








في صناعة الصفائح المعدنية الحديثة، تلعب آلات التخديد الأفقية على شكل حرف V دورًا حاسمًا في تجهيز المواد لعملية الثني الدقيق. وعلى عكس الأنظمة الرأسية، تدعم الآلات الأفقية الصفيحة في وضع أفقي ثابت، مما يوفر محاذاة أفضل للألواح الطويلة والمعالجة الدفعية.
يكمن جوهر هذه المعدات برمجة آلة التخديد الأفقي على شكل حرف V, وهي عملية منظمة تحدد عمق الأخاديد، والمسافات بينها، وتسلسل القطع، ودورات الإنتاج. يُعد فهم كيفية عمل هذه البرمجة أمرًا أساسيًا لتحقيق زوايا انحناء متسقة، ومنع تصادم الأدوات، وضمان استقرار عمليات التشغيل على المدى الطويل.
يركز هذا الدليل بشكل أساسي على عروض البرمجة وشرح المنطق، مع تغطية موجزة للتطبيقات ومزايا النظام واعتبارات الصيانة.
تطبيقات آلات التخديد الأفقي على شكل حرف V
تُستخدم آلات التخديد الأفقي على شكل حرف V على نطاق واسع في الصناعات التي تتطلب خطوط ثني دقيقة وحواف طي نظيفة. تشمل مجالات التطبيق الشائعة ما يلي:
- تصنيع لوحات المصاعد
- معالجة الصفائح المزخرفة المصنوعة من الفولاذ المقاوم للصدأ
- ألواح الواجهة المعمارية
- تصنيع الخزائن والأغلفة
- إنتاج الأثاث المعدني
- تجهيز ألواح الألمنيوم المركبة
في هذه الصناعات، يعد عمق الأخاديد والتباعد المتسقين أمرًا بالغ الأهمية، مما يجعل برمجة آلة التخديد الأفقي على شكل حرف V بدقة عاملًا رئيسيًا في الإنتاج.
مزايا الأنظمة الأفقية
بالمقارنة مع أنظمة التخديد الرأسية، توفر الآلات الأفقية العديد من المزايا التشغيلية:
- دعم ثابت للصفائح أثناء تشكيل الألواح الطويلة
- تقليل تشوه المادة أثناء القطع
- تحسين قابلية التكرار للإنتاج على دفعات
- سهولة التكامل مع أنظمة مناولة المواد الآلية
بسبب هذه الخصائص الهيكلية، يجب تنفيذ برمجة آلة التخديد الأفقي على شكل حرف V بمنطق معلمات دقيق للاستفادة الكاملة من هذه المزايا الميكانيكية.
القسم الأساسي: عرض توضيحي لبرمجة آلة التخديد الأفقي على شكل حرف V
يكمن أهم جزء في تشغيل الآلة في ضبط المعلمات بشكل صحيح وهيكلة البرمجة. قد يؤدي إدخال البيانات بشكل غير صحيح إلى هندسة أخدود غير دقيقة، أو أداء انحناء غير متناسق، أو حتى تداخل ميكانيكي.
الخطوة 1: تهيئة الجهاز
قبل البدء في برمجة آلة التخديد الأفقي على شكل حرف V، يجب أن تعود الآلة إلى حالتها المرجعية.
بعد تشغيل الجهاز:
- اضغط على جميع المنازل زر
- تأكد من عودة جميع المحاور إلى وضع الصفر
- تأكد من إعادة ضبط قيم الإحداثيات
يضمن العودة إلى الوضع الأصلي أن تستند حسابات تحديد المواقع اللاحقة إلى إحداثيات مرجعية دقيقة، مما يؤثر بشكل مباشر على دقة وضع الأخاديد.
الخطوة الثانية: فهم معلمات البرمجة
تتطلب واجهة برمجة النظام الأفقي عادةً المدخلات التالية:
- طول اللوح
- سمك اللوح
- تباعد الفتحات (المسافة)
- عمق الأخدود (العمق)
- تمريرات القطع (التداول)
يلعب كل معيار دورًا محددًا في دقة التشغيل الآلي ونتيجة الانحناء.
منطق إدخال طول اللوحة
ينبغي على المشغلين إدخال طول اللوحة الفعلي وإضافة 400-500 مم إضافية عادةً.
على سبيل المثال، إذا كان طول الورقة 3000 مم، فيجب أن يكون إدخال النظام حوالي 3400 مم.
تضمن مسافة الحركة الإضافية هذه حركة آمنة للقاطع وتتجنب الاصطدام أثناء تحديد الموضع. في برمجة ماكينات التخديد الأفقي على شكل حرف V، قد يؤدي عدم كفاية مسافة الحركة إلى قيود ميكانيكية أو أخطاء في تحديد الموضع.
إدخال سمك اللوحة
يتطلب النظام السماكة المقاسة فعليًا, ، وليس المواصفات الاسمية.
لأن حساب عمق الأخدود يرتبط ارتباطًا مباشرًا بسماكة المادة، فإن إدخال سماكة غير دقيقة قد يؤدي إلى:
- القطع المفرط
- التخديد السفلي
- زوايا انحناء غير متناسقة
من أجل برمجة دقيقة لآلة التخديد الأفقي على شكل حرف V، يعد قياس السماكة بدقة أمراً أساسياً.
تباعد الفتحات (المسافة)
تحدد المسافة بين الفتحات موضع كل أخدود بالنسبة لحافة الصفيحة. وتؤثر المسافة غير الصحيحة بين الفتحات على أبعاد القطعة النهائية وهندسة الثني.
يجب حساب المسافات بناءً على تصميم المنتج النهائي وبدل الانحناء.
عمق الأخدود (العمق)
يؤثر عمق الأخاديد بشكل مباشر على أداء الانحناء.
- يحافظ الأخدود الضحل على القوة الهيكلية ولكنه يتطلب قوة انحناء أكبر.
- يؤدي وجود أخدود أعمق إلى تقليل قوة الانحناء ولكنه قد يضعف سلامة المادة.
أثناء برمجة آلة التخديد الأفقي على شكل حرف V، يجب زيادة عمق الأخدود تدريجياً باستخدام عدة تمريرات قطع بدلاً من الوصول إلى العمق الكامل في تمريرة واحدة.

تمريرات القطع (التداول)
تعمل تقنية القطع الطبقي على تحسين استقرار عملية التشغيل. فبدلاً من إزالة المادة بقطع عميق واحد، تعمل عمليات القطع المتعددة على توزيع حمل الأداة بالتساوي، مما يقلل الاهتزاز ويحسن جودة السطح.
يعزز هذا النهج الاتساق ويطيل عمر الأداة.

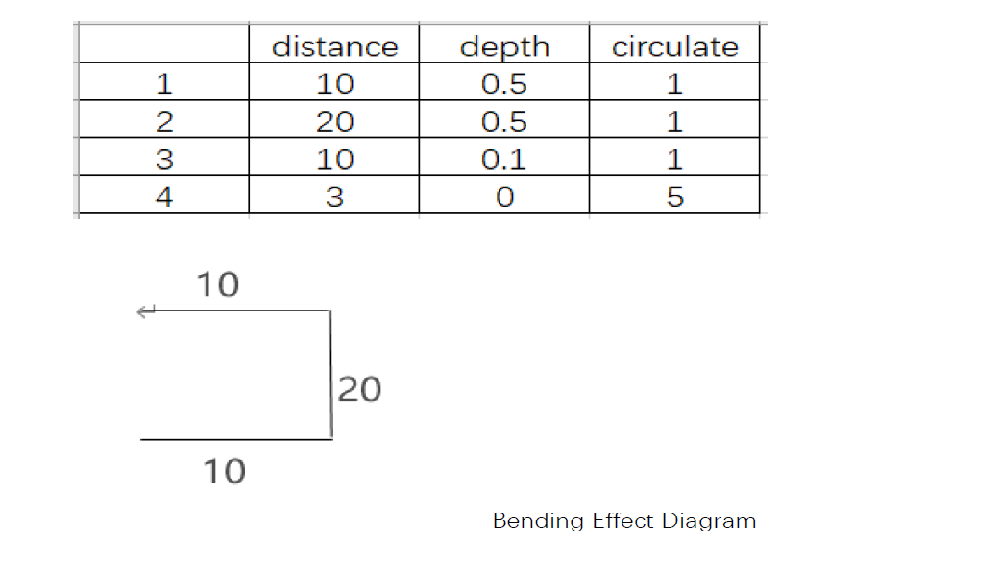
منطق برمجة الإنتاج الدفعي
بالنسبة للمعالجة الدفعية، تتضمن برمجة آلة التخديد الأفقي على شكل حرف V بنية منطقية إضافية.
يجب إدراج سطر برمجي إضافي:
- تباعد الفتحات يساوي إجمالي عدد مرات المرور المبرمجة
- تم ضبط عمق الأخدود على 0
- عدد الدورات المدخلة في عمود التداول
يسمح هذا التكوين للنظام بتكرار نمط الأخدود تلقائيًا دون تعديل معلمات العمق.
يُعد هذا المنطق ضرورياً في بيئات الإنتاج حيث تكون قابلية التكرار والكفاءة أمراً بالغ الأهمية.
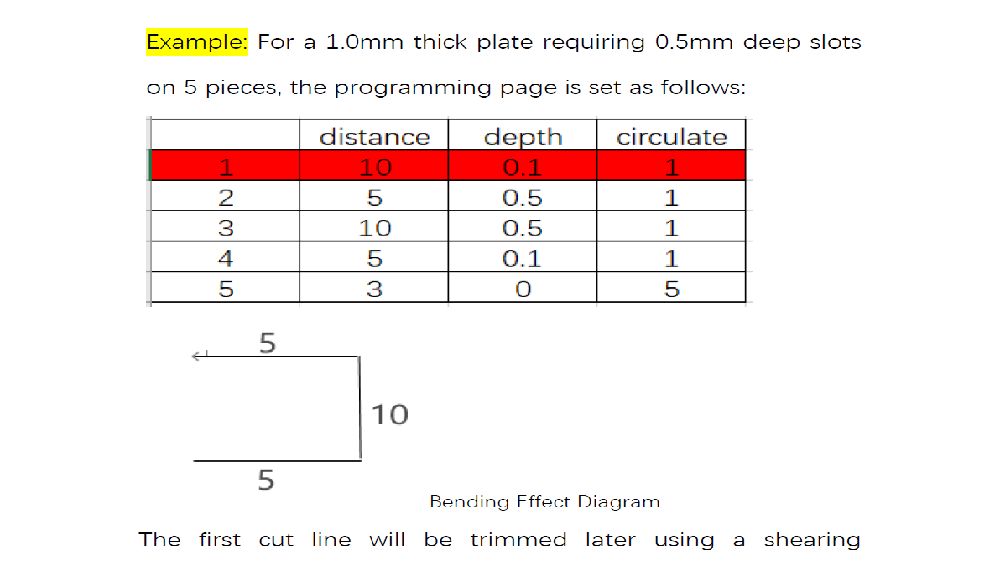
مثال برمجي: ورقة بسمك 1.0 مم
شروط الحالة:
- سُمك المادة: 1.0 مم
- عمق الأخدود المطلوب: 0.5 مم
- كمية الإنتاج: 5 قطع
يجب أن يتضمن جدول البرمجة عمليات قطع متدرجة حتى يصل العمق الإجمالي إلى 0.5 مم، متبوعة بخط دورة للتكرار.
قاعدة تصريح السلامة
يجب أن يتجاوز القطع الأول الحد الأدنى لقيمة الخلوص 8 مم.
تمنع هذه الخلوصات الاصطدام بين أداة القطع وقدم الضغط. وعادةً ما تتم إزالة خط الأخدود الأول لاحقًا باستخدام آلة قص.
قد يؤدي تجاهل قاعدة السلامة هذه أثناء برمجة آلة التخديد الأفقي على شكل حرف V إلى حدوث تلف ميكانيكي.
إجراءات التشغيل بعد البرمجة
بمجرد اكتمال برمجة آلة التخديد الأفقي على شكل حرف V والتحقق منها:
- قم بتحويل البرنامج إلى وضع التشغيل الآلي
- بدء تشغيل مضخة الزيت
- قم بتحميل المواد
- ثبّت الملاءة باستخدام المشبك الجانبي
- تفعيل تحديد الموقع
- تأكد من تثبيت دواسة الضغط
- ابدأ عملية التصنيع
قم دائمًا بإجراء قطع تجريبي قبل الإنتاج الكامل للتحقق من دقة عمق الأخدود.
أخطاء البرمجة الشائعة
حتى المشغلين ذوي الخبرة قد يواجهون مشاكل إذا تم إغفال منطق المعلمات. ومن الأخطاء الشائعة ما يلي:
- نسيان إضافة طول إضافي للوح
- إدخال السماكة الاسمية بدلاً من السماكة المقاسة
- ضبط القطع الأول أسفل مستوى الأمان
- تخطي سطر برمجة الدورة
- محاولة القطع بعمق كامل في تمريرة واحدة
إن تجنب هذه الأخطاء يضمن برمجة مستقرة لآلة التخديد الأفقي على شكل حرف V ويقلل من وقت توقف الإنتاج.
اعتبارات الصيانة الأساسية
على الرغم من أن دقة البرمجة أمر بالغ الأهمية، إلا أن استقرار عمليات التشغيل على المدى الطويل يعتمد أيضاً على الصيانة الدورية:
- افحص أدوات القطع بانتظام للتأكد من عدم وجود تآكل
- حافظ على تزييت قضبان التوجيه بشكل صحيح
- تحقق من مستوى الزيت الهيدروليكي واستقرار الضغط
- تحقق من خلوص دواسة الضغط
- قم بعمل نسخ احتياطية لمعلمات البرمجة بشكل دوري
تضمن المعدات التي تتم صيانتها جيداً نتائج متسقة من برمجة آلة التخديد الأفقي على شكل حرف V على مدار دورات إنتاج ممتدة.
خاتمة
برمجة آلة التخديد الأفقي على شكل حرف V هي عملية تقنية منظمة تحدد هندسة الأخاديد، واستقرار عملية التشغيل، وأداء الثني اللاحق. من خلال فهم منطق المعلمات، وتطبيق مبادئ القطع الطبقي، والالتزام بقواعد خلوص السلامة، يمكن للمشغلين تحقيق نتائج متسقة وتشغيل آمن.
عندما يتم دمجها مع الصيانة المناسبة للآلة وظروف الإنتاج الخاضعة للتحكم، تصبح برمجة آلة التخديد الأفقي على شكل حرف V الدقيقة أساسًا لتصنيع الصفائح المعدنية عالية الجودة.



