








Zasada działania giętarki

Zasada działania i regulacja giętarki
Maszyna do gięcia Zasada działania to podstawowa wiedza dla każdego, kto zajmuje się obróbką metali. Jako profesjonalista w tej dziedzinie, często pracuję z giętarkami i zdobyłem dogłębną wiedzę na temat ich działania. W tym artykule wyjaśnię, jak działają te maszyny, umożliwiając precyzyjne i precyzyjne gięcie różnych materiałów. Za pomocą systemów hydraulicznych lub mechanicznych, giętarki wywierają siłę, aby nadać blachom pożądany kąt i kształt. Omówię kluczowe komponenty i procesy, pokazując, jak ta technologia zwiększa wydajność i jakość produkcji. Dołącz do mnie, a zgłębimy mechanikę giętarek i ich kluczową rolę w branży.

⒈Giętarki – Obróć pokrętło, aby precyzyjnie ustawić odległość suwaka w dolnym martwym punkcie, aby uzyskać dodatnią wartość kąta przedmiotu obrabianego; wciśnij uchwyt, lewe sprzęgło zostanie rozłączone, a następnie obróć pokrętło, aby wyregulować suwak między dolnym martwym punktem a powierzchnią roboczą. pochylenie się kąt jest zły.
⒉– Górny ogranicznik suwaka zatrzymuje głowicę, a skok suwaka można regulować w celu zwiększenia wydajności.
⒊– Rozpoczyna się suw roboczy, a po dotknięciu przełącznika stykowego rozpoczyna się prędkość suwu roboczego, którą można regulować potencjometrem.
⒋– Regulacja ciśnienia: jeśli kąt nachylenia przedmiotu obrabianego jest mały i duży po obu stronach, ciśnienie można odpowiednio zwiększyć. W przeciwnym razie należy je zmniejszyć.
⒌– Za panelem przycisków elektrycznych znajduje się kontrolka zasilania, wyłącznik kluczykowy, wyłącznik rozruchu silnika, przycisk zatrzymania awaryjnego, urządzenie wskazujące oraz przełącznik. Potencjometr służy do sterowania długością skoku roboczego, a także może kontrolować czas podtrzymania przedmiotu obrabianego. Przełącznik umożliwia wybór trybu pracy suwaka: posuwu, ruchu pojedynczego i ciągłego.
⒍– Górna forma jest zamocowana za pomocą konstrukcji klinowej, co zapewnia prostoliniowość krawędzi tnącej i jednolitość szczeliny między górną i dolną formą.
⒎–Urządzenie blokujące skrzynkę elektryczną może automatycznie odciąć dopływ prądu w momencie otwarcia drzwi skrzynki elektrycznej, aby zapewnić bezpieczeństwo osobiste podczas prac konserwacyjnych.
⒏– Tylny ogranicznik służy do pozycjonowania płyty w kierunku wzdłużnym i jest regulowany przez silnik.
⒐– W przypadku dolnej matrycy należy wybrać odpowiednią matrycę, w zależności od grubości giętej blachy. Rozmiar otworu powinien być na ogół większy niż 8-krotność grubości materiału.
⒑– Suwak i przełącznik tylnego zderzaka oraz małe pokrętło do precyzyjnej regulacji tylnego zderzaka.
⒒– Przełącznik nożny umożliwia sterowanie suwakiem w górę i w dół, umożliwiając wykonywanie ruchów pojedynczych, ciągłych i skokowych.
Wytyczne dotyczące obsługi i bezpieczeństwa układu hydraulicznego dla giętarek
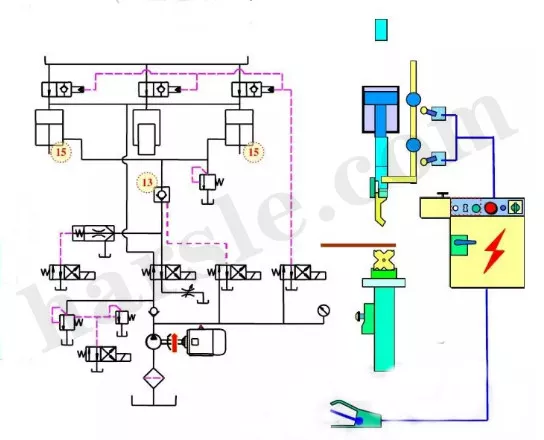
Obrót silnika zgodnie z ruchem wskazówek zegara napędza pompę tłokową osiową, która tłoczy przefiltrowany olej przez rurociąg do płyty zaworowej i zaworu elektromagnetycznego, aby powrócił do skrzynki pocztowej.
Hydrauliczny zawór zwrotny nr 13 zamyka dolną komorę cylindra nr 15, aby suwak pozostał w dowolnym położeniu. W tym momencie zawory elektromagnetyczne nie działają, a olej z pompy olejowej wraca do skrzynki rozdzielczej.
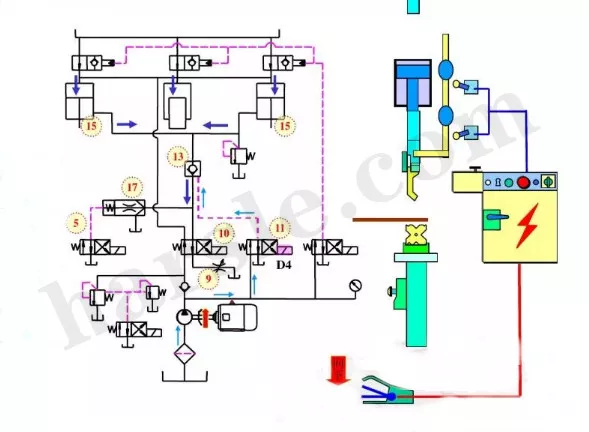
Gdy elektromagnes D4 nr 11 zadziała, suwak opadnie gwałtownie, a olej w dolnej komorze cylindra nr 15 wróci do skrzynki pocztowej przez zawory przepustnicy nr 17 i nr 15, a górna komora cylindra zostanie wypełniona olejem.
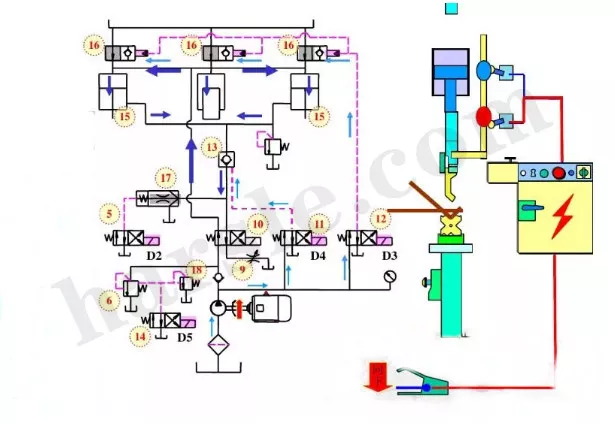
Gdy suwak osiągnie wyłącznik krańcowy, uruchamiają się zawory elektromagnetyczne nr 5 D2, nr 12 D3 i nr 14 D5.
Zawór spłukujący nr 16 i zawór stożkowy nr 17 są zamknięte, olej z pompy olejowej wpływa do cylindra, a suwak nabiera prędkości roboczej.
Zawór bezpieczeństwa wysokiego ciśnienia nr 6 ma zapewnić znamionowe ciśnienie maszyny, a 18. zdalny zawór regulacji ciśnienia jest regulowany w celu uzyskania dopuszczalnego ciśnienia.
Czas pracy elektromagnesów nr 5 D2, nr 11 D3 i nr 14 D5 jest kontrolowany za pomocą przełącznika nożnego, a odległość skoku podczas opuszczania suwaka jest realizowana, a prędkość opuszczania suwaka jest regulowana za pomocą przepustnicy nr 9.

Po zatrzymaniu opuszczania suwaka należy przesunąć stopę, aby nacisnąć przełącznik nożny.
W momencie powrotu elektromagnes D5 lokomotywy nr 14 najpierw miał się zresetować na 2 sekundy, a następnie zostać zwolniony.
Następnie elektromagnesy D1, D2/14 D5 działają na dziesiątym i suwak powraca. Prędkość powrotu jest stała.
Ciśnienie robocze suwu powrotnego wynosi 120 kg/cm2 i jest regulowane za pomocą zaworu bezpieczeństwa nr 10.
⒈– Każdy zawór działa prawidłowo, przewód zasilający jest podłączony niezawodnie, złącze rurowe jest szczelnie połączone i nie ma wycieku oleju.
⒉– Rura jest dobrze podłączona, a złącze antywibracyjne nie wykazuje wycieków oleju.
⒋– Przyłącze węża jest wolne od uszkodzeń i wycieków oleju.
⒌– Cylinder jest dobrze uszczelniony i nie ma wycieków oleju.
⒍– Manometr jest dobry i ma etykietę kontrolną.
⒎– Silnik jest czysty i wentylowany.
⒏– Filtr oleju jest czysty.
⒐– Olej w zbiorniku jest czysty, znak oleju jest wyraźny, poziom oleju jest normalny, a temperatura oleju wynosi 15~60 °C.
Ten Zasada działania giętarki jest świadectwem złożoności inżynierii i postępu technologicznego, który napędza przemysł obróbki metali. HARSLE ucieleśnia te zasady, oferując najwyższej jakości, niezawodne i wszechstronne giętarki dostosowane do specyficznych potrzeb firm na całym świecie. Niezależnie od tego, czy jesteś klientem dużej firmy, dystrybutorem maszyn do obróbki metalu, czy właścicielem zakładu obróbki metalu, HARSLE zapewnia narzędzia i wsparcie niezbędne do zwiększenia Twoich możliwości produkcyjnych i osiągnięcia Twoich celów wytwórczych.
Aby uzyskać więcej informacji na temat HARSLE'A gamę giętarek i innych rozwiązań do obróbki metali, odwiedź naszą stronę oficjalna strona internetowa lub skontaktuj się z naszym profesjonalnym zespołem serwisowym. Dowiedz się, jak HARSLE może usprawnić procesy obróbki metalu dzięki najnowocześniejszej technologii i niezrównanemu wsparciu.











