








Principe de fonctionnement de la cintreuse

Principe de fonctionnement et réglage de la cintreuse
Machine à cintrer Le principe de fonctionnement est une connaissance essentielle pour toute personne travaillant dans la fabrication métallique. En tant que professionnel du secteur, je travaille fréquemment avec des cintreuses et j'ai acquis une connaissance approfondie de leur fonctionnement. Dans cet article, j'expliquerai le fonctionnement de ces machines, permettant des pliages précis et exacts dans divers matériaux. Utilisant des systèmes hydrauliques ou mécaniques, les cintreuses appliquent une force pour façonner les tôles aux angles et formes souhaités. Je détaillerai les composants et les processus clés, démontrant comment cette technologie améliore l'efficacité et la qualité de la fabrication. Rejoignez-moi pour explorer la mécanique des cintreuses et leur rôle essentiel dans l'industrie.

⒈Cintreuses – Tournez le volant pour régler précisément la distance du curseur au point mort bas afin de prendre la valeur d'angle positive de la pièce ; poussez la poignée vers l'intérieur, l'accouplement gauche est désengagé, et tournez le volant pour régler le curseur entre le point mort bas et la surface de travail. flexion l'angle est mauvais.
⒉– La limite supérieure du curseur arrête la tête et la course du curseur peut être ajustée pour augmenter la productivité.
⒊– La course de travail démarre et lorsque l'interrupteur de contact est touché, la vitesse de la course de travail démarre et la vitesse de la course de travail est ajustée par le potentiomètre.
⒋– Réglage de la pression : si l'angle de la pièce est petit et grand aux deux extrémités, la pression peut être augmentée en conséquence. Dans le cas contraire, la pression doit être réduite.
⒌– Le tableau de commande électrique comprend un voyant d'alimentation, un interrupteur à clé, un interrupteur de démarrage du moteur, un bouton d'arrêt d'urgence, un dispositif de pointage et un inverseur. Le potentiomètre permet de contrôler la durée de la course de travail et le temps de maintien de la pièce. L'inverseur permet de sélectionner le mode de déplacement par à-coups, simple ou continu du curseur.
⒍– Le moule supérieur est fixé et fixé par une structure en coin pour assurer la rectitude du tranchant et l'uniformité de l'écart entre les moules supérieur et inférieur.
⒎–Le dispositif de verrouillage mécanique du boîtier électrique peut couper automatiquement l'alimentation lors de l'ouverture de la porte du boîtier électrique pour assurer la sécurité personnelle pendant la maintenance.
⒏– La butée arrière sert à positionner la plaque dans le sens longitudinal et est réglée par le moteur.
⒐– Pour la matrice inférieure, en fonction de l'épaisseur de la tôle pliée, sélectionnez la matrice appropriée et la taille de l'ouverture doit généralement être supérieure à 8 fois l'épaisseur du matériau.
⒑– Interrupteur à bouton-poussoir du curseur et de la butée arrière, et petit volant pour le réglage fin de la butée arrière.
⒒– La pédale de commande actionne le curseur de haut en bas pour effectuer des mouvements de jogging, simples et continus.
Consignes de fonctionnement et de sécurité du système hydraulique pour les cintreuses
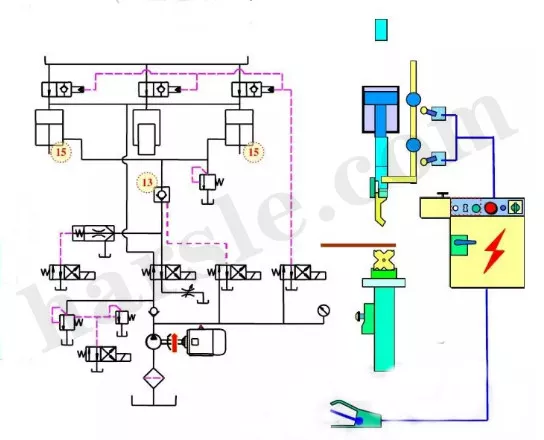
La rotation dans le sens des aiguilles d'une montre du moteur entraîne la pompe à piston axial pour faire passer l'huile filtrée à travers le pipeline dans la plaque de soupape et l'électrovanne pour revenir à la boîte aux lettres.
Le clapet anti-retour de commande hydraulique n° 13 ferme la chambre inférieure du vérin n° 15 pour immobiliser le coulisseau dans n'importe quelle position. À ce moment, les électrovannes sont inactives et l'huile de la pompe retourne à la boîte à lettres.
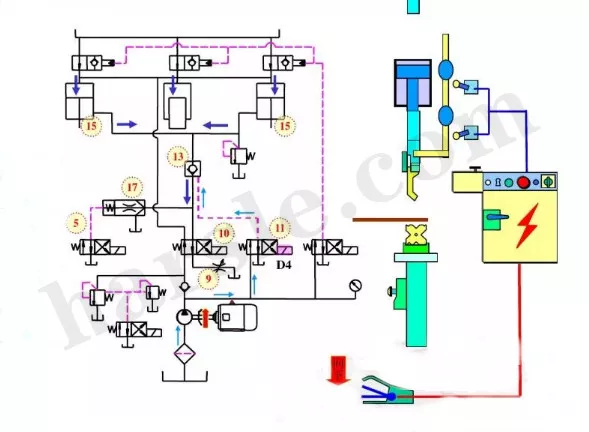
Lorsque l'électro-aimant n° 11 D4 fonctionne, le curseur descend rapidement et l'huile de la chambre inférieure du cylindre n° 15 est renvoyée vers la boîte aux lettres via les papillons des gaz n° 17 et n° 15, et la chambre supérieure du cylindre est remplie d'huile.
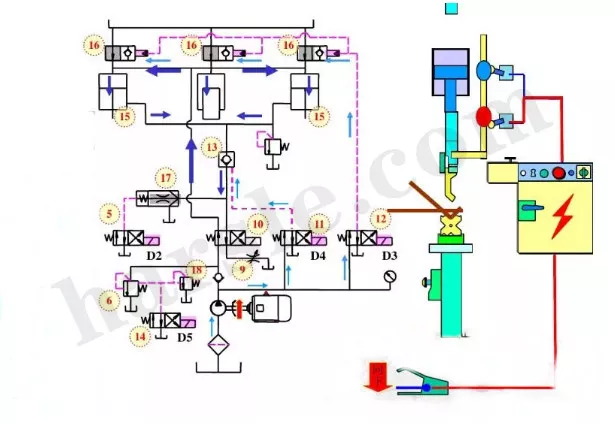
Lorsque le curseur atteint l'interrupteur de fin de course, les électrovannes n° 5 D2 et n° 12 D3, n° 14 D5 fonctionnent.
La vanne de chasse n° 16 et la vanne conique n° 17 sont fermées, et la sortie d'huile de la pompe à huile entre dans le cylindre et le curseur entre dans la vitesse de travail.
La soupape de décharge haute pression n° 6 sert à garantir la pression nominale de la machine, et la 18e soupape de régulation de pression à distance est réglée pour obtenir la pression admissible.
Le temps de fonctionnement des électroaimants n° 5 D2, n° 11 D3 et n° 14 D5 est contrôlé par la pédale de commande, et la distance de jogging lorsque le curseur est abaissé est réalisée, et la vitesse à laquelle la vitesse du curseur est abaissée est ajustée par le papillon des gaz n° 9.

Après avoir arrêté l'action d'abaissement du curseur, déplacez le pied pour appuyer sur la pédale.
Au moment du retour, l'électro-aimant n°14 D5 devait d'abord se réarmer pendant 2 secondes puis se relâcher.
Ensuite, l'électroaimant D1, n° 5, D2/14, D5 fonctionne le 10, et le curseur revient. La vitesse de retour est constante.
La pression de travail de la course de retour est de 120 kg/cm2, qui est réglée par la soupape de décharge n° 10.
⒈– Chaque vanne fonctionne normalement, le cordon d’alimentation est connecté de manière fiable, le joint du tuyau est étroitement connecté et il n’y a pas de fuite d’huile.
⒉– Le tuyau est bien connecté et le joint de tuyau anti-vibration n'a aucune fuite d'huile.
⒋– Le raccord du tuyau est exempt de dommages et de fuites d’huile.
⒌– Le cylindre est bien scellé et il n’y a aucune fuite d’huile.
⒍– Le manomètre est bon et possède une étiquette d’inspection.
⒎– Le moteur est propre et ventilé.
⒏– Le filtre à huile est propre.
⒐– L’huile du réservoir d’huile est propre, la marque d’huile est claire, le niveau d’huile est normal et la température de l’huile est de 15 à 60 °C.
Le Principe de fonctionnement de la cintreuse est un témoignage de l’ingénierie complexe et des avancées technologiques qui animent l’industrie métallurgique. HARSLE Incarne ces principes en proposant des cintreuses de haute qualité, fiables et polyvalentes, adaptées aux besoins spécifiques des entreprises du monde entier. Que vous soyez un acheteur de grande entreprise, un distributeur de machines pour le travail des métaux ou un fabricant de métaux, HARSLE fournit les outils et le soutien nécessaires pour améliorer vos capacités de production et atteindre vos objectifs de fabrication.
Pour plus d'informations sur HARSLE gamme de cintreuses et autres solutions de travail des métaux, visitez notre site officiel ou contactez notre équipe de service professionnelle. Découvrez comment HARSLE peut améliorer vos processus de fabrication de métal avec une technologie de pointe et un support inégalé.











