








Problem z zaciskiem giętarki do rur to często pierwsza rzecz, na którą zwracają uwagę operatorzy, gdy gięcie nie przebiega zgodnie z oczekiwaniami, zwłaszcza gdy rura nie jest mocno trzymana podczas gięcia. Jeśli chcesz zrozumieć przyczynę tego problemu, jesteś we właściwym miejscu. W tym artykule omówię najczęstsze czynniki powodujące słabą wydajność zacisku, wyjaśnię, jak każdy problem wpływa na jakość gięcia oraz pokażę praktyczne sposoby szybkiej diagnozy i rozwiązania problemu. Moim celem jest udzielenie Ci jasnych i praktycznych wskazówek, które pomogą Ci utrzymać dokładny, stabilny i niezawodny proces gięcia rur.
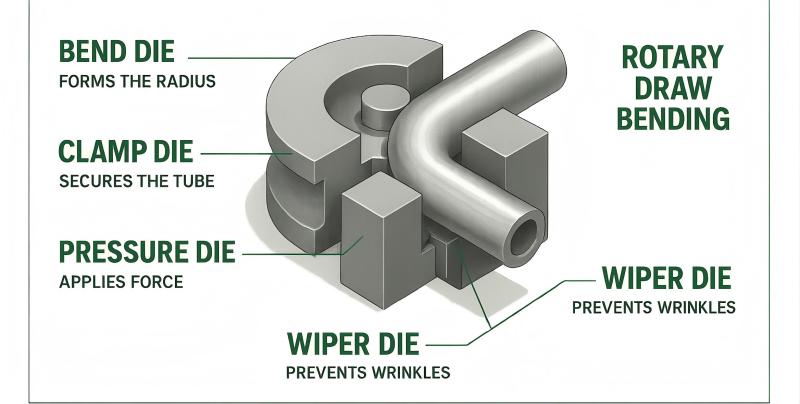
Główne czynniki powodujące Giętarka do rur Problem z zaciskaniem
Zużyte lub uszkodzone matryce zaciskowe w giętarkach do rur

Jedną z najczęstszych przyczyn problemów z zaciskaniem giętarki do rur jest nadmierne zużycie matryc zaciskowych. Z biegiem czasu tarcie, duża produkcja i gięcie twardych materiałów mogą spowodować, że powierzchnia matrycy stanie się gładka lub nierówna. Gdy zacisk nie może pewnie chwycić rury, materiał ślizga się podczas gięcia, co powoduje powstawanie zmarszczek, deformacji promieni lub niedokładnych kątów. Regularne kontrole pomagają wcześnie wykryć oznaki zużycia, co pozwala na regenerację powierzchni lub wymianę matrycy, zanim wpłynie to negatywnie na dokładność gięcia.
Nieprawidłowe ustawienia ciśnienia zacisku Giętarka do rur
Nieprawidłowa regulacja ciśnienia jest kolejnym kluczowym czynnikiem. Zbyt niska siła zacisku spowoduje ślizganie się rury; zbyt wysoka może spowodować jej odkształcenie lub spłaszczenie. Zawsze zalecam weryfikację ustawień ciśnienia dla każdego materiału i grubości rury. Nowoczesne giętarki do rur CNC zazwyczaj zawierają wykresy ciśnienia lub zalecane wartości od producenta. W przypadku maszyn ręcznych może być konieczna stopniowa regulacja i testowanie, aż rura będzie mocno trzymana bez uszkodzeń.
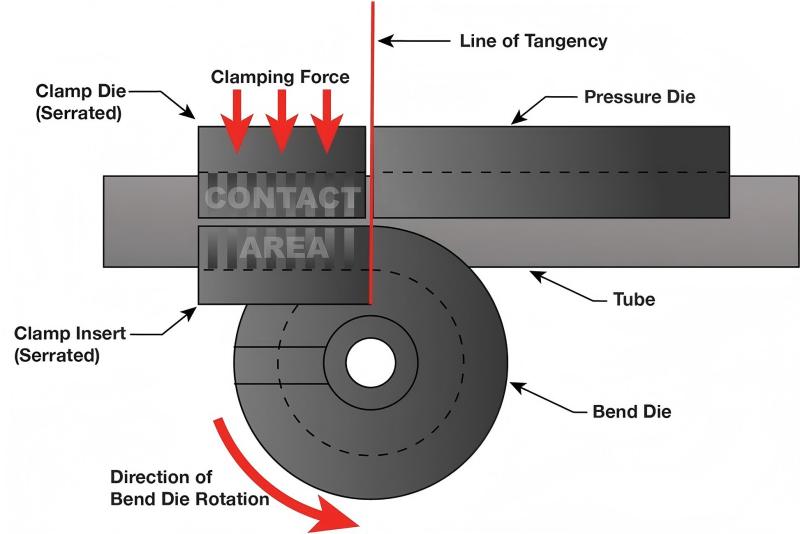
Niewłaściwie ustawione zaciski i matryce dociskowe
Niewspółosiowość występuje, gdy matryca zaciskowa i matryca dociskowa nie są równoległe lub nie są prawidłowo ustawione względem matrycy gnącej. Nawet niewielkie przesunięcie zmniejsza kontakt powierzchni i powoduje nierówny chwyt. Niewspółosiowość może wystąpić z powodu zużycia szyny prowadzącej, poluzowanych śrub lub nieprawidłowego montażu po konserwacji. Aby temu zaradzić, sprawdzam współosiowość matrycy za pomocą liniału lub płytki wzorcowej i w razie potrzeby ponownie kalibruję jej położenie. Prawidłowe współosiowość zapewnia idealne ułożenie rury w zestawie narzędzi podczas gięcia.
Zanieczyszczenia na powierzchniach rur wpływające na uchwyt zaciskowy
Kurz, olej chłodząco-smarujący, pozostałości chłodziwa lub wióry metalowe na powierzchni rury zmniejszają tarcie niezbędne do bezpiecznego zaciskania. W przypadku nagromadzenia się zanieczyszczeń, nawet idealnie dopasowany zacisk może nie utrzymać rury. Przed gięciem zalecam przetarcie rury czystą szmatką lub odtłuszczaczem. Równie ważne jest utrzymanie matryc zaciskowych w czystości, ponieważ olej lub zanieczyszczenia na powierzchni matrycy mogą powodować ten sam problem. Dobre przygotowanie materiału znacznie poprawia powtarzalność gięcia.
Użycie niewłaściwego materiału rury lub nieprawidłowej średnicy
Problem z zaciskaniem giętarki do rur może również wynikać z różnic materiałowych. Miękkie metale, takie jak aluminium, wymagają innego sposobu zaciskania niż stal czy stal nierdzewna. Ponadto rury o nieregularnym kształcie lub nierównomiernej grubości ścianek nie będą prawidłowo przylegać do matryc. Pracując z rurami od różnych dostawców, zawsze przed gięciem sprawdzam tolerancję średnicy i stan powierzchni. Upewnienie się, że materiał spełnia specyfikacje gięcia maszyny, znacznie zmniejsza problemy z zaciskaniem.
Problemy z układem hydraulicznym lub serwo w giętarkach do rur CNC

W przypadku giętarek do rur CNC i NC, ciśnienie zacisku jest kontrolowane przez układy hydrauliczne lub serwo. Nieszczelność układu hydraulicznego, zużyte uszczelnienie lub niestabilny serwosilnik mogą powodować wahania ciśnienia. Problemy te prowadzą do nierównomiernego zacisku podczas cyklu gięcia. Jeśli siła zacisku wydaje się niestabilna lub wskazania manometru ulegają wahaniom, sprawdzam poziom płynu hydraulicznego, sprawdzam przewody i weryfikuję, czy układ serwo jest prawidłowo skalibrowany. Rozwiązanie tych problemów pomaga przywrócić stabilną wydajność zacisku.
Jak krok po kroku rozwiązać problem z zaciskaniem giętarki do rur
Krok 1 – Sprawdź zużycie matryc zaciskowych
Pierwszym krokiem jest zawsze kontrola wizualna. Należy zwrócić uwagę na zarysowania powierzchni, zużycie lub nierównomierne zużycie. Jeśli matryce są zużyte, najszybszym rozwiązaniem jest wymiana.
Krok 2 – Sprawdź i wyreguluj siłę zacisku
Sprawdź zalecane ustawienia ciśnienia dla danego rodzaju materiału i grubości ścianki. Reguluj je stopniowo, aż rurka przestanie się ślizgać.
Krok 3 – Zapewnienie prawidłowego wyrównania wszystkich matryc
Użyj precyzyjnych narzędzi, aby sprawdzić, czy matryca zaciskowa i matryca dociskowa są równoległe. W razie potrzeby wyreguluj ustawienie.
Krok 4 – Wyczyść rurę i narzędzia
Usuń olej, kurz i wióry z powierzchni rury. Wyczyść matryce rozpuszczalnikiem, aby poprawić przyczepność.
Krok 5 – Ocena jakości rury przed gięciem

Sprawdź okrągłość rurki, spójność średnicy i wykończenie powierzchni. W razie potrzeby wymień rurki niskiej jakości.
Krok 6 – Sprawdź układy hydrauliczne lub serwo
Sprawdź szczelność, niski poziom płynu, błędy czujników lub niestabilne ciśnienie wyjściowe. Prawidłowa konserwacja eliminuje nierównomierne mocowanie.
Środki zapobiegawcze zapobiegające problemom z zaciskaniem giętarki do rur
Rutynowe czyszczenie i konserwacja matryc

Utrzymywanie matryc w czystości i regularna wymiana zapobiega problemom z poślizgiem i odkształceniami.
Regularna kalibracja ciśnienia i wyrównania
Okresowa kalibracja maszyny pozwala mieć pewność, że zacisk będzie miał stałą siłę chwytu.
Prawidłowe przechowywanie i obchodzenie się z probówkami
Przechowuj probówki w suchym i czystym miejscu, aby zapobiec zanieczyszczeniu i uszkodzeniu powierzchni, które może mieć wpływ na zaciskanie.
Przestrzeganie wytycznych dotyczących gięcia dla poszczególnych materiałów
Zastosowanie prawidłowej prędkości gięcia i odpowiedniej siły nacisku dla każdego rodzaju metalu pozwala ograniczyć zużycie i zwiększyć precyzję.
Często zadawane pytania
Jaka jest najczęstsza przyczyna problemów z zaciskaniem giętarki do rur?
Najczęstszą przyczyną jest zużycie lub uszkodzenie matryc zaciskowych, które zmniejszają przyczepność i powodują ślizganie się rury podczas gięcia.
Jak wyregulować siłę zacisku, aby wyeliminować poślizg?
Stopniowo zwiększaj ciśnienie podczas testu. Zatrzymaj, gdy rurka przestanie się ślizgać, ale nie będzie wykazywać oznak odkształcenia.
Czy słaba jakość rurki może powodować problemy z zaciskaniem?
Tak. Rury owalne, o nierównomiernej grubości ścianek lub zanieczyszczone olejem lub zanieczyszczeniami często powodują awarie zacisków.
Jak często należy dokonywać kontroli matryc zaciskowych?
Zalecam, aby w przypadku produkcji wielkoseryjnej dokonywać ich cotygodniowej kontroli, a w przypadku ogólnego użytku przynajmniej raz w miesiącu.
Wniosek
Zrozumienie przyczyn problemów z zaciskaniem giętarki do rur jest kluczem do uzyskania stabilnych i precyzyjnych gięcia. Kontrolując zużycie matryc, prawidłowo regulując ciśnienie, dbając o czystość matryc i rur oraz zachowując ich współosiowość, można szybko rozwiązać większość problemów. Systematyczna konserwacja zapobiegawcza i prawidłowe obchodzenie się z materiałem pomogą uniknąć przestojów i poprawić wydajność gięcia w dłuższej perspektywie. Jeśli potrzebujesz dodatkowych wskazówek lub pomocy w rozwiązaniu problemu z konkretnym modelem maszyny, skontaktuj się z zespołem wsparcia HARSLE – zawsze chętnie pomożemy Ci zwiększyć wydajność produkcji.



