








La saisie d'un programme numérique ESA S875 est une tâche courante et essentielle pour les opérateurs de presses plieuses qui ont besoin d'une méthode rapide et précise pour créer des programmes de pliage. Ce guide fournit des explications claires et pratiques pour ceux qui souhaitent comprendre comment saisir un programme numérique ESA S875. Il décrit le fonctionnement de la méthode de programmation numérique ESA S875, les paramètres à saisir et la procédure correcte pour finaliser la configuration. Suivre ce guide garantit une programmation efficace des presses plieuses, minimise les erreurs de saisie et améliore la précision globale du pliage au quotidien.
Comment démarrer une saisie de programme numérique ESA S875
Étape 1 : Création d'un nouveau programme numérique sur ESA S875
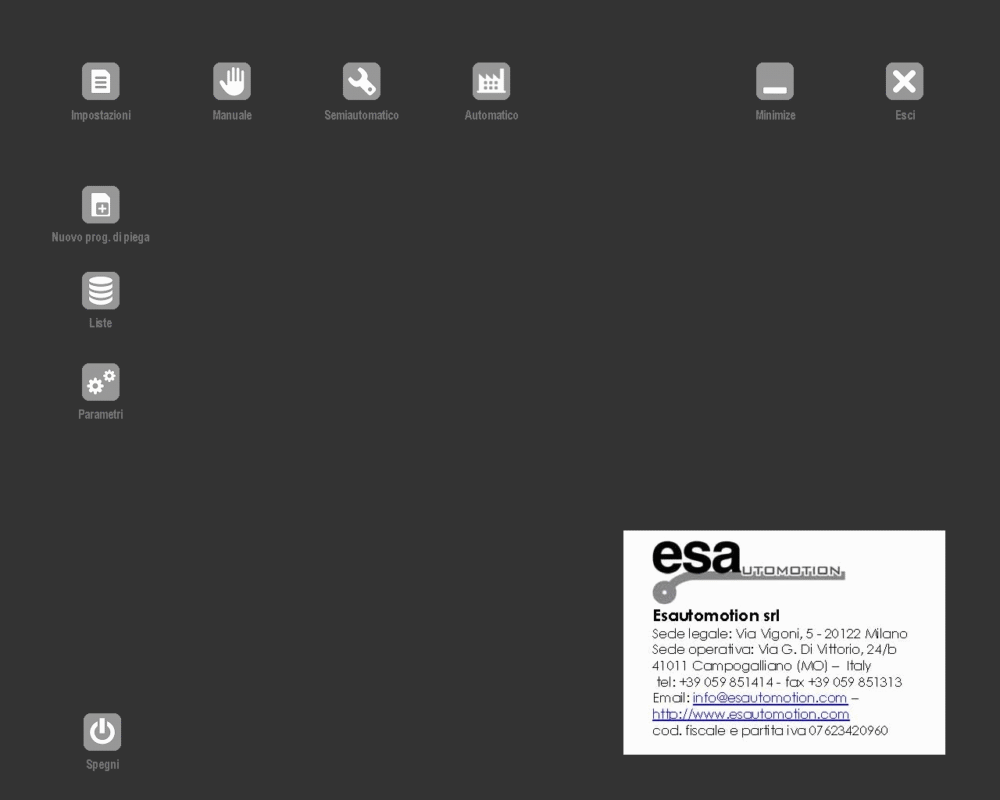
Pour accéder à un programme numérique ESA S875, commencez par accéder à l'interface principale et sélectionnez [Nouveau programme de courbure] du masque Home.
Le mode numérique doit être choisi dans le Num / Gr champ permettant de s'assurer que le programme utilise une logique de calcul numérique plutôt qu'une programmation graphique.
Une fois la confirmation effectuée, le contrôleur ouvre la fenêtre de saisie des données, prête à recevoir les paramètres du programme de pliage.
Données de réglage pour le programme numérique ESA S875
Étape 2 : Sélection du poinçon et de la matrice pour la programmation numérique
Le choix précis des outils est crucial dans un programme numérique ESA S875. Le poinçon et la matrice utilisés pour le pliage doivent déjà figurer dans la bibliothèque d'outils.
L'interface tactile permet une sélection rapide :
- Appuyer sur le champ de poinçonnage ouvre la liste de poinçonnage.
- Le poinçon requis est sélectionné par un double clic ou un double toucher.
- La même procédure est appliquée pour la sélection des matrices
Une fois sélectionnés, le poinçon et la matrice apparaissent dans l'éditeur de programme pour une configuration plus poussée.
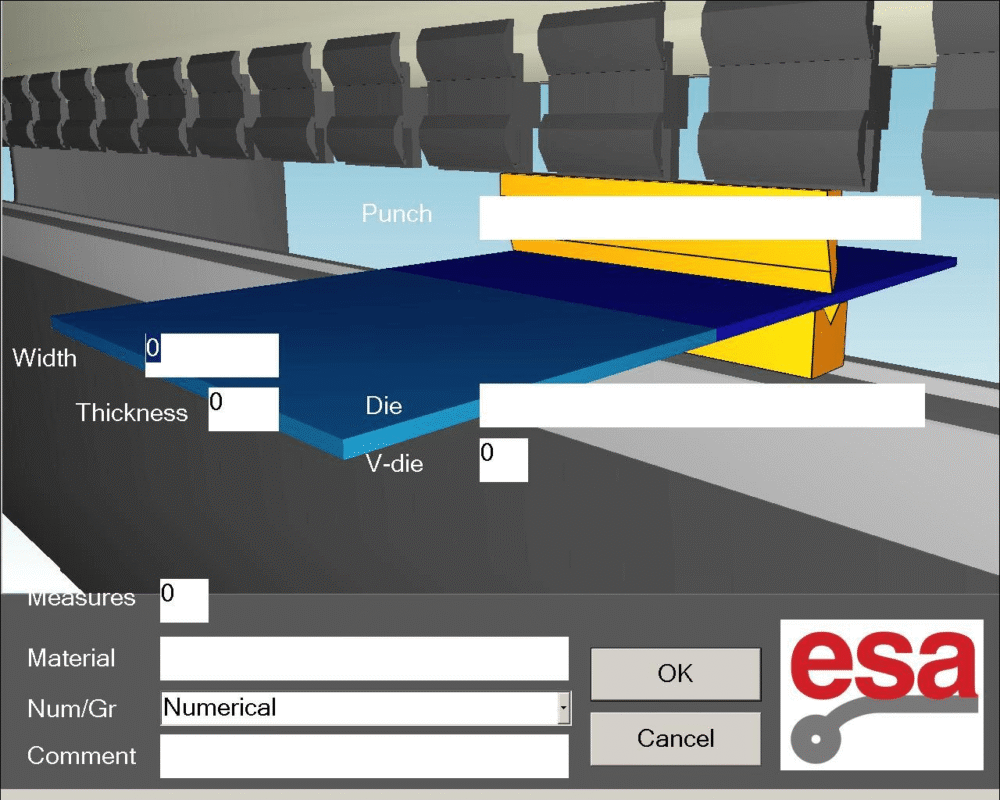
Étape 3 : Saisie des paramètres de la feuille et du matériau
Ensuite, les paramètres de la pièce sont définis :
- Numéro de cavité de la matrice (entrer) 1 (si la matrice ne comporte qu'une seule cavité)
- largeur de la tôle
- épaisseur de la tôle
- Type de matériau et résistance
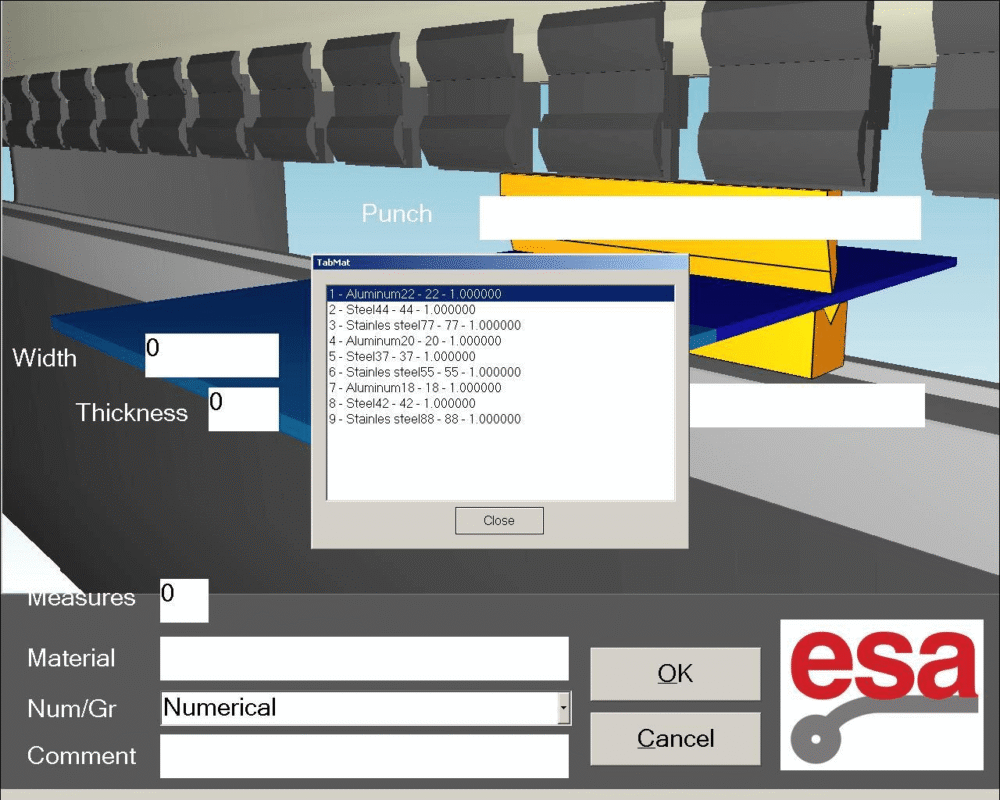
La sélection du champ « Matériau » ouvre le tableau des matériaux, permettant une sélection rapide parmi les valeurs prédéfinies. Le matériau sélectionné s’affiche ensuite automatiquement dans le programme.

Confirmation des données du programme et accès aux paramètres
Étape 4 : Confirmation des données et ouverture du masque des paramètres
Une fois toutes les données des pièces saisies, appuyez sur [Confirmer] accepte les informations et fournit un accès direct à Masque des paramètres.
Depuis le masque des paramètres :
- Vous pouvez accéder Données générales Pour obtenir des informations générales sur le programme, appuyez sur

- Vous pouvez accéder Données de travail pour consulter les positions et les hauteurs calculées en appuyant sur

Cette structure vous permet de contrôler efficacement les paramètres globaux et spécifiques à la courbure.
Définition des courbes dans un programme numérique ESA S875
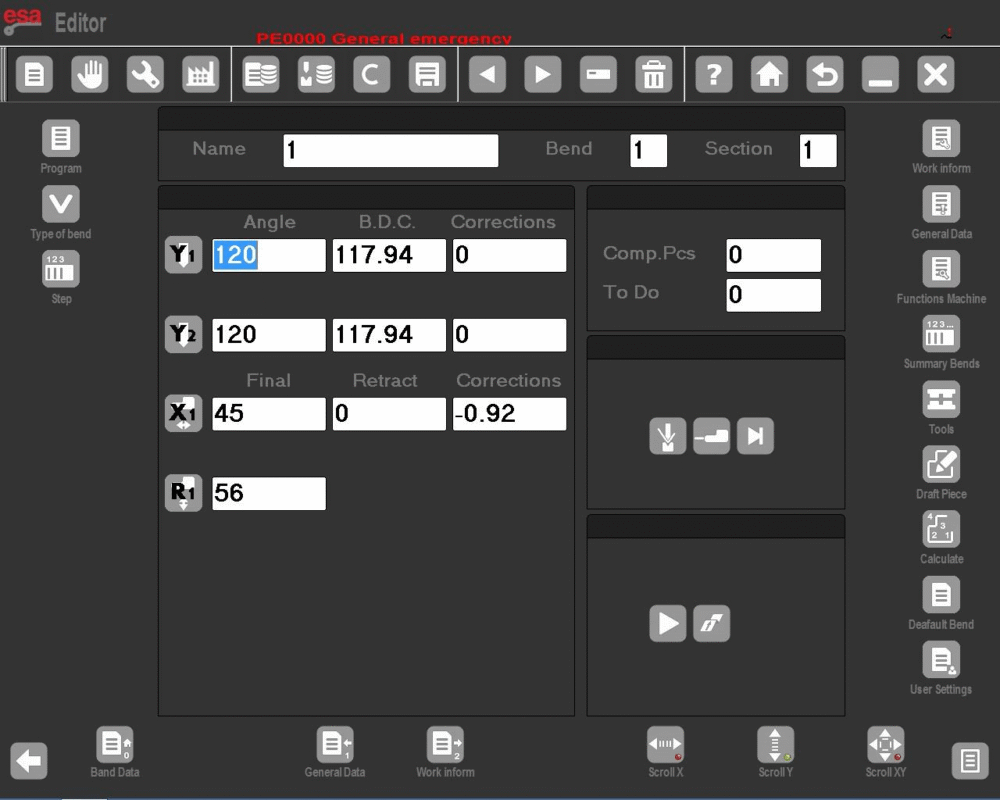
Étape 5 : Définition de l’angle et de la longueur de pliage
Le curseur se déplace vers les champs de définition de pliure, où chaque pliure doit comporter :
- L'angle de courbure requis dans le Angle Y1 champ
- La longueur de courbure dans le Finale X1 champ
D'autres paramètres de pliage, tels que les positions et les corrections du vérin, sont calculés automatiquement par le contrôleur ESA S875, mais peuvent être ajustés manuellement si nécessaire.
Étape 6 : Consultation et gestion des données de travail
Pour consulter les données de pliage détaillées, accédez au pli souhaité et ouvrez le Données de travail fenêtre. Ici, vous pouvez voir :
- Absolu syndrome prémenstruel
- PCV et PCL valeurs
Après avoir examiné, fermer la fenêtre via [Confirmer] ramène l'opérateur à l'interface principale du programme.
Édition et réutilisation des coudes en programmation numérique
Étape 7 : Copie et insertion des coudes
Le programme numérique ESA S875 prend en charge une gestion flexible des coudes. Les coudes peuvent être copiés ou insérés pour accélérer la programmation :
Pour insérer un pli avant un autre, sélectionnez [Entrez l'étape] Pour maintenir la séquence de pliage correcte dans le programme, insérez un pliage avant un autre, sélectionnez [Entrez l'étape], en veillant à respecter la séquence de pliage correcte au sein du programme.
Déplacez-vous jusqu'au virage souhaité, ouvrez le menu et sélectionnez [Copier l'étape] ajouter un coude à la fin de la section
Fonctions avancées du programme numérique ESA S875
Définition et correction du calendrier
Pour les opérations de calandrage, [Calendrier] Cette fonction peut être activée depuis le menu numérique du programme. Les opérateurs peuvent saisir :
- Angle de calandrage
- Rayon
- Longueur du pas
- position d'arrêt initiale
Des corrections peuvent être apportées si l'angle obtenu diffère de l'angle souhaité. La différence est répartie uniformément sur tous les coudes afin d'obtenir des résultats précis.
sertissage, frappe et pliage conique
Les opérations avancées sont également prises en charge dans le cadre du programme numérique ESA S875 :
- Conclure est défini en fixant l'angle Y1 à 0,0 et en ajustant les valeurs PMI
- Frappe ou moulage Les opérations sont saisies directement via le menu et corrigées en ajustant les points morts inférieurs.
- coudes coniques sont créées à l'aide de la fonction Conique, avec calcul automatique des axes X1, X2, Z1 et Z2
Ces fonctions permettent de réaliser des opérations de pliage complexes avec une précision et une efficacité élevées.
Enregistrement et mise à jour d'un programme numérique ESA S875
Étape 8 : Sauvegarde, renommage et mise à jour des programmes
Une fois tous les réglages effectués, le programme numérique ESA S875 peut être enregistré en saisissant un nom de programme et en confirmant.
Le [Enregistrer avec le nom] Cette fonction permet de créer une nouvelle version sans écraser le programme original.
Lorsqu'un poinçon ou une matrice est changé(e), le programme doit être mis à jour à l'aide de [Programme de mise à jour] recalculer toutes les hauteurs et garantir la précision du pliage avant d'exécuter le programme.
Foire aux questions (FAQ)
À quoi sert un programme numérique ESA S875 ?
Le programme numérique ESA S875 permet de créer des programmes de pliage sur presse plieuse en saisissant manuellement les paramètres de pliage, sans recourir à une simulation graphique. Il convient aux pliages standard, aux pièces en série et aux situations exigeant une création de programme rapide et précise.
Pourquoi faut-il définir le poinçon et la matrice avant la programmation numérique ?
Dans un programme numérique ESA S875, le contrôleur calcule la profondeur de pliage, la force et les positions en fonction du poinçon et de la matrice sélectionnés. Des outils non définis ou incorrects peuvent entraîner des calculs inexacts, affectant la qualité du pliage et la sécurité de la machine.
Est-il possible de modifier les paramètres de courbure après la création d'un programme numérique ?
Oui. Les angles de pliage, les longueurs de pliage et les valeurs de correction d'un programme numérique ESA S875 peuvent être modifiés via le masque de paramètres. Le contrôleur recalcule automatiquement tous les paramètres dépendants afin de garantir la précision.
Conclusion
La saisie correcte d'un programme numérique ESA S875 est essentielle pour garantir des résultats de pliage précis, fiables et reproductibles sur les presses plieuses CNC. En suivant la procédure appropriée (création d'un nouveau programme numérique, sélection du poinçon et de la matrice, saisie des paramètres de la tôle et du matériau, définition des angles et longueurs de pliage, et validation de tous les réglages), les presses plieuses effectuent des calculs précis, minimisant ainsi les erreurs de saisie et améliorant la productivité.
Les opérations avancées, notamment le calandrage, le clinchage, le frappage et le pliage conique, sont entièrement prises en charge au sein d'un ESA S875 Programme numérique offrant flexibilité et précision pour les pièces complexes. La mise à jour du programme après chaque changement d'outil est essentielle pour maintenir la précision et garantir un fonctionnement sûr.
Pour bénéficier de conseils professionnels concernant la configuration des programmes numériques ESA S875, l'outillage des presses plieuses ou les solutions de pliage CNC, contactez HARSLE. Des ressources techniques et des guides supplémentaires sur les contrôleurs ESA S875 sont disponibles pour optimiser l'efficacité des programmes et les performances globales de production.



