








Se hai mai avuto problemi con angoli di piegatura incoerenti, sai già quanto sia frustrante Pressa piegatrice Ritorno elastico Può essere. Ho visto molti operatori regolare ripetutamente gli angoli senza comprendere appieno il motivo per cui il materiale continua a "rimbalzare" dopo la piegatura. La verità è che il ritorno elastico è un comportamento fisico naturale del metallo, ma un ritorno elastico eccessivo è qualcosa che possiamo controllare. In questa guida, vi guiderò attraverso metodi pratici e collaudati in officina per ridurre il ritorno elastico della pressa piegatrice, migliorare la precisione di piegatura e ottenere risultati più stabili e ripetibili nella produzione giornaliera.
Cosa causa l'eccessivo Pressa piegatrice Ritorno di fiamma?
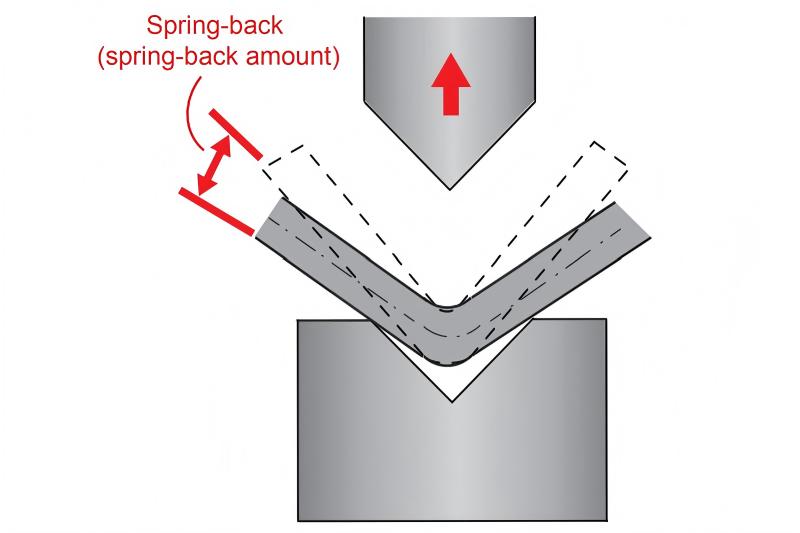
Prima di risolvere il problema, consiglio sempre di comprendere le cause profonde del ritorno elastico eccessivo nella piegatura della lamiera.
Il ritorno elastico si verifica perché il metallo recupera elasticità dopo aver rilasciato la forza di piegatura. Maggiore è la resistenza del materiale e maggiore è il raggio di piegatura, maggiore è l'effetto di ritorno elastico.
I fattori chiave includono:
- Materiali ad alta resistenza alla trazione (come acciaio inossidabile o acciaio ad alta resistenza)
- Grandi aperture V-die
- Forza di flessione insufficiente
- Selezione errata del raggio del punzone
- Programmazione errata dell'angolo nei sistemi di presse piegatrici CNC
Una volta identificato il fattore dominante in un lavoro specifico, posso applicare soluzioni mirate anziché apportare correzioni angolari casuali.
Regolazione dell'angolo di piegatura nella pressa piegatrice CNC
Uno dei metodi più diretti per ridurre il ritorno elastico della pressa piegatrice è la piegatura eccessiva controllata.
Passaggio 1: calcolare il valore di ritorno elastico previsto
Δθ=θi(【E−kσyE)Ri+KntRi+Knt−1】
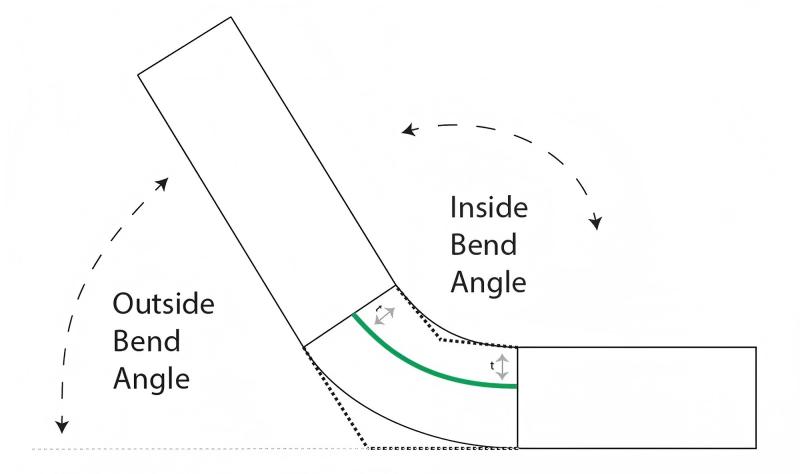
Per prima cosa eseguo una piegatura di prova utilizzando il materiale e lo spessore effettivi. Dopo aver misurato l'angolo effettivo con un goniometro digitale, lo confronto con l'angolo programmato. La differenza mi fornisce il valore del ritorno elastico.
Ad esempio, se programmo 90° e ottengo 92°, so che avrò bisogno di circa 2° di compensazione della sovrapiegatura.
Passaggio 2: applicare la compensazione dell'angolo nel controller
I moderni sistemi CNC come Delem consentono la correzione dell'angolo direttamente nell'interfaccia di controllo. Invece di dover regolare manualmente ogni volta, inserisco il valore di compensazione nel programma per garantire una produzione costante.
Questo metodo è particolarmente efficace per la produzione in serie, in cui la ripetibilità è importante.
Ottimizzazione della selezione degli utensili per ridurre il ritorno elastico
Gli utensili svolgono un ruolo fondamentale nel ridurre al minimo il ritorno elastico della pressa piegatrice.
Scelta dell'apertura corretta della matrice a V
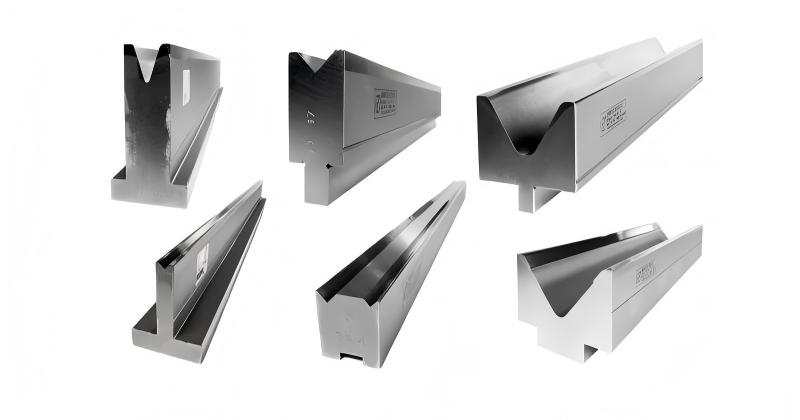
Un errore comune che noto è l'utilizzo di un'apertura della matrice a V troppo ampia. Un'apertura a V più ampia aumenta il raggio di curvatura, che a sua volta aumenta il ritorno elastico.
Come regola generale:
- Per l'acciaio dolce, in genere utilizzo un'apertura a V pari a 6-8 volte lo spessore del materiale.
- Per l'acciaio inossidabile, riduco leggermente l'apertura a V per controllare il recupero elastico.
Selezione di un raggio di punzone più piccolo

Un raggio di punta del punzone più piccolo aumenta la deformazione plastica e riduce la fase di recupero elastico della piega. Tuttavia, devo bilanciare questo con il rischio di cricche, soprattutto quando piego materiali ad alta resistenza.
Aumento della forza di flessione e tecniche di fondo
Un altro modo efficace per ridurre l'eccessivo ritorno elastico della pressa piegatrice è aumentare la profondità di penetrazione.
Flessione in aria vs. fondo
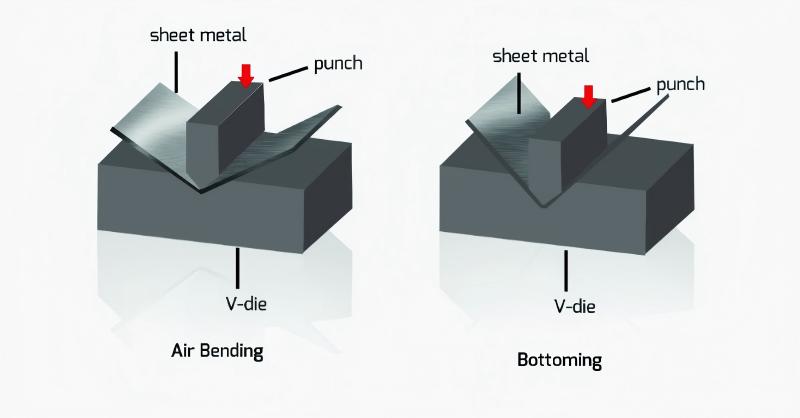
La piegatura in aria produce naturalmente un ritorno elastico maggiore perché il materiale non viene forzato completamente nello stampo.
Se l'applicazione lo consente, a volte passo a:
- Toccando il fondo
- Coniazione
La coniatura, in particolare, riduce significativamente il ritorno elastico poiché il materiale viene deformato plasticamente oltre il suo limite elastico. Tuttavia, richiede un tonnellaggio maggiore e una capacità produttiva adeguata.
Prima di applicare questo metodo, verifico sempre il calcolo del tonnellaggio utilizzando una tabella delle forze di flessione per evitare di sovraccaricare la macchina.
Considerazioni sui materiali per ridurre il ritorno elastico nella lamiera
Materiali diversi si comportano in modo diverso durante la piegatura.
- Acciaio inossidabile 304: da 2 a 3 gradi
- Alluminio dolce: da 1,5 a 2 gradi
- Acciaio laminato a freddo: da 0,75 a 1,0 gradi
- Acciaio laminato a caldo: da 0,5 a 1,0 gradi
- Rame e ottone: da 0,00 a 0,5 gradi
Acciaio ad alta resistenza e acciaio inossidabile

Questi materiali hanno un limite di snervamento più elevato, che aumenta direttamente il ritorno elastico della pressa piegatrice.
Quando piego l'acciaio ad alta resistenza, io:
- Ridurre l'apertura della matrice a V
- Aumentare la compensazione della flessione eccessiva
- Assicurare il posizionamento preciso del registro posteriore
- Eseguire più piegature di prova prima della produzione di massa
Direzione della grana e direzione di laminazione
Controllo anche la direzione della grana del materiale. Piegare perpendicolarmente alla direzione di laminazione può ridurre le crepe e migliorare la consistenza.
Il controllo del materiale viene spesso trascurato, ma influisce notevolmente sulla precisione della piegatura finale.
Calibrazione della macchina e precisione del registro posteriore

Anche una perfetta attrezzatura e compensazione non saranno d'aiuto se la macchina stessa non è calibrata correttamente.
Controllo del parallelismo della RAM
Se il pistone non è parallelo al tavolo, un lato del pezzo potrebbe presentare un ritorno elastico maggiore dell'altro. Controllo regolarmente il parallelismo utilizzando un calibro di precisione.
Calibrazione del sistema di registro posteriore
Quando il posizionamento del registro posteriore non è accurato, la lunghezza della flangia cambia, influenzando indirettamente la costanza dell'angolo di piega. Sapere come calibrare il registro posteriore di una pressa piegatrice è essenziale per ridurre le variazioni.
Una corretta manutenzione e calibrazione riducono al minimo gli errori di flessione cumulativi.
Domande frequenti
Perché il ritorno elastico della pressa piegatrice è più accentuato nell'acciaio inossidabile?
L'acciaio inossidabile ha una maggiore resistenza alla trazione e una maggiore elasticità rispetto all'acciaio dolce, il che si traduce in un maggiore recupero elastico dopo la piegatura.
Qual è il modo migliore per ridurre il ritorno elastico della pressa piegatrice senza cambiare gli utensili?
Il metodo più pratico è l'applicazione di una compensazione controllata della flessione nel controllo CNC dopo aver misurato i risultati del test.
L'aumento del tonnellaggio riduce sempre il ritorno elastico?
Non necessariamente. Aumentare la profondità di penetrazione aiuta, ma un tonnellaggio eccessivo può danneggiare l'utensile. La coniatura o la fresatura controllata sono più efficaci.
Come posso calcolare con precisione il ritorno elastico?
Eseguire una piega di prova, misurare l'angolo finale utilizzando un calibro digitale e confrontarlo con l'angolo programmato. La differenza è il valore di compensazione.
Conclusione
Il ritorno elastico della pressa piegatrice è inevitabile, ma un ritorno elastico eccessivo è controllabile. Conoscendo le proprietà dei materiali, selezionando gli utensili adeguati, applicando un'accurata compensazione della sovrapiegatura e garantendo la calibrazione della macchina, posso migliorare significativamente la precisione di piegatura e la costanza della produzione.
In caso di angoli di piegatura instabili o reclami sulla qualità, inizia ad analizzare i fattori di ritorno elastico invece di modificare ripetutamente i programmi alla cieca. Per una consulenza professionale sulla selezione degli utensili, sul calcolo del tonnellaggio o sulle impostazioni di compensazione CNC, non esitate a contattare il nostro team tecnico. Siamo sempre pronti ad aiutarvi a ottenere risultati di piegatura stabili e di alta precisione.



