








W nowoczesnym procesie obróbki blachy, poziome maszyny do rowkowania V odgrywają kluczową rolę w przygotowaniu materiałów do precyzyjnego gięcia. W przeciwieństwie do systemów pionowych, maszyny poziome utrzymują blachę w stabilnej pozycji poziomej, co zapewnia lepsze wyrównanie w przypadku długich paneli i obróbki wsadowej.
Podstawą tego sprzętu jest programowanie poziomej maszyny do rowkowania w kształcie litery V, ustrukturyzowany proces, który określa głębokość rowka, odstępy, kolejność skrawania i cykle produkcyjne. Zrozumienie działania tego programowania jest niezbędne do uzyskania spójnych kątów gięcia, zapobiegania kolizjom narzędzi i zapewnienia długoterminowej stabilności obróbki.
W tym przewodniku skupiono się przede wszystkim na demonstracjach programowania i objaśnieniach logiki, ale pokrótce omówiono również zastosowania, zalety systemu i kwestie związane z konserwacją.
Zastosowania poziomych maszyn do rowkowania w kształcie litery V
Poziome maszyny do rowkowania V-kształtnego są szeroko stosowane w branżach, w których wymagana jest precyzja linii gięcia i czyste krawędzie gięcia. Typowe obszary zastosowań obejmują:
- Produkcja paneli windowych
- Obróbka blach dekoracyjnych ze stali nierdzewnej
- Panele elewacyjne architektoniczne
- Produkcja szaf i obudów
- Produkcja mebli metalowych
- Przygotowanie panelu kompozytowego aluminiowego
W tych branżach stała głębokość rowków i odstępy między nimi mają kluczowe znaczenie, dlatego też precyzyjne programowanie poziomej maszyny do rowkowania w kształcie litery V jest kluczowym czynnikiem produkcji.
Zalety poziomych systemów typograficznych
W porównaniu z pionowymi systemami rowkowania, maszyny poziome oferują szereg korzyści operacyjnych:
- Stabilne podparcie arkusza podczas obróbki długich paneli
- Zmniejszone odkształcenie materiału podczas cięcia
- Lepsza powtarzalność produkcji seryjnej
- Łatwiejsza integracja z systemami automatycznego transportu materiałów
Ze względu na te cechy konstrukcyjne programowanie poziomej maszyny do rowkowania w kształcie litery V musi być wykonywane przy użyciu precyzyjnej logiki parametrów, aby w pełni wykorzystać te zalety mechaniczne.
Sekcja główna: Demonstracja programowania poziomej maszyny do rowkowania w kształcie litery V
Najważniejszym elementem działania maszyny jest prawidłowa konfiguracja parametrów i struktura programowania. Nieprawidłowe wprowadzenie danych może skutkować nieprawidłową geometrią rowka, nierównomierną wydajnością gięcia, a nawet zakłóceniami mechanicznymi.
Krok 1: Inicjalizacja maszyny
Przed rozpoczęciem programowania poziomej maszyny do rowkowania w kształcie litery V maszyna musi powrócić do stanu odniesienia.
Po włączeniu zasilania:
- Naciśnij WSZYSTKO W DOMU przycisk
- Upewnij się, że wszystkie osie powrócą do pozycji zerowej
- Potwierdź, że wartości współrzędnych zostały zresetowane
Powrót do pozycji wyjściowej gwarantuje, że późniejsze obliczenia pozycjonowania będą oparte na dokładnych współrzędnych odniesienia, co ma bezpośredni wpływ na precyzję rozmieszczenia rowków.
Krok 2: Zrozumienie parametrów programowania
Interfejs programowania systemu poziomego zazwyczaj wymaga następujących danych wejściowych:
- Długość deski
- Grubość płyty
- Odległość między gniazdami (odległość)
- Głębokość rowka (głębokość)
- Przejścia tnące (obiegowe)
Każdy parametr odgrywa określoną rolę w dokładności obróbki i efekcie gięcia.
Logika wejściowa długości płytki
Operatorzy powinni wprowadzić rzeczywistą długość deski i zazwyczaj dodać dodatkowe 400–500 mm.
Przykładowo, jeżeli długość arkusza wynosi 3000 mm, to wejście systemu powinno wynosić około 3400 mm.
Ta dodatkowa odległość przesuwu zapewnia bezpieczny ruch frezu i zapobiega kolizjom podczas pozycjonowania. W programowaniu poziomych maszyn do rowkowania V, niewystarczający zakres przesuwu może powodować ograniczenia mechaniczne lub błędy pozycjonowania.
Wprowadzanie grubości płyty
System wymaga rzeczywista zmierzona grubość, a nie nominalna specyfikacja.
Ponieważ obliczenie głębokości rowka jest bezpośrednio związane z grubością materiału, nieprawidłowe wprowadzenie grubości może prowadzić do:
- Nadmierne cięcie
- Podżłobienie
- Niezgodne kąty gięcia
Do precyzyjnego programowania poziomych maszyn do wykonywania rowków w kształcie litery V, podstawą jest dokładny pomiar grubości.
Odległość między gniazdami (odległość)
Odstępy między rowkami określają położenie każdego rowka względem krawędzi blachy. Nieprawidłowy odstęp wpływa na wymiary końcowe części i geometrię gięcia.
Odstępy należy obliczyć na podstawie projektu gotowego produktu i tolerancji gięcia.
Głębokość rowka (głębokość)
Głębokość rowka ma bezpośredni wpływ na parametry gięcia.
- Płytkie rowki pozwalają zachować wytrzymałość konstrukcji, ale wymagają użycia większej siły gięcia.
- Głębsze rowki zmniejszają siłę gięcia, ale mogą osłabiać integralność materiału.
Podczas programowania poziomej maszyny do wykonywania rowków w kształcie litery V głębokość rowka należy stopniowo zwiększać, stosując kilka przejść skrawania, zamiast osiągać pełną głębokość za jednym razem.

Przejścia tnące (krążące)
Skrawanie warstwowe poprawia stabilność obróbki. Zamiast usuwania materiału w jednym głębokim przejściu, wielokrotne przejścia równomiernie rozkładają obciążenie narzędzia, redukując wibracje i poprawiając jakość powierzchni.
Takie podejście zwiększa spójność i wydłuża żywotność narzędzi.

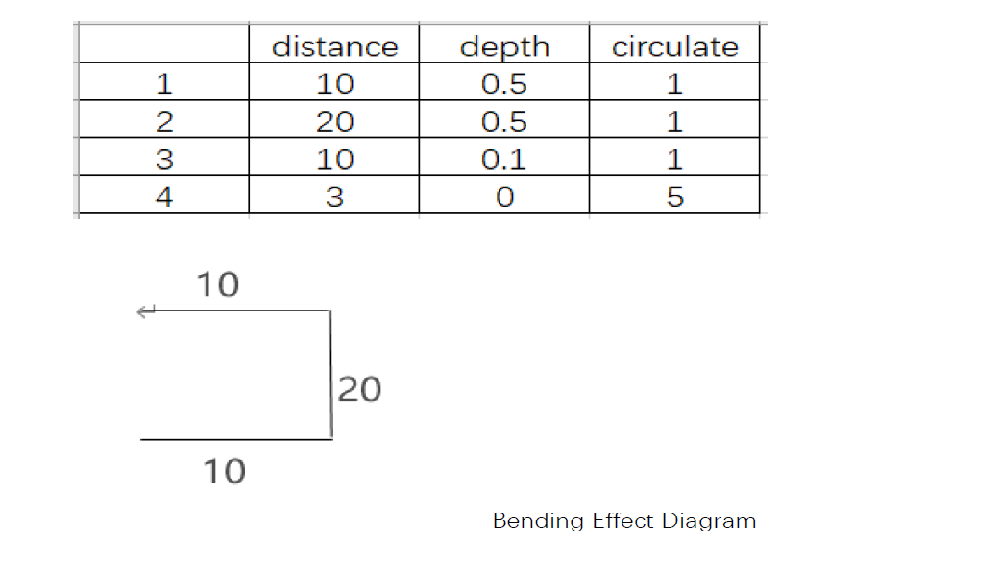
Logika programowania produkcji wsadowej
W przypadku przetwarzania wsadowego programowanie poziomej maszyny do rowkowania w kształcie litery V obejmuje dodatkową strukturę logiczną.
Należy wstawić dodatkową linię programowania:
- Odległość między slotami równa się całkowitej liczbie zaprogramowanych przejść
- Głębokość rowka ustawiona na 0
- Wprowadzono liczbę cykli w kolumnie obiegu
Taka konfiguracja umożliwia systemowi automatyczne powtarzanie wzoru rowków bez konieczności modyfikowania parametrów głębokości.
Taka logika jest niezbędna w środowiskach produkcyjnych, w których powtarzalność i wydajność mają kluczowe znaczenie.
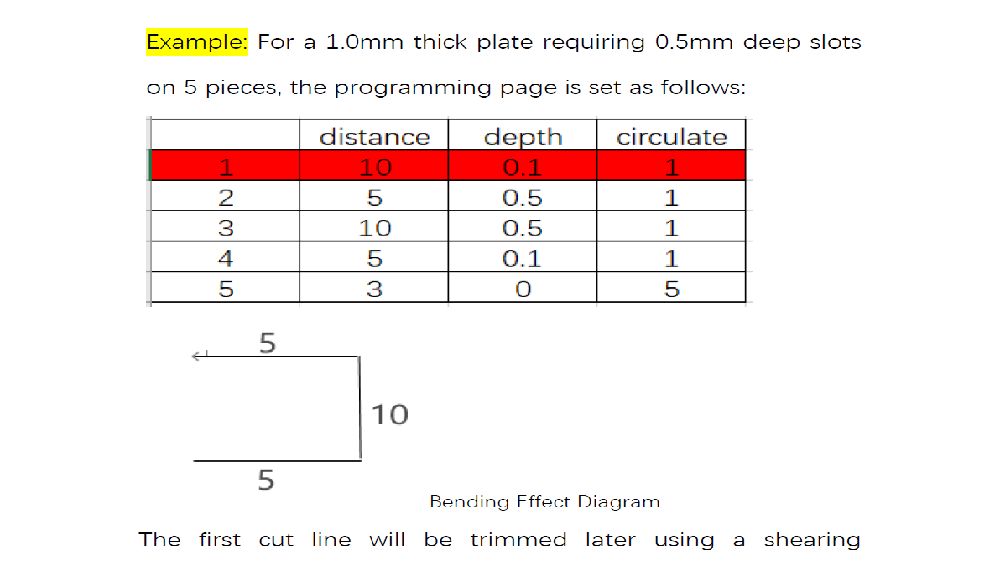
Przykład programowania: Arkusz 1,0 mm
Warunki sprawy:
- Grubość materiału: 1,0 mm
- Wymagana głębokość rowka: 0,5 mm
- Ilość produkcyjna: 5 sztuk
Tabela programowania powinna obejmować progresywne przejścia skrawania aż do osiągnięcia całkowitej głębokości 0,5 mm, po czym powinna następować linia cyklu w celu powtórzenia.
Zasady bezpieczeństwa
Pierwsze cięcie musi przekraczać minimalną wartość prześwitu 8 mm.
Ten odstęp zapobiega kolizji między obcinakiem a stopką dociskową. Pierwszy rowek jest zazwyczaj usuwany później za pomocą nożyc.
Nieprzestrzeganie tej zasady bezpieczeństwa podczas programowania poziomej maszyny do rowkowania V może skutkować uszkodzeniami mechanicznymi.
Procedura obsługi po programowaniu
Po zakończeniu programowania poziomej maszyny do rowkowania w kształcie litery V i jej weryfikacji:
- Konwersja programu do trybu obróbki
- Uruchom pompę olejową
- Załaduj materiał
- Zabezpiecz arkusz za pomocą zacisku bocznego
- Aktywuj pozycjonowanie
- Potwierdź włączenie stopki dociskowej
- Rozpocznij obróbkę
Przed rozpoczęciem produkcji zawsze należy wykonać cięcie próbne w celu sprawdzenia dokładności głębokości rowka.
Typowe błędy programowania
Nawet doświadczeni operatorzy mogą napotkać problemy, jeśli pominie się logikę parametrów. Typowe błędy to:
- Zapomnienie o dodaniu dodatkowej długości deski
- Wprowadzanie grubości nominalnej zamiast grubości zmierzonej
- Ustawienie pierwszego cięcia poniżej prześwitu bezpieczeństwa
- Pomijanie linii programowania cyklu
- Próba cięcia na pełnej głębokości w jednym przejściu
Uniknięcie tych błędów gwarantuje stabilność programowania poziomej maszyny do rowkowania w kształcie litery V i redukuje przestoje w produkcji.
Podstawowe zagadnienia konserwacyjne
Choć dokładność programowania ma kluczowe znaczenie, długoterminowa stabilność obróbki zależy również od rutynowej konserwacji:
- Regularnie sprawdzaj zużycie narzędzi skrawających
- Utrzymuj prawidłowe smarowanie szyny prowadzącej
- Sprawdź poziom oleju hydraulicznego i stabilność ciśnienia
- Sprawdź odstęp stopki dociskowej
- Okresowo wykonuj kopię zapasową parametrów programowania
Dobrze utrzymany sprzęt gwarantuje spójne wyniki programowania poziomych maszyn do rowkowania w kształcie litery V w dłuższych cyklach produkcyjnych.
Wniosek
Programowanie poziomej maszyny do rowkowania w kształcie litery V to ustrukturyzowany proces techniczny, który definiuje geometrię rowka, stabilność obróbki i wydajność gięcia. Dzięki zrozumieniu logiki parametrów, stosowaniu warstwowych zasad cięcia i przestrzeganiu zasad bezpieczeństwa, operatorzy mogą osiągać powtarzalne rezultaty i bezpieczną pracę.
W połączeniu z prawidłową konserwacją maszyn i kontrolowanymi warunkami produkcji, precyzyjne programowanie poziomej maszyny do rowkowania V staje się podstawą wysokiej jakości obróbki blach.



