








В современном листогибочном производстве горизонтальные V-образные фрезерные станки играют решающую роль в подготовке материалов к прецизионной гибке. В отличие от вертикальных систем, горизонтальные станки поддерживают лист в стабильном горизонтальном положении, что обеспечивает лучшее выравнивание при обработке длинных панелей и серийной обработке.
В основе этого оборудования лежит Программирование горизонтального V-образного канавочного станка, Это структурированный процесс, определяющий глубину канавки, расстояние между ними, последовательность резки и производственные циклы. Понимание принципа работы этой программы имеет важное значение для достижения стабильных углов изгиба, предотвращения столкновений инструментов и обеспечения долгосрочной стабильности обработки.
Данное руководство в основном посвящено демонстрациям программирования и объяснениям логики, а также кратко рассматривает области применения, преимущества системы и вопросы обслуживания.
Применение горизонтальных V-образных канавочных станков
Горизонтальные V-образные фрезерные станки широко используются в отраслях промышленности, где требуются точные линии гибки и чистые кромки при сгибании. Типичные области применения включают:
- Производство панелей для лифтов
- Обработка декоративных листов из нержавеющей стали
- Архитектурные фасадные панели
- Изготовление корпусов и шкафов
- производство металлической мебели
- Подготовка алюминиевых композитных панелей
В этих отраслях промышленности крайне важны постоянная глубина и расстояние между канавками, поэтому точное программирование горизонтального V-образного канаворезного станка является ключевым фактором производства.
Преимущества горизонтальных систем
По сравнению с вертикальными системами нарезания канавок, горизонтальные станки обладают рядом эксплуатационных преимуществ:
- Надежная поддержка листового материала во время обработки длинных панелей.
- Снижена деформация материала при резке.
- Улучшенная воспроизводимость результатов при серийном производстве.
- Упрощенная интеграция с автоматизированными системами обработки материалов.
Ввиду этих конструктивных особенностей, программирование горизонтального V-образного канавочного станка должно выполняться с использованием точной логики параметров, чтобы в полной мере использовать эти механические преимущества.
Основной раздел: Демонстрация программирования горизонтального V-образного канавочного станка
Наиболее важным аспектом работы станка является правильная настройка параметров и структура программирования. Неправильный ввод данных может привести к неправильной геометрии канавки, нестабильной производительности гибки или даже к механическим помехам.
Шаг 1: Инициализация машины
Перед началом программирования горизонтального V-образного канавочного станка необходимо вернуть станок в исходное состояние.
После включения питания:
- Нажмите кнопку ВСЕ ДОМА кнопка
- Убедитесь, что все оси вернулись в нулевое положение.
- Убедитесь, что значения координат сброшены.
Возвращение в исходное положение гарантирует, что последующие расчеты позиционирования будут основаны на точных опорных координатах, что напрямую влияет на точность нанесения канавок.
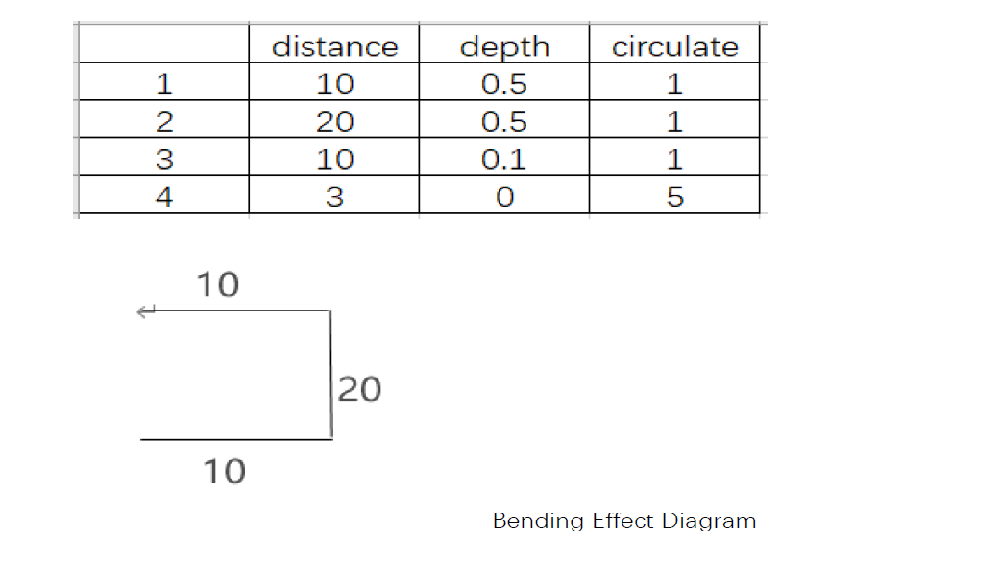
Шаг 2: Понимание параметров программирования
Программный интерфейс горизонтальной системы обычно требует следующих входных данных:
- Длина доски
- Толщина доски
- Расстояние между щелями (расстояние)
- Глубина канавки (Глубина)
- Проходы резки (циркуляция)
Каждый параметр играет определенную роль в точности обработки и результате гибки.
Логика ввода длины платы
Операторам следует ввести фактическую длину платы и, как правило, добавить еще 400–500 мм.
Например, если длина листа составляет 3000 мм, то для ввода в систему следует установить значение приблизительно 3400 мм.
Это дополнительное расстояние перемещения обеспечивает безопасное движение фрезы и предотвращает столкновения во время позиционирования. При программировании горизонтального V-образного канавочного станка недостаточный запас перемещения может привести к механическим ограничениям или ошибкам позиционирования.
Входные данные толщины платы
Система требует фактическая измеренная толщина, а не номинальные характеристики.
Поскольку расчет глубины канавки напрямую связан с толщиной материала, неточный ввод толщины может привести к следующим последствиям:
- Чрезмерная резка
- Подканавочная обработка
- Непостоянные углы изгиба
Для точного программирования горизонтального V-образного канавочного станка принципиально важно точное измерение толщины.
Расстояние между пазами (расстояние)
Расстояние между пазами определяет положение каждого желоба относительно края листа. Неправильное расстояние влияет на окончательные размеры детали и геометрию гибки.
Расстояние между элементами необходимо рассчитывать исходя из конструкции готового изделия и припуска на изгиб.
Глубина канавки (Глубина)
Глубина канавки напрямую влияет на характеристики изгиба.
- Неглубокая канавка сохраняет прочность конструкции, но требует большей силы изгиба.
- Более глубокая канавка снижает изгибающее усилие, но может ослабить целостность материала.
При программировании горизонтального V-образного канавочного станка глубину канавки следует постепенно увеличивать за несколько проходов резания, а не достигать полной глубины за один проход.

Проходы резки (циркуляционный режим)
Послойная резка повышает стабильность обработки. Вместо удаления материала за один глубокий проход, многократные проходы равномерно распределяют нагрузку на инструмент, снижая вибрацию и улучшая качество поверхности.
Такой подход повышает стабильность работы и продлевает срок службы инструмента.

Логика программирования серийного производства
Для пакетной обработки в программирование горизонтального V-образного фрезерного станка включается дополнительная логическая структура.
Необходимо добавить дополнительную строку кода:
- Расстояние между слотами равно общему количеству запрограммированных проходов.
- Глубина канавки установлена на 0
- Количество циклов вводится в столбец «Циркуляция».
Данная конфигурация позволяет системе автоматически повторять рисунок канавок без изменения параметров глубины.
Подобная логика крайне важна в производственных условиях, где повторяемость и эффективность имеют решающее значение.
Пример программирования: лист толщиной 1,0 мм
Условия дела:
- Толщина материала: 1,0 мм
- Требуемая глубина канавки: 0,5 мм
- Количество произведенных изделий: 5 штук
В программном плане следует предусмотреть последовательные проходы резки до достижения общей глубины 0,5 мм, после чего следует циклическая линия для повторения процесса.
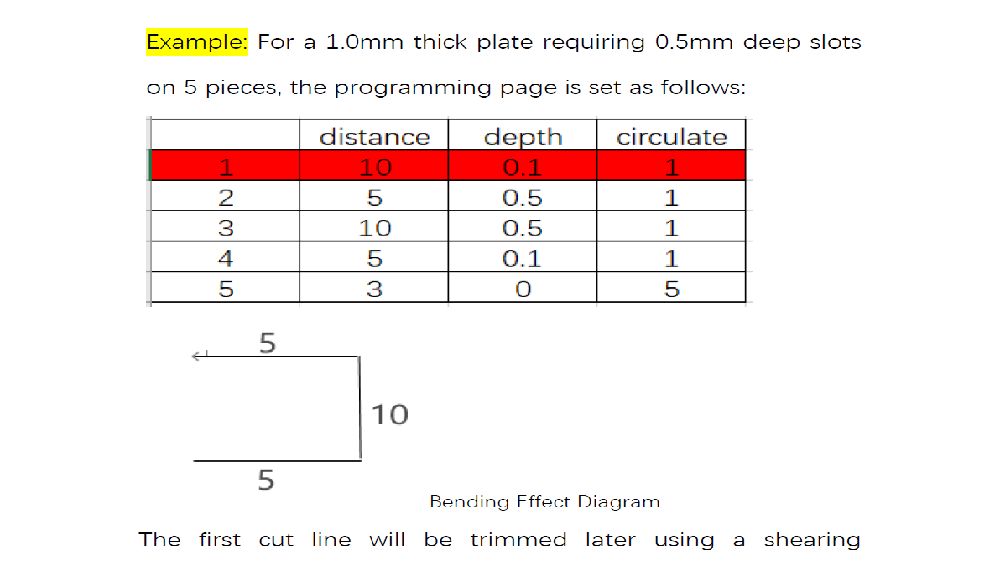
Правило безопасного зазора
Первый срез должен превышать минимальное значение зазора. 8 мм.
Этот зазор предотвращает столкновение между режущим инструментом и прижимной лапкой. Первая линия канавки обычно удаляется позже с помощью ножниц.
Игнорирование этого правила техники безопасности при программировании горизонтального V-образного фрезерного станка может привести к механическим повреждениям.
Порядок работы после программирования
После завершения и проверки программирования горизонтального V-образного канавочного станка:
- Переведите программу в режим обработки.
- Запустите масляный насос.
- Загрузите материал
- Закрепите лист с помощью бокового зажима.
- Активировать позиционирование
- Подтвердите зацепление прижимной лапки.
- Начало обработки
Перед началом серийного производства всегда выполняйте пробную резку, чтобы проверить точность глубины канавки.
Распространенные ошибки программирования
Даже опытные операторы могут столкнуться с проблемами, если упустить из виду логику параметров. Типичные ошибки включают в себя:
- Забыл добавить дополнительную длину доски.
- Ввод номинальной толщины вместо измеренной толщины.
- Установка первого среза ниже безопасного зазора.
- Пропуск строки программирования цикла
- Попытка выполнить резку на всю глубину за один проход.
Избегание этих ошибок обеспечивает стабильное программирование горизонтального V-образного фрезерного станка и сокращает время простоя производства.
Основные аспекты технического обслуживания
Хотя точность программирования имеет решающее значение, долговременная стабильность обработки также зависит от планового технического обслуживания:
- Регулярно проверяйте режущие инструменты на износ.
- Обеспечьте надлежащую смазку направляющей рельсы.
- Проверьте уровень гидравлического масла и стабильность давления.
- Проверьте зазор между прижимной лапкой и лапкой.
- Периодически создавайте резервные копии параметров программирования.
Надлежащим образом обслуживаемое оборудование обеспечивает стабильные результаты программирования горизонтального V-образного канавопрорезного станка на протяжении длительных производственных циклов.
Заключение
Программирование горизонтального V-образного канавочного станка Это структурированный технический процесс, определяющий геометрию канавки, стабильность обработки и характеристики изгиба на последующих этапах. Понимая логику параметров, применяя принципы послойной резки и соблюдая правила безопасного зазора, операторы могут добиваться стабильных результатов и безопасной работы.
В сочетании с надлежащим техническим обслуживанием оборудования и контролируемыми производственными условиями точное программирование горизонтального V-образного фрезерного станка становится основой высококачественной обработки листового металла.



