurs peuvent obtenir des résultats constants et un fonctionnement sûr.
Associée à un entretien adéquat des machines et à des conditions de production contrôlées, la programmation précise des machines à rainurer en V horizontales devient la base d'une fabrication de tôles de haute qualité.



