








Nella moderna lavorazione della lamiera, le macchine per scanalature a V orizzontali svolgono un ruolo fondamentale nella preparazione dei materiali per la piegatura di precisione. A differenza dei sistemi verticali, le macchine orizzontali mantengono la lamiera in una posizione orizzontale stabile, garantendo un migliore allineamento per pannelli lunghi e lavorazioni in serie.
Il cuore di questa apparecchiatura è programmazione della macchina per scanalature a V orizzontali, un processo strutturato che determina la profondità della scanalatura, la spaziatura, la sequenza di taglio e i cicli di produzione. Comprendere il funzionamento di questa programmazione è essenziale per ottenere angoli di piegatura costanti, prevenire collisioni tra utensili e garantire la stabilità della lavorazione a lungo termine.
Questa guida si concentra principalmente su dimostrazioni di programmazione e spiegazioni logiche, trattando brevemente anche le applicazioni, i vantaggi del sistema e le considerazioni sulla manutenzione.
Applicazioni delle macchine per scanalature orizzontali a V
Le macchine per scanalature orizzontali a V sono ampiamente utilizzate nei settori in cui sono richieste linee di piega precise e bordi di piega puliti. I campi di applicazione più comuni includono:
- Produzione di pannelli per ascensori
- Lavorazione di lamiere decorative in acciaio inox
- Pannelli di facciata architettonici
- Fabbricazione di armadi e contenitori
- Produzione di mobili in metallo
- Preparazione del pannello composito in alluminio
In questi settori, la profondità e la spaziatura costanti delle scanalature sono essenziali, il che rende la programmazione accurata delle macchine per scanalature orizzontali a V un fattore di produzione fondamentale.
Vantaggi dei sistemi di tipo orizzontale
Rispetto ai sistemi di scanalatura verticale, le macchine orizzontali offrono diversi vantaggi operativi:
- Supporto stabile della lamiera durante la lavorazione di pannelli lunghi
- Riduzione della deformazione del materiale durante il taglio
- Migliore ripetibilità per la produzione in lotti
- Integrazione più semplice con sistemi automatizzati di movimentazione dei materiali
A causa di queste caratteristiche strutturali, la programmazione della macchina per scanalature a V orizzontali deve essere eseguita con una logica parametrica precisa per sfruttare appieno questi vantaggi meccanici.
Sezione principale: dimostrazione di programmazione della macchina per scanalature orizzontali a V
L'aspetto più importante del funzionamento della macchina risiede nella corretta configurazione dei parametri e nella corretta struttura di programmazione. Un inserimento dati errato può causare una geometria della scanalatura errata, prestazioni di piegatura incoerenti o persino interferenze meccaniche.
Fase 1: Inizializzazione della macchina
Prima di iniziare la programmazione della macchina per scanalature a V orizzontali, la macchina deve tornare allo stato di riferimento.
Dopo l'accensione:
- Premere il tasto TUTTO A CASA pulsante
- Assicurarsi che tutti gli assi tornino alla posizione zero
- Conferma che i valori delle coordinate siano stati reimpostati
Il ritorno alla posizione iniziale garantisce che i calcoli di posizionamento successivi siano basati su coordinate di riferimento precise, il che influisce direttamente sulla precisione del posizionamento della scanalatura.
Fase 2: Comprensione dei parametri di programmazione
L'interfaccia di programmazione di un sistema orizzontale richiede in genere i seguenti input:
- Lunghezza della tavola
- Spessore della tavola
- Spaziatura delle fessure (distanza)
- Profondità della scanalatura (Profondità)
- Passate di taglio (circolare)
Ogni parametro gioca un ruolo specifico nella precisione della lavorazione e nel risultato della piegatura.
Logica di input della lunghezza della scheda
Gli operatori devono inserire la lunghezza effettiva della tavola e solitamente aggiungere altri 400-500 mm.
Ad esempio, se la lunghezza del foglio è 3000 mm, l'input del sistema dovrebbe essere di circa 3400 mm.
Questa distanza di spostamento extra garantisce un movimento sicuro della fresa ed evita collisioni durante il posizionamento. Nella programmazione di macchine per scanalature a V orizzontali, una tolleranza di spostamento insufficiente può causare limitazioni meccaniche o errori di posizionamento.
Input spessore scheda
Il sistema richiede il spessore effettivamente misurato, non la specifica nominale.
Poiché il calcolo della profondità della scanalatura è direttamente correlato allo spessore del materiale, un inserimento impreciso dello spessore può comportare:
- Taglio eccessivo
- Sottoscanalatura
- Angoli di curvatura incoerenti
Per una programmazione precisa della macchina per scanalature orizzontali a V, è fondamentale una misurazione accurata dello spessore.
Spaziatura delle fessure (distanza)
La spaziatura delle fessure determina la posizione di ciascuna scanalatura rispetto al bordo della lamiera. Una spaziatura errata influisce sulle dimensioni finali del pezzo e sulla geometria di piegatura.
La spaziatura deve essere calcolata in base al progetto del prodotto finito e alla tolleranza di curvatura.
Profondità della scanalatura (profondità)
La profondità della scanalatura influenza direttamente le prestazioni di piegatura.
- Una scanalatura poco profonda preserva la resistenza strutturale ma richiede una maggiore forza di flessione.
- Una scanalatura più profonda riduce la forza di flessione ma può indebolire l'integrità del materiale.
Durante la programmazione della macchina per scanalature a V orizzontali, la profondità della scanalatura deve essere aumentata gradualmente utilizzando più passate di taglio anziché raggiungere la profondità massima in una sola passata.

Passate di taglio (circolare)
Il taglio a strati migliora la stabilità della lavorazione. Invece di rimuovere il materiale in un'unica passata profonda, più passate distribuiscono uniformemente il carico sull'utensile, riducendo le vibrazioni e migliorando la finitura superficiale.
Questo approccio migliora la coerenza e prolunga la durata dell'utensile.

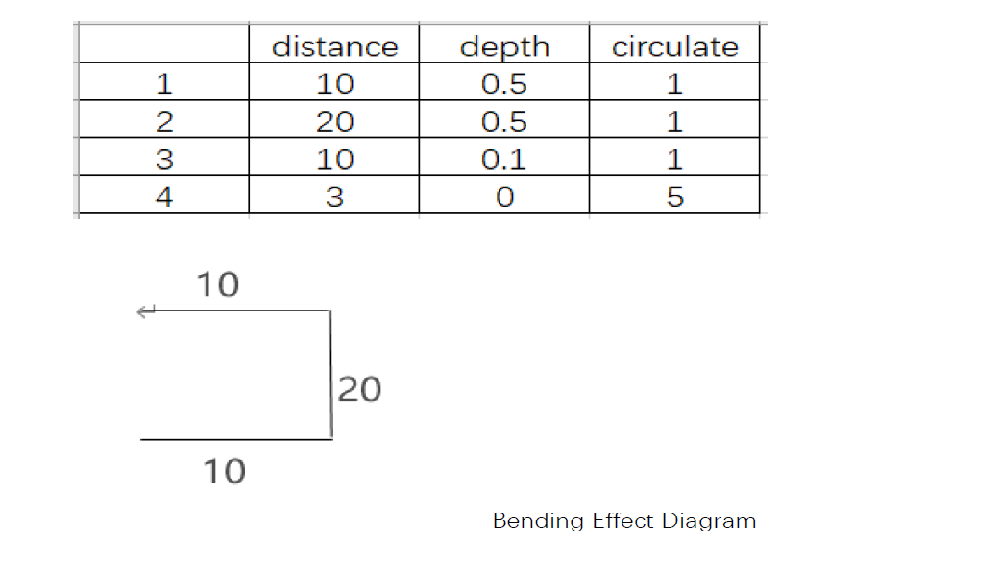
Logica di programmazione della produzione in batch
Per l'elaborazione in batch, la programmazione della macchina per scanalature a V orizzontali include una struttura logica aggiuntiva.
Dovrebbe essere inserita una riga di programmazione aggiuntiva:
- Spaziatura delle fessure pari al totale dei passaggi programmati
- Profondità della scanalatura impostata su 0
- Conteggio ciclico inserito nella colonna di circolazione
Questa configurazione consente al sistema di ripetere automaticamente lo schema delle scanalature senza modificare i parametri di profondità.
Tale logica è essenziale negli ambienti di produzione in cui la ripetibilità e l'efficienza sono fondamentali.
Esempio di programmazione: foglio da 1,0 mm
Condizioni del caso:
- Spessore del materiale: 1,0 mm
- Profondità della scanalatura richiesta: 0,5 mm
- Quantità di produzione: 5 pezzi
La tabella di programmazione dovrebbe includere passate di taglio progressive fino a raggiungere una profondità totale di 0,5 mm, seguite da una linea di ciclo per la ripetizione.
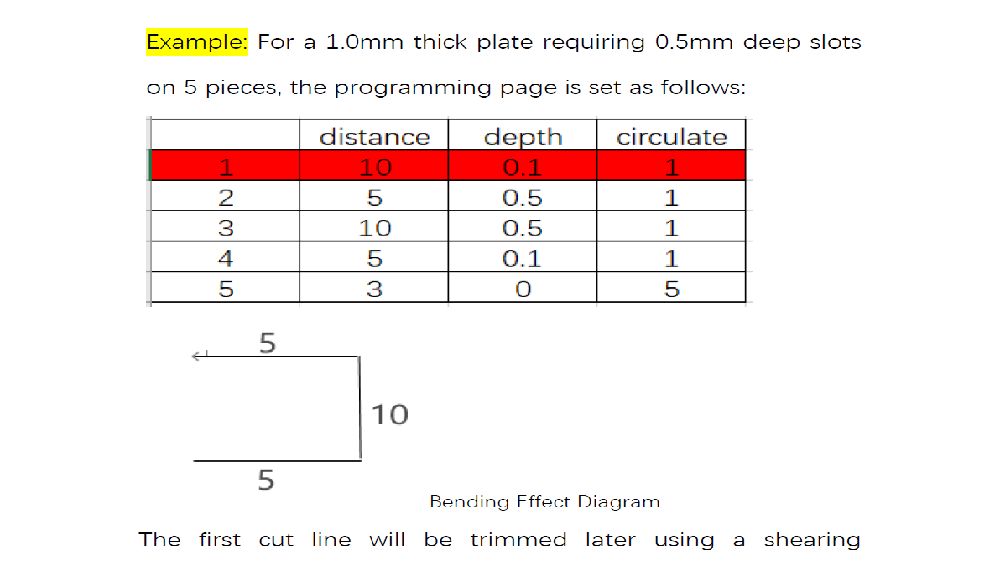
Regola di autorizzazione di sicurezza
Il primo taglio deve superare il valore minimo di gioco di 8 millimetri.
Questo gioco impedisce la collisione tra la fresa e il piedino premistoffa. La prima linea di scanalatura viene solitamente rimossa in un secondo momento utilizzando una cesoia.
Ignorare questa norma di sicurezza durante la programmazione della macchina per scanalature a V orizzontali può causare danni meccanici.
Procedura operativa dopo la programmazione
Una volta completata e verificata la programmazione della macchina per scanalature orizzontali a V:
- Convertire il programma in modalità di lavorazione
- Avviare la pompa dell'olio
- Caricare il materiale
- Fissare il foglio utilizzando il morsetto laterale
- Attiva il posizionamento
- Confermare l'innesto del piedino premistoffa
- Inizia la lavorazione
Eseguire sempre un taglio di prova prima della produzione completa per verificare la precisione della profondità della scanalatura.
Errori comuni di programmazione
Anche gli operatori più esperti possono riscontrare problemi se la logica dei parametri viene trascurata. Tra gli errori più comuni troviamo:
- Dimenticare di aggiungere la lunghezza extra della tavola
- Inserimento dello spessore nominale anziché dello spessore misurato
- Impostazione del primo taglio al di sotto della distanza di sicurezza
- Salto della riga di programmazione del ciclo
- Tentativo di taglio a piena profondità in un'unica passata
Evitare questi errori garantisce una programmazione stabile della macchina per scanalature a V orizzontali e riduce i tempi di fermo della produzione.
Considerazioni di base sulla manutenzione
Sebbene la precisione della programmazione sia fondamentale, la stabilità della lavorazione a lungo termine dipende anche dalla manutenzione ordinaria:
- Controllare regolarmente gli utensili da taglio per verificarne l'usura
- Mantenere una corretta lubrificazione della guida
- Controllare il livello dell'olio idraulico e la stabilità della pressione
- Verificare il gioco del piedino premistoffa
- Eseguire periodicamente il backup dei parametri di programmazione
Un'attrezzatura ben tenuta garantisce risultati costanti nella programmazione delle macchine per scanalature a V orizzontali anche per cicli di produzione prolungati.
Conclusione
Programmazione della macchina per scanalature a V orizzontali è un processo tecnico strutturato che definisce la geometria della scanalatura, la stabilità della lavorazione e le prestazioni di piegatura a valle. Comprendendo la logica dei parametri, applicando i principi di taglio a strati e rispettando le regole di sicurezza, gli operatori possono ottenere risultati costanti e un funzionamento sicuro.
Se abbinata a un'adeguata manutenzione della macchina e a condizioni di produzione controllate, la programmazione accurata della macchina per scanalature a V orizzontali diventa la base per una fabbricazione di lamiere di alta qualità.



