








In der modernen Blechbearbeitung spielen horizontale V-Nutmaschinen eine entscheidende Rolle bei der Materialvorbereitung für das Präzisionsbiegen. Im Gegensatz zu vertikalen Systemen stützen horizontale Maschinen das Blech in einer stabilen horizontalen Position, was eine bessere Ausrichtung bei langen Blechen und der Serienfertigung ermöglicht.
Das Herzstück dieser Ausrüstung bildet Programmierung einer horizontalen V-Nutmaschine, Es handelt sich um einen strukturierten Prozess, der Nutentiefe, Abstand, Schnittreihenfolge und Produktionszyklen festlegt. Das Verständnis dieser Programmierung ist unerlässlich, um gleichmäßige Biegewinkel zu erzielen, Werkzeugkollisionen zu vermeiden und eine langfristige Bearbeitungsstabilität zu gewährleisten.
Dieser Leitfaden konzentriert sich in erster Linie auf Programmierdemonstrationen und Logikerklärungen, behandelt aber auch kurz Anwendungen, Systemvorteile und Wartungsaspekte.
Anwendungsbereiche von horizontalen V-Nutmaschinen
Horizontale V-Nutmaschinen finden breite Anwendung in Branchen, in denen präzise Biegelinien und saubere Falzkanten erforderlich sind. Typische Anwendungsgebiete sind:
- Aufzugsverkleidungsherstellung
- Verarbeitung von dekorativen Edelstahlblechen
- Architektonische Fassadenpaneele
- Gehäuse- und Schrankfertigung
- Metallmöbelproduktion
- Vorbereitung von Aluminium-Verbundplatten
In diesen Branchen sind eine gleichmäßige Nutentiefe und ein gleichmäßiger Nutenabstand von entscheidender Bedeutung, weshalb eine präzise Programmierung von horizontalen V-Nutmaschinen ein wichtiger Produktionsfaktor ist.
Vorteile horizontaler Typsysteme
Im Vergleich zu vertikalen Nutsystemen bieten horizontale Maschinen mehrere betriebliche Vorteile:
- Stabile Blechunterstützung bei der Bearbeitung langer Platten
- Reduzierte Materialverformung beim Schneiden
- Bessere Wiederholgenauigkeit bei der Serienfertigung
- Einfachere Integration mit automatisierten Materialflusssystemen
Aufgrund dieser strukturellen Eigenschaften muss die Programmierung von Horizontal-V-Nutmaschinen mit präziser Parameterlogik erfolgen, um diese mechanischen Vorteile voll auszuschöpfen.
Kernbereich: Programmierdemonstration einer horizontalen V-Nutmaschine
Der wichtigste Aspekt beim Maschinenbetrieb liegt in der korrekten Parametereinstellung und Programmstruktur. Fehlerhafte Dateneingaben können zu einer falschen Nutgeometrie, ungleichmäßiger Biegeleistung oder sogar zu mechanischen Störungen führen.
Schritt 1: Maschineninitialisierung
Vor Beginn der Programmierung der Horizontal-V-Nutmaschine muss die Maschine in ihren Referenzzustand zurückkehren.
Nach dem Einschalten:
- Drücken Sie die ALLES ZUHAUSE Taste
- Stellen Sie sicher, dass alle Achsen in die Nullposition zurückkehren.
- Vergewissern Sie sich, dass die Koordinatenwerte zurückgesetzt wurden.
Die Rückkehr zum Ausgangspunkt gewährleistet, dass nachfolgende Positionierungsberechnungen auf genauen Referenzkoordinaten basieren, was sich direkt auf die Präzision der Nutplatzierung auswirkt.
Schritt 2: Programmierparameter verstehen
Die Programmierschnittstelle eines horizontalen Systems benötigt typischerweise die folgenden Eingaben:
- Brettlänge
- Plattenstärke
- Schlitzabstand (Distanz)
- Nuttiefe (Tiefe)
- Schneidgänge (Zirkulieren)
Jeder Parameter spielt eine spezifische Rolle für die Bearbeitungsgenauigkeit und das Biegeergebnis.
Logik für den Eingang der Platinenlänge
Die Bediener sollten die tatsächliche Platinenlänge eingeben und in der Regel weitere 400–500 mm hinzufügen.
Beträgt die Blechlänge beispielsweise 3000 mm, sollte der Systemeingang ungefähr 3400 mm betragen.
Dieser zusätzliche Verfahrweg gewährleistet eine sichere Bewegung des Fräsers und verhindert Kollisionen beim Positionieren. Bei der Programmierung von horizontalen V-Nutmaschinen kann ein unzureichender Verfahrweg zu mechanischen Einschränkungen oder Positionierfehlern führen.
Eingabe der Platinendicke
Das System benötigt die tatsächlich gemessene Dicke, nicht die nominelle Spezifikation.
Da die Berechnung der Nutentiefe direkt mit der Materialstärke zusammenhängt, kann eine ungenaue Eingabe der Materialstärke zu Folgendem führen:
- Überschneiden
- Unterrillen
- Uneinheitliche Biegewinkel
Für eine präzise Programmierung von horizontalen V-Nutmaschinen ist eine genaue Dickenmessung unerlässlich.
Schlitzabstand (Distanz)
Der Nutabstand bestimmt die Position jeder Nut relativ zur Blechkante. Ein falscher Nutabstand beeinträchtigt die endgültigen Bauteilabmessungen und die Biegegeometrie.
Die Abstände müssen auf Basis der Konstruktion des fertigen Produkts und der Biegezugabe berechnet werden.
Nuttiefe (Tiefe)
Die Nuttiefe hat einen direkten Einfluss auf das Biegeverhalten.
- Eine flache Nut erhält die strukturelle Festigkeit, erfordert aber eine größere Biegekraft.
- Eine tiefere Nut verringert die Biegekraft, kann aber die Materialstabilität beeinträchtigen.
Bei der Programmierung einer horizontalen V-Nutmaschine sollte die Nutentiefe schrittweise durch mehrere Schnittdurchgänge erhöht werden, anstatt die volle Tiefe in einem einzigen Durchgang zu erreichen.

Schneidgänge (Zirkulieren)
Das Schichtschneiden verbessert die Bearbeitungsstabilität. Anstatt Material in einem einzigen tiefen Schnitt abzutragen, verteilen mehrere Durchgänge die Werkzeuglast gleichmäßig, wodurch Vibrationen reduziert und die Oberflächengüte verbessert werden.
Dieser Ansatz verbessert die Konsistenz und verlängert die Lebensdauer des Werkzeugs.

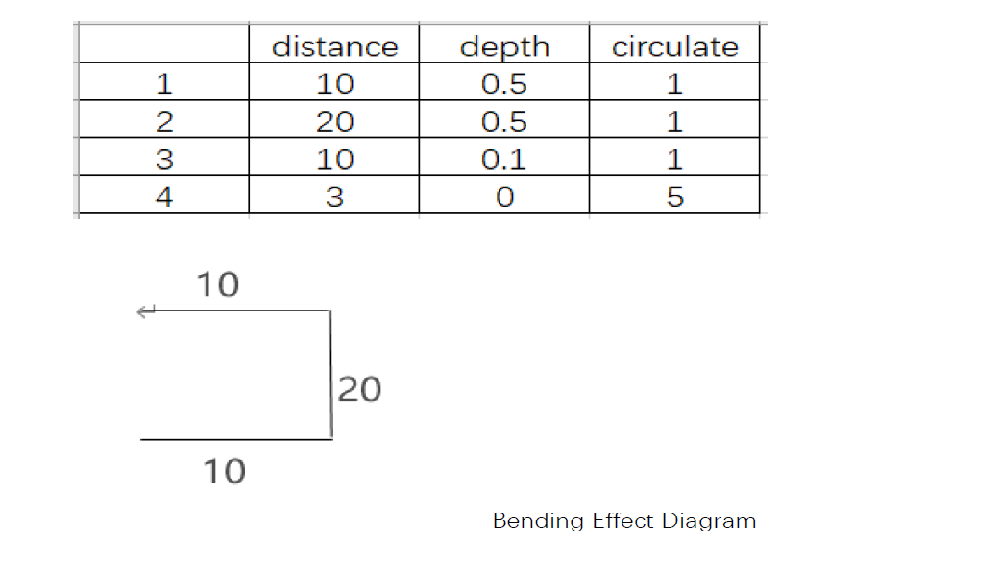
Programmierlogik für die Serienfertigung
Für die Stapelverarbeitung beinhaltet die Programmierung von horizontalen V-Nutmaschinen eine zusätzliche Logikstruktur.
Es sollte eine zusätzliche Programmzeile eingefügt werden:
- Schlitzabstand entspricht der Gesamtzahl der programmierten Durchläufe
- Nuttiefe auf 0 eingestellt
- Die Zyklusanzahl wurde in der Spalte „Umlauf“ eingetragen.
Diese Konfiguration ermöglicht es dem System, das Rillenmuster automatisch zu wiederholen, ohne die Tiefenparameter zu verändern.
Eine solche Logik ist in Produktionsumgebungen unerlässlich, in denen Wiederholbarkeit und Effizienz von entscheidender Bedeutung sind.
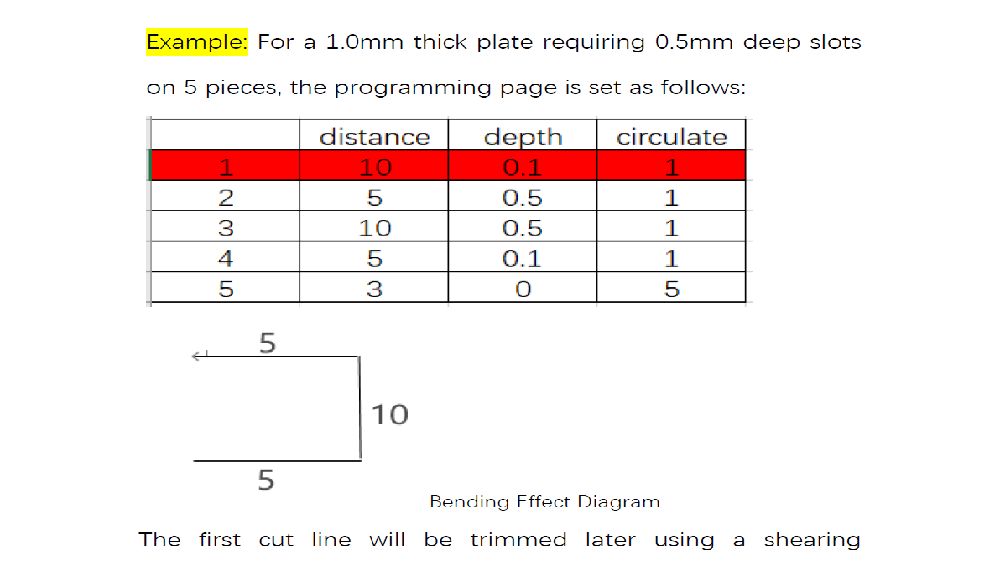
Programmierbeispiel: 1,0 mm Blech
Fallbedingungen:
- Materialstärke: 1,0 mm
- Erforderliche Nuttiefe: 0,5 mm
- Produktionsmenge: 5 Stück
Die Programmiertabelle sollte progressive Schnittdurchgänge bis zum Erreichen einer Gesamttiefe von 0,5 mm enthalten, gefolgt von einer Zykluszeile zur Wiederholung.
Sicherheitsabstandsregel
Der erste Schnitt muss den Mindestspielraumwert überschreiten. 8 mm.
Dieser Abstand verhindert eine Kollision zwischen Fräser und Nähfuß. Die erste Nut wird üblicherweise später mit einer Schere entfernt.
Wird diese Sicherheitsregel bei der Programmierung einer horizontalen V-Nutmaschine nicht beachtet, kann dies zu mechanischen Schäden führen.
Vorgehensweise nach der Programmierung
Sobald die Programmierung der horizontalen V-Nutmaschine abgeschlossen und verifiziert ist:
- Konvertieren Sie das Programm in den Bearbeitungsmodus.
- Starten Sie die Ölpumpe
- Material laden
- Befestigen Sie das Blech mit der Seitenklemme.
- Positionierung aktivieren
- Bestätigen Sie den Eingriff des Nähfußes.
- Beginnen Sie mit der Bearbeitung
Vor der Serienproduktion sollte stets ein Probeschnitt durchgeführt werden, um die Genauigkeit der Nutentiefe zu überprüfen.
Häufige Programmierfehler
Selbst erfahrene Bediener können auf Probleme stoßen, wenn die Parameterlogik vernachlässigt wird. Typische Fehler sind:
- Vergessen, zusätzliche Brettlänge hinzuzufügen
- Eingabe der Nenndicke anstelle der gemessenen Dicke
- Den ersten Schnitt unterhalb des Sicherheitsabstands einstellen.
- Programmzeile zum Überspringen des Zyklus
- Versuch, die volle Schnitttiefe in einem einzigen Arbeitsgang zu erreichen
Durch die Vermeidung dieser Fehler wird eine stabile Programmierung der horizontalen V-Nutmaschine gewährleistet und Produktionsausfallzeiten werden reduziert.
Grundlegende Wartungsüberlegungen
Während die Genauigkeit der Programmierung von entscheidender Bedeutung ist, hängt die langfristige Stabilität der Bearbeitung auch von der regelmäßigen Wartung ab:
- Schneidwerkzeuge regelmäßig auf Verschleiß prüfen
- Für ausreichende Schmierung der Führungsschienen sorgen
- Prüfen Sie den Hydraulikölstand und die Druckstabilität.
- Prüfen Sie den Abstand des Nähfußes.
- Sichern Sie regelmäßig die Programmierparameter.
Gut gewartete Anlagen gewährleisten gleichbleibende Ergebnisse bei der Programmierung von Horizontal-V-Nutmaschinen über längere Produktionszyklen hinweg.
Abschluss
Programmierung einer horizontalen V-Nutmaschine Es handelt sich um einen strukturierten technischen Prozess, der die Nutgeometrie, die Bearbeitungsstabilität und das nachfolgende Biegeverhalten definiert. Durch das Verständnis der Parameterlogik, die Anwendung von Schichtschneideprinzipien und die Einhaltung der Sicherheitsabstandsregeln können Bediener konsistente Ergebnisse und einen sicheren Betrieb gewährleisten.
In Kombination mit ordnungsgemäßer Maschinenwartung und kontrollierten Produktionsbedingungen bildet eine präzise Programmierung der horizontalen V-Nutmaschine die Grundlage für eine qualitativ hochwertige Blechbearbeitung.



