








2 semplici regole di correzione meccanica della lamiera
Correzione meccanica La raddrizzatura a freddo è la correzione di pezzi deformati e acciaio deformato mediante attrezzature meccaniche, e generalmente viene utilizzata la raddrizzatura a freddo. La raddrizzatura a freddo è la correzione del pezzo a temperatura ambiente, che viene eseguita mediante martellatura e stiramento. Questa correzione causerà un incrudimento a freddo sulla superficie dell'acciaio, ovvero aumenteranno la resistenza e la durezza e diminuiranno la plasticità e la tenacità. Pertanto, è adatta solo per acciaio a basso tenore di carbonio o alluminio con buona plasticità; quando il grado di deformazione è elevato, si verificheranno crepe o rotture se si utilizza la raddrizzatura a freddo, oppure a causa di una capacità insufficiente dell'attrezzatura, la raddrizzatura a freddo non può superare il punto di snervamento e il pezzo non può essere superato. La rigidità del pezzo è troppo elevata o il materiale del pezzo è molto fragile. Quando la raddrizzatura a freddo non può essere utilizzata, si utilizza la raddrizzatura a caldo. La raddrizzatura a caldo viene eseguita riscaldando l'acciaio a una temperatura elevata di 700~1000 °C con ossiacetilenica. La raddrizzatura a caldo è adatta per acciaio al carbonio e acciaio legato con grandi deformazioni e scarsa plasticità o acciaio a basso tenore di carbonio utilizzato a basse temperature.
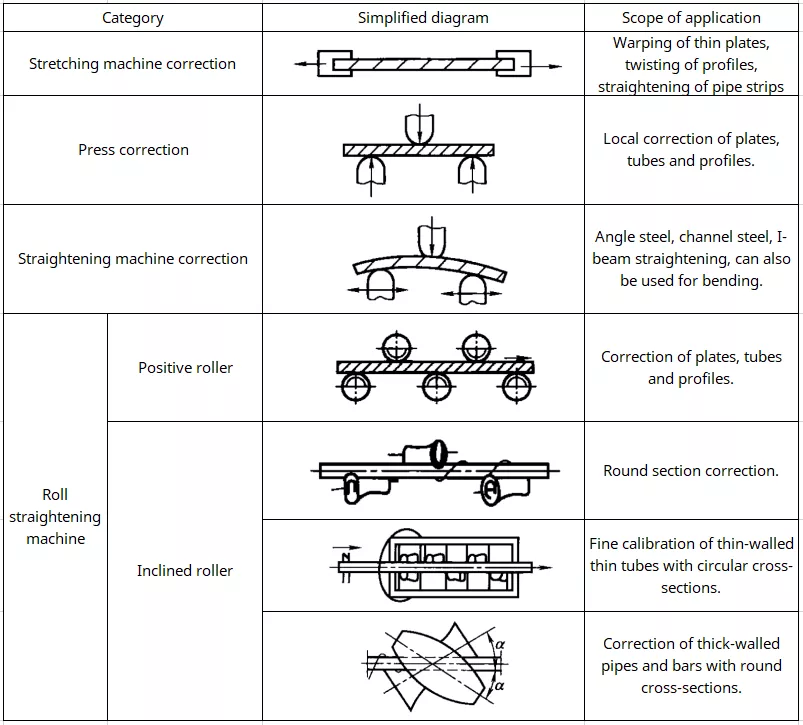
Le attrezzature utilizzate per la raddrizzatura meccanica includono macchina per la laminazione delle lastre, macchina arrotondatrice, macchina livellatrice speciale, macchina raddrizzatrice e varie presse, come presse meccaniche, presse idrauliche, presse a vite, ecc. Il metodo e l'ambito della correzione meccanica sono mostrati nella tabella seguente.
Il metodo di correzione meccanica e il suo ambito di applicazione
1. Correzione meccanica - Correzione delle piastre
La deformazione della lamiera d'acciaio viene generalmente corretta su una spianatrice multirullo. Durante la spianatura, più spessa è la lamiera d'acciaio, più facile è la correzione; più sottile è la lamiera d'acciaio, più facile è la deformazione e più difficile è la correzione. Generalmente, le lamiere d'acciaio con spessore superiore a 3 mm vengono spianate su una spianatrice a cinque o sette rulli, mentre le lamiere d'acciaio sottili con spessore inferiore a 3 mm devono essere spianate su una spianatrice a nove, undici o più rulli.
Il principio di correzione del rotolamento della livellatrice multi-rullo è illustrato nella figura seguente. La parte di lavoro è composta da due file di rulli superiori e inferiori. Solitamente, ci sono da 5 a 11 rulli di lavoro. I rulli attivi sono collegati al corpo macchina tramite cuscinetti e sono azionati da un motore per ruotare; la loro posizione non è regolabile. La colonna soprastante è il rullo motorizzato, che può essere regolato verticalmente tramite una vite manuale o un dispositivo di sollevamento elettrico per modificare la distanza tra le file di rulli superiori e inferiori e adattarsi al livellamento di lamiere di acciaio di diverso spessore.

Durante la laminazione, la piastra d'acciaio si innesta nella rotazione del rullo dell'albero ed è soggetta a forze opposte tra gli alberi del rullo superiore e inferiore, provocando una flessione alternata della piastra d'acciaio con un piccolo raggio di curvatura. Quando la sollecitazione supera il limite di snervamento del materiale, si verifica una deformazione plastica, per cui le fibre con lunghezze originali disuguali nella piastra tendono a essere uniformi durante ripetuti allungamenti e compressioni, per raggiungere lo scopo di correzione.
Esistono due modi principali per disporre i rulli dell'albero di una livellatrice multi-rullo. La figura (a) mostra la correzione parallela delle file di rulli. I rulli dell'albero superiore e inferiore sono disposti in parallelo. Lo spazio tra le file di rulli superiore e inferiore è leggermente inferiore allo spessore della piastra d'acciaio da correggere. Dopo il passaggio, la piastra d'acciaio verrà piegata ripetutamente e quindi livellata dal rullo guida finale.
I due rulli alle estremità della colonna superiore sono rulli di guida, con diametro ridotto, poca forza e nessuna funzione di flessione. Si limitano a guidare la lamiera d'acciaio nel rullo di raddrizzamento o a livellarla quando viene estratta dal rullo di raddrizzamento.
Il rullo di guida può essere regolato individualmente verso l'alto e verso il basso all'altezza desiderata per garantire la livellatura della piega finale della lamiera d'acciaio. Solitamente, la lamiera d'acciaio deve essere fatta scorrere avanti e indietro più volte sulla macchina livellatrice per ottenere una migliore qualità di correzione.
La figura (b) mostra la correzione dell'inclinazione della fila di rulli. La fila di rulli superiore è disposta obliquamente e il collegamento assiale delle file di rulli superiore e inferiore forma un piccolo angolo incluso. Il rullo superiore può essere regolato per il sollevamento e l'angolo di inclinazione può essere modificato tramite il meccanismo angolare. La distanza tra le file di rulli superiore e inferiore aumenta gradualmente verso l'estremità di uscita.
Quando la piastra d'acciaio passa tra le file di rulli, la sua curvatura diminuisce gradualmente; le prime coppie di rulli dell'asse eseguono la piegatura di base della piastra d'acciaio, mentre le restanti coppie di rulli dell'asse generano tensione sulla piastra d'acciaio quando continuano a penetrare. Prima dell'ultimo albero del rullo, la deformazione della piastra d'acciaio sotto l'azione di una forza di trazione aggiuntiva si è avvicinata alla flessione elastica e la piastra d'acciaio è stata corretta. Pertanto, questo tipo di livellatore può migliorare l'effetto di correzione della piastra d'acciaio facendo affidamento sulla forza di trazione aggiuntiva generata dall'albero del rullo posteriore sulla piastra d'acciaio, e non è necessario impostare un rullo di guida che può essere regolato separatamente. Questo tipo di livellatore è utilizzato principalmente per la correzione di lamiere sottili.
A seconda delle diverse forme di deformazione della lamiera, anche le misure adottate durante l'operazione di spianatura variano. La tabella seguente mostra alcune misure speciali che possono essere adottate per correggere lamiere con deformazioni particolari o pezzi grezzi (o parti) di piccole dimensioni su una spianatrice multirullo.
Appiattimento di fogli in diverse situazioni particolari

Generalmente, la lamiera deve passare attraverso la spianatrice multirullo più volte per raggiungere lo scopo. Il numero di correzioni è determinato dall'entità del coefficiente di sollecitazione nella lamiera da correggere. Maggiore è a, più facile è la livellatura. La relazione tra a e il numero di livellature è mostrata nella tabella.
| UN | ≤1 | 4~6 | >6 | ≥10 |
| Tempi piatti | Non può essere livellato | 3 | 1 | Adatto per acciaio ad alta resistenza |

| Numero di rotoli N | 5 | 7 | 9 |
| C | 1.17 | 0.9 | 0.8 |
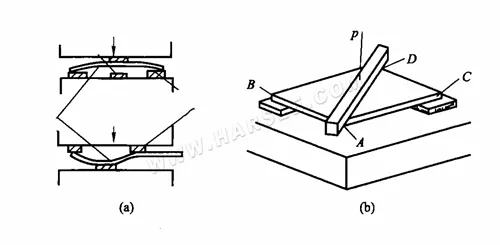
Il livellamento di lamiere spesse può essere solitamente eseguito anche su attrezzature a pressione come presse idrauliche e presse idrauliche. Il metodo per il livellamento con le presse è il seguente: posizionare il pezzo grezzo sul tavolo della pressa, in modo che la parte sporgente sia rivolta verso l'alto e le due più basse. Posizionare due tamponi di uguale spessore come fulcri. Se la curvatura di deformazione del pezzo grezzo è piccola, la distanza del fulcro può essere ridotta, quindi si aggiunge un quadrato di acciaio sulla parte convessa e si preme il quadrato di acciaio fino a quando la parte deformata originale del pezzo grezzo diventa piatta e poi leggermente concava. L'entità della depressione è pari all'entità del ritorno elastico e la lamiera diventa piatta dopo la decompressione. Per evitare sovrapressioni, è possibile posizionare un ferro di sicurezza di spessore appropriato sotto la parte sollecitata e la pressione può essere interrotta quando il pezzo grezzo viene premuto contro il ferro di sicurezza, vedere Figura (a); Per correggere la distorsione, posizionare innanzitutto due tamponi dello stesso spessore in B e C sotto gli angoli diagonali della piastra a contatto con la piattaforma, quindi posizionare una squadra in diagonale sopra gli angoli diagonali di A e D. L'acciaio o la rotaia vengono quindi pressurizzati finché A e D non sono a contatto con la superficie del tavolo e il carico viene rimosso. A questo punto, utilizzare un righello piatto per verificare il livello di planarità. Se non soddisfa i requisiti, aumentare il numero di tamponi in B e C fino a ottenere la correzione, come mostrato in Figura (b).
Se la deformazione della piastra d'acciaio è più complicata, si verificano sia flessioni che distorsioni, la sequenza delle operazioni di livellamento è la seguente: prima correggere la deformazione locale, poi correggere la deformazione complessiva; prima correggere la distorsione e poi correggere la curvatura.
2. Correzione meccanica - Correzione del profilo
La raddrizzatura di tubi, profilati in acciaio e altri profili avviene principalmente a freddo, dove L nella tabella è la lunghezza della corda di piegatura e t è lo spessore della piastra.
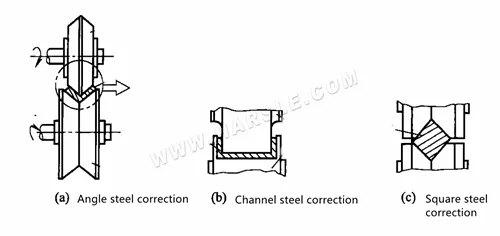
● Il principio di funzionamento della raddrizzatrice multirullo è simile a quello della spianatrice per lamiera. La differenza è che il rullo raddrizzante è un rullo il cui profilo è adattato alla sezione trasversale del profilo da raddrizzare, come mostrato in figura. Per correggere profili diversi, è possibile sostituire rulli con profili diversi. Analogamente al principio della spianatura delle lamiere, quando il profilo passa attraverso le file di rulli superiore e inferiore, viene piegato ripetutamente, in modo che le fibre vengano allungate e corrette. Gli assi dei rulli della macchina a rulli positivi sono paralleli tra loro, il che è adatto a vari profili. La linea dei rulli della macchina a rulli inclinati è iperbolica e la maggior parte di essi è disposta in gruppi (2~3 per gruppo). L'albero del rullo è inclinato per creare la trapunta. Il materiale rotondo raddrizzato produce un ulteriore movimento di rotazione, che migliora l'effetto di correzione ed è adatto per la correzione di tubi, barre e fili.
● Utilizzare una macchina raddrizzatrice per rettificare.
La deformazione da flessione di profilati in acciaio e varie travi saldate può essere corretta anche con il metodo di piegatura inversa della raddrizzatrice per profilati in acciaio. Le parti mobili della raddrizzatrice sono disposte orizzontalmente e sono generalmente a doppia estremità.
Durante il funzionamento, il profilato in acciaio viene posizionato tra il supporto e il tirante di spinta, la parte sporgente viene bloccata dal tirante di spinta, premuta contro il supporto e può essere spostata longitudinalmente. La posizione del supporto può essere opportunamente regolata tramite il volantino di manipolazione per adattarsi ai diversi gradi di flessione del profilato in acciaio. Quando il tirante di spinta è azionato dal motore per il movimento alternato orizzontale, applica periodicamente una spinta al profilato in acciaio corretto, provocandone la flessione nella direzione opposta per raggiungere lo scopo della correzione.
La posizione iniziale del braccio di spinta può essere regolata per controllare l'entità della deformazione. Il tavolo è dotato di rulli per sostenere il profilato in acciaio e ridurre l'attrito durante il suo movimento avanti e indietro. La raddrizzatrice per profilati in acciaio può essere utilizzata anche per la piegatura di profilati in acciaio, essendo una macchina a duplice scopo: piegatura e raddrizzatura.
● Utilizzare la pressa per raddrizzare il profilo. Il principio di raddrizzamento, la sequenza e il metodo della pressa per raddrizzare il profilo e varie travi saldate sono gli stessi della spianatura di lamiere spesse, ma la posizione di posizionamento, la posizione di pressione e la posizione di pressione del pezzo in lavorazione devono essere impostate in modo ragionevole in base alle dimensioni e alla deformazione del pezzo in lavorazione durante il funzionamento. Lo spessore e la posizione del tassello, e se le dimensioni del tassello e dell'acciaio quadrato, il tassello e l'acciaio quadrato sono necessari, ecc., per migliorare la qualità e la velocità della correzione.

Nella tabella sono indicati il raggio minimo di curvatura e la massima deflessione che possono essere raddrizzati a freddo per gli acciai di sezione generale.
Se si supera l'intervallo specificato in questa tabella, è necessario adottare misure di processo appropriate (ad esempio pressatura a caldo, ricottura intermedia del profilo e correzioni multiple) per evitare nuove distorsioni e deformazioni nella sezione durante la correzione.