








Gênio Dobradeira A operação pode ser desafiadora, mas este tutorial orientará você na operação dos modelos DA-66T e DA-69T para obter desempenho e precisão ideais.
Aprenda a operar o Genius Dobradeira (DA-66T e DA-69T) com este guia completo. Siga nossas instruções passo a passo para aprimorar seu processo de dobra e obter resultados perfeitos.
Pronto para começar? Vamos explorar o processo operacional do DA-66T e do DA-69T para garantir operações de dobra suaves e eficientes.
Novos clientes geralmente enfrentam diversos problemas ao usar nossa prensa dobradeira Genius pela primeira vez. Os engenheiros da HARSLE gravaram um tutorial completo de operação da Genius. Dobradeira DA-66T e DA69T para garantir que os clientes possam usar a máquina de forma mais rápida e eficiente. Este tutorial registra desde o processo de injeção de óleo até a programação da dobra, com conteúdo completo e detalhes claros. Esperamos que o vídeo a seguir seja útil para você:
Parte 1: Encha o óleo e as conexões dos cabos
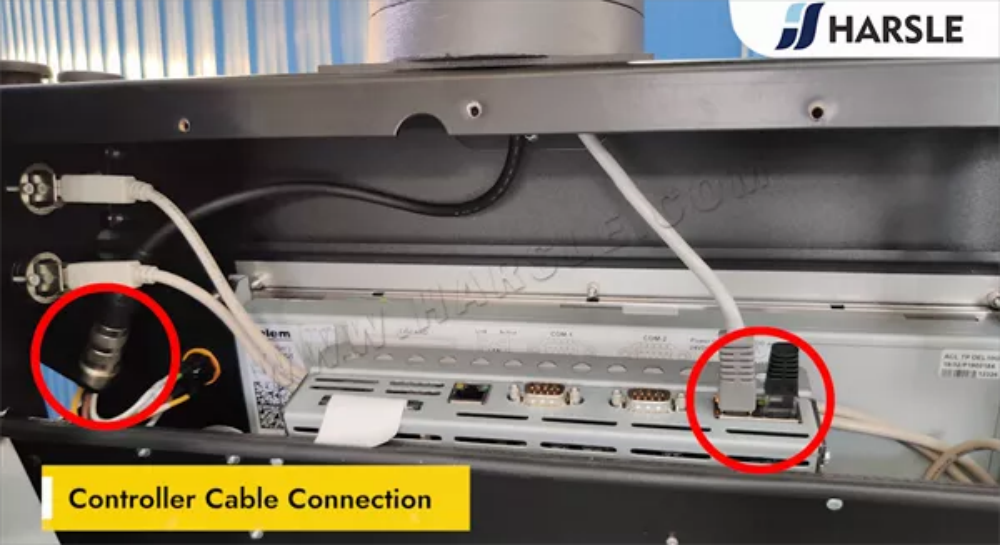
Conexão do cabo do controlador
A conexão correta do cabo do controlador é essencial para garantir uma comunicação estável entre a prensa dobradeira Genius e o controlador CNC DA-66T ou DA-69T. Comece verificando o tipo de cabo e comparando-o com as portas de entrada correspondentes no controlador e na prensa dobradeira. Fixe bem todas as conexões para evitar perda de sinal ou erros na máquina. Utilize cabos blindados para minimizar a interferência eletromagnética. Após a conexão, execute um teste no sistema para confirmar a transmissão correta dos dados. Inspecione e faça a manutenção regular dos cabos para evitar desgaste, garantindo desempenho e confiabilidade a longo prazo. A fiação adequada garante a operação perfeita da prensa dobradeira e resultados de dobra precisos.
Enchendo o tanque de óleo com óleo hidráulico antidesgaste
Encher o tanque de óleo com óleo hidráulico antidesgaste é uma etapa crucial para garantir o bom funcionamento e a longevidade do seu Genius Press BrakeAntes de encher, certifique-se de que o tanque esteja limpo e livre de contaminantes. Utilize apenas produtos de alta qualidade. óleo hidráulico antidesgaste recomendado pelo fabricante. Despeje o óleo lentamente no tanque, certificando-se de que ele atinja o nível necessário sem transbordar. Após o abastecimento, verifique se há vazamentos e deixe o sistema funcionar por alguns minutos para garantir a circulação adequada. Verificações e trocas regulares de óleo ajudam a manter o desempenho ideal e a prevenir o desgaste prematuro dos componentes hidráulicos.

Encha o óleo desta porta
Para garantir o desempenho ideal e a longevidade da sua prensa dobradeira, é crucial abastecer o óleo hidráulico corretamente. Use a entrada de óleo designada para adicionar óleo hidráulico, garantindo que ele atinja a capacidade máxima. 2/3 do nível total do volume de óleo. Encher demais ou de menos pode levar à ineficiência do sistema, superaquecimento ou redução da vida útil da máquina. Use sempre óleo hidráulico de alta qualidade recomendado pelo fabricante. Após o abastecimento, verifique o indicador de nível de óleo e certifique-se de que não haja vazamentos. A manutenção regular e o gerenciamento adequado do óleo ajudarão a manter seu Genius Press Brake funcionando de forma eficiente e tranquila pelos próximos anos.

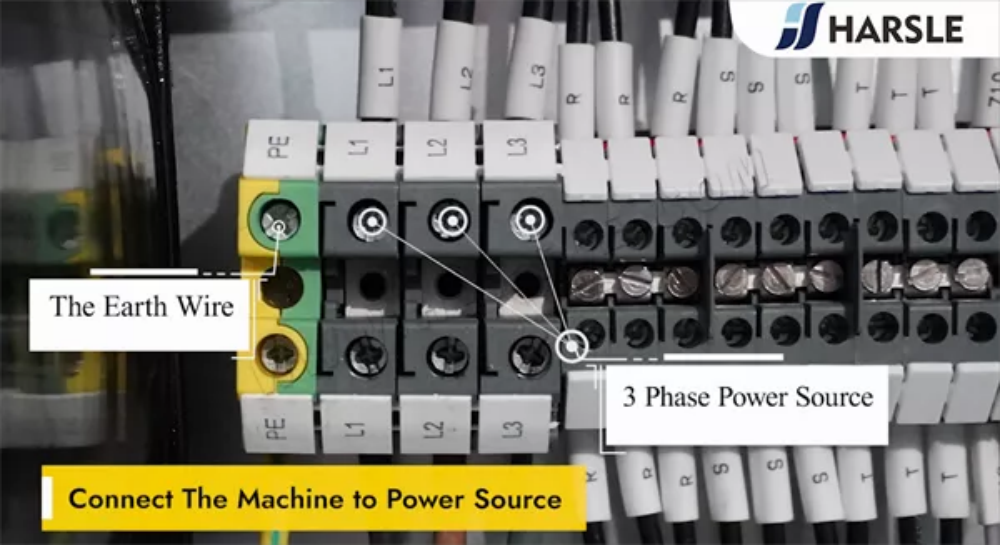
Conecte a máquina à fonte de alimentação
Antes de operar o Genius Press Brake, garanta uma conexão de energia segura e correta. Comece verificando se as especificações de energia da máquina correspondem à rede elétrica da sua instalação. Contrate um eletricista certificado para conectar a máquina a uma rede elétrica estável. fonte de energia trifásica, seguindo as normas de segurança locais. Certifique-se de que o o fio terra está conectado com segurança para evitar riscos elétricos. Após ligar, verifique se há alguma mensagem de erro no Controlador DA-66T ou DA-69T. Se tudo correr normalmente, você está pronto para prosseguir com a calibração e a configuração. Siga sempre as instruções do fabricante para garantir um seguro e eficiente operação.
Conecte o cabo à caixa elétrica
Conectar o cabo à caixa elétrica é uma etapa crucial para garantir a operação segura e eficiente da sua prensa dobradeira. Comece desligando a alimentação principal para evitar riscos elétricos. Descasque cuidadosamente as pontas do cabo e insira-as nos terminais designados dentro da caixa elétrica. Fixe as conexões apertando os parafusos e garantindo o aterramento adequado. Verifique novamente se todos os fios estão posicionados corretamente, de acordo com o diagrama de fiação. Depois que tudo estiver fixado, feche a tampa da caixa elétrica e restaure a energia para testar a conexão. Uma instalação adequada garante a segurança e a estabilidade da máquina.
Conecte o fio terra
A conexão do fio terra é uma etapa crucial para garantir a segurança elétrica em qualquer máquina, incluindo prensas dobradeiras. O fio terra fornece um caminho direto para que correntes elétricas parasitas fluam com segurança para o solo, evitando choques elétricos, curtos-circuitos e potenciais riscos de incêndio. Sem aterramento adequado, vazamentos elétricos podem causar ferimentos graves aos operadores e danificar componentes da máquina. Sempre utilize um fio terra de alta qualidade e com a classificação adequada e conecte-o a um ponto de aterramento confiável. Verifique regularmente a conexão para garantir que ela permaneça segura e eficaz. Um fio terra bem conectado aumenta a segurança no local de trabalho e prolonga a vida útil da máquina.
Conecte a uma fonte de alimentação trifásica
Conectando corretamente seu Genius Press Brake para um Fonte de alimentação trifásica é essencial para garantir uma operação estável e evitar problemas elétricos. Antes de iniciar, verifique as especificações de potência na placa de identificação da máquina e confirme se correspondem à tensão e frequência da sua instalação. Utilize cabos com a classificação adequada e garanta uma conexão de aterramento segura para maior segurança. Conecte os fios trifásicos corretamente aos terminais designados, seguindo o diagrama de fiação fornecido no manual. Após a instalação, verifique a rotação de fase correta; uma fiação incorreta pode fazer com que a máquina opere ao contrário. Tenha sempre um eletricista qualificado lidar com a conexão para garantir a conformidade com as regulamentações locais.

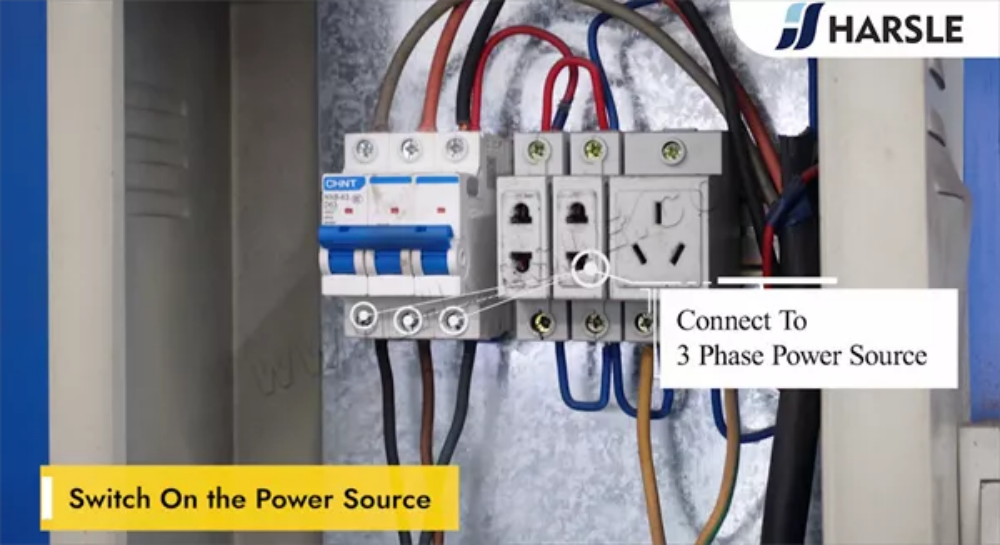
Ligue a fonte de alimentação
Antes de operar o Genius Press Brake, garanta um fornecimento de energia estável. Primeiro, verifique se o interruptor de alimentação principal está na posição DESLIGADO posição antes de conectar à fonte de alimentação. Verifique se a voltagem corresponde aos requisitos da máquina para evitar problemas elétricos. Após a confirmação, desligue o interruptor de alimentação principal LIGADO e aguarde a inicialização do sistema. O visor do controlador acenderá, indicando que a máquina está pronta para operação. Sempre inspecione o botão de parada de emergência e os circuitos de segurança antes de prosseguir para garantir uma operação suave e segura. A inicialização correta garante eficiência e prolonga a vida útil da máquina.
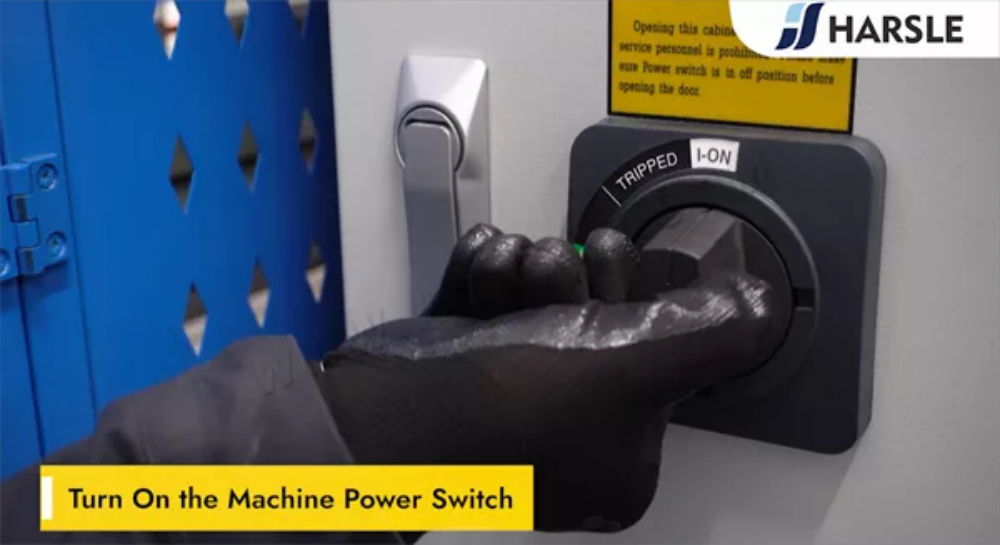
Ligue o interruptor de energia da máquina
Para começar a operar o Genius Press Brake, o primeiro passo é ligar o interruptor de alimentação da máquina. Localize o interruptor de alimentação principal no painel lateral ou traseiro da máquina. Certifique-se de que a alimentação elétrica esteja estável e que o botão de parada de emergência não esteja acionado. Gire o interruptor de energia para a posição ON posição e aguarde a inicialização do sistema. O painel de controle exibirá informações de inicialização, indicando que a máquina está pronta para operação. Siga sempre protocolos de segurança antes de ligar para evitar problemas elétricos ou movimento acidental da prensa dobradeira.
Aguardando o carregamento do sistema
Ao operar uma prensa dobradeira CNC, a mensagem “Aguardando o carregamento do sistema” aparece durante o processo de inicialização. Isso indica que o controlador está inicializando funções essenciais, carregando configurações do sistema e se preparando para a operação. Dependendo do DA-66T ou DA-69T sistema, esse processo pode levar de alguns segundos a alguns minutos. Evite interromper a inicialização para evitar erros no sistema. Se o carregamento demorar mais do que o normal, verifique possíveis atualizações de software ou mau funcionamento do sistema. Garantir uma fonte de alimentação estável e a manutenção adequada podem ajudar a minimizar atrasos durante o carregamento do sistema, mantendo suas operações de dobra suaves e eficientes.

Verifique a direção de rotação do motor principal
Garantindo a correta direção de rotação do motor principal é crucial para o bom funcionamento do seu Genius Press BrakeA rotação incorreta do motor pode causar mau funcionamento da máquina ou até mesmo danos aos componentes internos. Para verificar a rotação:
- Ligue a máquina – Certifique-se de que todas as medidas de segurança estejam em vigor.
- Observe a rotação do motor – Verifique a seta direcional do motor e compare com o movimento real.
- Ajuste a fiação se necessário – Se a rotação estiver incorreta, troque duas fases da alimentação.
- Teste novamente – Reinicie e confirme a direção correta.
Puxe para baixo os botões suaves
O “Puxe para baixo os botões suaves” função no DA-66T e DA-69T controladores permite que os operadores acessem opções de interface adicionais para melhor controle de freio de pressão. Ao tocar na tela e arrastar os botões suaves para baixo, os usuários podem revelar funções ocultas, como correções de flexão, configurações de eixo e ajustes de ferramentas. Este recurso melhora a eficiência do fluxo de trabalho, permitindo modificações rápidas sem a necessidade de navegar por vários menus. Dominar esta função garante uma operação mais suave e ciclos de produção mais rápidos, tornando-se essencial para profissionais que buscam dobra de precisão. Entender como usar este atalho irá melhorar significativamente sua Genius Press Brake operação.
Pressione o botão de partida da bomba brevemente
Para iniciar o sistema hidráulico do seu Genius Press Brake, Você precisa pressione brevemente o botão Pump-Start. Esta ação aciona a bomba hidráulica, garantindo o bom funcionamento da máquina. Evite segurando o botão por muito tempo, pois foi projetado para iniciar o sistema com um toque curto. Ao ser pressionado, você ouvirá o engate da bomba, indicando que a máquina está pronta para operação. Se a bomba não ligar, verifique a alimentação elétrica e o status da parada de emergência. O funcionamento correto do botão de partida da bomba é essencial para manter a eficiência e a durabilidade da sua prensa dobradeira.

Verifique a direção de rotação do motor principal
Antes de operar o Genius Press Brake, é essencial verificar a direção de rotação do motor principal para garantir um desempenho suave e seguro da máquina. A rotação incorreta do motor pode levar a mau funcionamento do sistema, eficiência reduzida ou danos potenciais ao sistema hidráulico. Para verificar a rotação, ligue a máquina e observe a indicador direcional do motor ou ouça sons incomuns. Se a rotação estiver incorreta, desligue a energia e ajuste o fiação de fase de energia. Siga sempre protocolos de segurança e consulte o manual do usuário antes de fazer qualquer modificação. A direção correta do motor garante desempenho ideal e maior vida útil da máquina.

Se girar no sentido horário, então está correto
Ao operar um Genius Press Brake com DA-66T ou DA-69T, garantir a direção correta da rotação é crucial. “Se gira no sentido horário, então está correto” serve como uma diretriz simples, porém essencial. Uma rotação no sentido horário normalmente indica o alinhamento correto do motor, garantindo que o sistema hidráulico e o batente traseiro funcionem sem problemas. A rotação incorreta pode levar a mau funcionamento do sistema, redução da precisão da dobra ou até mesmo danos aos componentes da máquina. Antes de iniciar as operações, verifique sempre o sentido de rotação do motor. Se necessário, ajuste a fiação para corrigi-lo. Seguir esta regra garante desempenho ideal, resultados de dobra precisos e vida útil prolongada da máquina.

Está girando no sentido anti-horário
Quando um componente da máquina é girando no sentido anti-horário, ele se move na direção oposta aos ponteiros de um relógio tradicional. Este tipo de rotação é comumente visto em prensas dobradeiras, máquinas CNC e motores industriais, onde garante a funcionalidade adequada com base no projeto mecânico. A rotação anti-horária é frequentemente usada para melhorar eficiência de torque, melhorar movimentação de materiais, ou atender aos requisitos operacionais de ferramentas específicas. Compreender a direção de rotação é crucial para segurança, precisão e prevenção de falhas mecânicas. Consulte sempre o manual de operação antes de ajustar ou reverter as configurações de rotação para evitar dano ou desalinhamento no sistema.

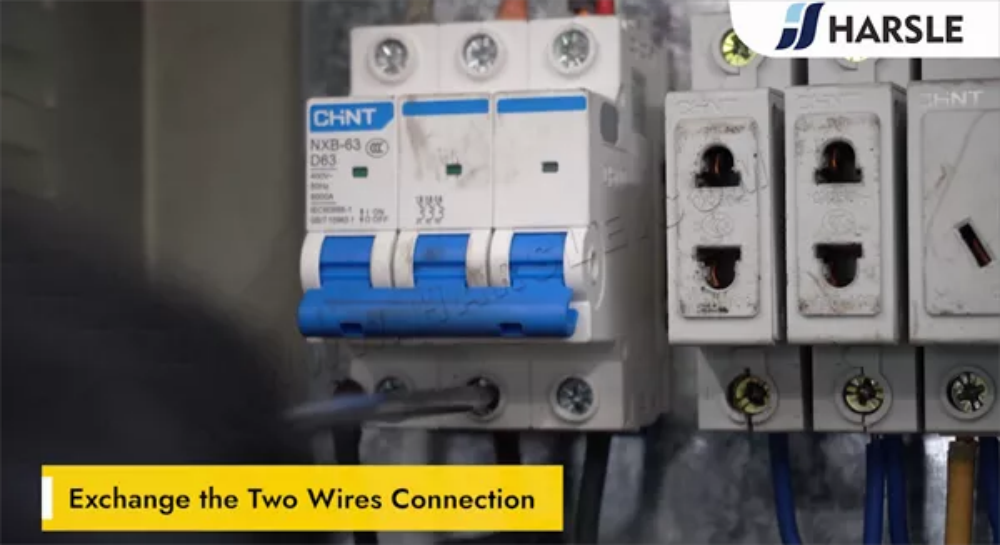
Troque a conexão dos dois fios
A troca da conexão dos dois fios é uma etapa simples, porém crucial, nos ajustes elétricos, especialmente ao lidar com prensas dobradeiras CNC e outras máquinas industriais. Esse processo é frequentemente necessário para corrigir a direção de rotação do motor, resolver problemas de sequência de fases ou garantir a operação adequada da máquina. Antes de começar, sempre desligue a energia e use luvas isolantes para segurança. Identifique os dois fios a serem trocados, afrouxe os parafusos dos terminais e troque cuidadosamente suas posições. Após a reconexão, fixe os terminais firmemente e teste o sistema. A troca adequada dos fios garante desempenho estável e previne falhas na máquina, tornando-se uma habilidade essencial para os operadores.
Parte 2: Inicialização da máquina
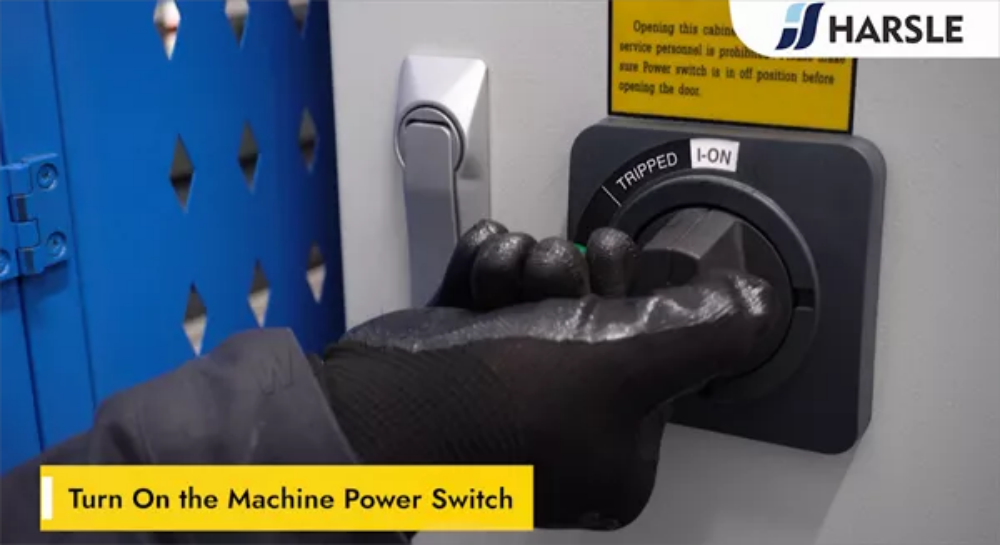
Ligue o interruptor de energia da máquina
Antes de operar o Genius Press Brake, certifique-se de que a máquina esteja conectada corretamente a uma fonte de alimentação estável. Localize o interruptor de alimentação principal na lateral da máquina ou do gabinete de controle. Gire a chave para a posição "SOBRE" posição e aguarde a inicialização do sistema. O controlador CNC (DA-66T ou DA-69T) será inicializado, exibindo a tela de inicialização. Verifique se há avisos ou mensagens de erro do sistema antes de prosseguir. Certifique-se de que o botão de parada de emergência esteja lançado para permitir a operação completa. Uma vez ligada, a prensa dobradeira está pronta para ajustes de parâmetros e operações de dobra.
Aguardando o carregamento do sistema
Ao ligar o Genius Press Brake equipado com o Controlador DA-66T ou DA-69T, o sistema requer alguns instantes para inicializar. Durante esse tempo, componentes críticos, incluindo o software CNC, parâmetros de dobra e recursos de segurança, são carregados para garantir uma operação tranquila. É essencial aguardar pacientemente até que a interface esteja totalmente pronta antes de prosseguir. Interromper o processo pode causar erros no sistema ou configurações incompletas. Após a conclusão do carregamento, você pode começar a configurar os parâmetros de dobra e iniciar suas tarefas de fabricação de metal com eficiência. Aguarde o sistema terminar de carregar antes de operar.

Solte o interruptor de parada de emergência
O Interruptor de parada de emergência é um recurso de segurança crítico no Genius Press Brake equipado com DA-66T e DA-69T controladores. Se a máquina parar inesperadamente devido a uma ativação de emergência, siga estas etapas para liberá-la:
- Gire o botão de parada de emergência – Gire o botão no sentido horário até que ele saia.
- Verifique se há mensagens de erro – Inspecione a tela do controlador para alertas do sistema.
- Reinicie a máquina – Pressione o botão de reset ou siga as instruções do painel de controle.
- Reiniciar operação – Certifique-se de que todas as medidas de segurança estejam implementadas antes de retomar o trabalho.

Acender a luz
Acender a luz é mais do que simplesmente apertar um interruptor — é trazer clareza, aconchego e direção a um espaço. Seja o brilho de um abajur de cabeceira, o brilho de um poste de luz guiando seu caminho ou o brilho do sol da manhã, a luz transforma o ambiente e o nosso humor. Ela dissipa a escuridão, revela detalhes ocultos e cria uma sensação de segurança. Na vida, "acender a luz" também pode simbolizar a aquisição de conhecimento, a busca por inspiração ou a aceitação de novas oportunidades. Portanto, seja literal ou metaforicamente, nunca hesite em acender a luz e iluminar o seu mundo.

Puxe para baixo os botões suaves
O “Puxe para baixo os botões suaves” função no Controladores DA-66T e DA-69T permite que os operadores acessem opções de comando adicionais de forma conveniente. Os botões virtuais são exibidos na interface touchscreen, mudando dinamicamente com base na função selecionada. Ao puxá-los para baixo, os usuários podem revelar recursos ocultos, atalhos ou configurações avançadas sem precisar sair da interface principal. Este recurso melhora eficiência do fluxo de trabalho, permitindo ajustes rápidos de parâmetros e reduzindo o tempo de operação. Dominar as funções dos botões programáveis é essencial para alcançar resultados de dobra precisos e otimizar o desempenho da máquina. O uso regular ajuda a otimizar a programação e melhora a experiência do usuário com o Genius Press Brake.
Pressione o botão de partida da bomba
O Botão de partida da bomba é um controle crucial no Prensa Dobradora Genius (DA-66T e DA-69T), iniciando o sistema hidráulico para alimentar a máquina. Antes de pressioná-lo, certifique-se de que a máquina esteja devidamente conectada a uma fonte de alimentação estável e que todas as verificações de segurança tenham sido concluídas. Após a confirmação, pressione o botão Botão de partida da bomba firmemente, permitindo que o sistema hidráulico engate. Você deve ouvir a bomba sendo acionada, sinalizando que a máquina está pronta para operação. Se a bomba não ligar, verifique se há ativação de parada de emergência ou erros no sistema. Sempre siga as instruções diretrizes do fabricante para uma operação segura.

Pressione o botão Iniciar e encontre pontos de referência
Antes de iniciar qualquer operação de dobra na Genius Press Brake, é essencial inicializar corretamente a máquina. Comece por pressionando o botão iniciar, que ativa o sistema e o prepara para operação. Uma vez ligado, o próximo passo é encontre os pontos de referência. Esses pontos de referência ajudam a máquina a calibrar sua posição, garantindo ângulos de curvatura precisos e posicionamento preciso do batente traseiro. Controladores DA-66T e DA-69T Detecte e ajuste automaticamente os pontos de referência, aumentando a eficiência e a repetibilidade. A configuração correta desses pontos garante uma operação suave, reduz erros e otimiza o desempenho geral de dobra da sua prensa dobradeira CNC.

Encontrar pontos de referência está concluído
Em Genius Press Brake operação com DA-66T e DA-69T controladores, a mensagem “Encontrar pontos de referência está feito” indica que a máquina concluiu com sucesso a calibração do seu ponto de referência. Este processo garante que o batente traseiro, carneiro e machados estão corretamente alinhados, permitindo resultados de dobra precisos. A calibração do ponto de referência é essencial antes de iniciar qualquer tarefa de dobra, pois permite Sistema CNC para manter a precisão e a repetibilidade. Se esta mensagem não aparecer, os operadores devem verificar se há alinhamento do sensor, problemas de alimentação ou obstruções mecânicas. A calibração regular melhora eficiência da máquina e evita erros de dobra.

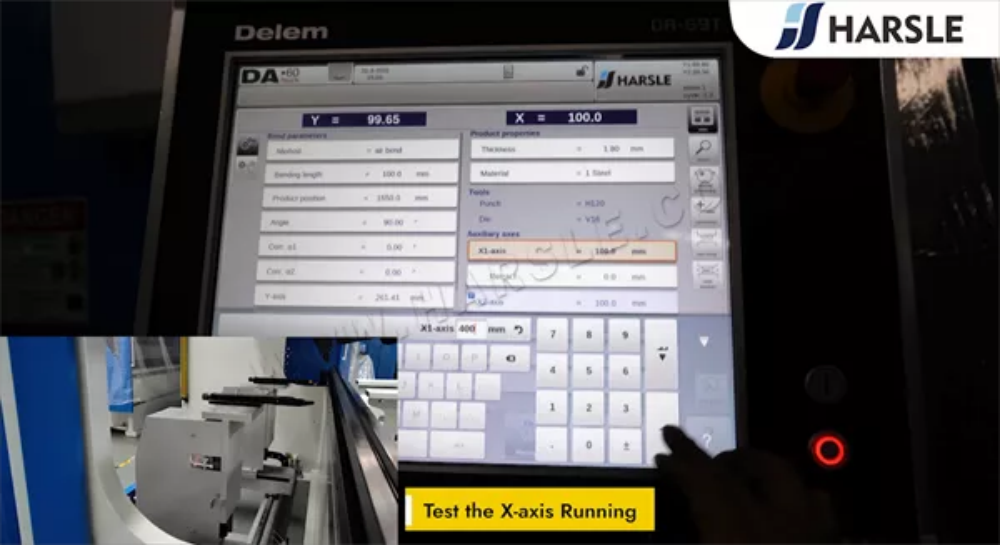
Teste a execução do eixo X
Para garantir a precisão da dobra, é essencial testar a Execução no eixo X em seu Genius Press Brake. Comece acessando o Controlador DA-66T ou DA-69T e navegando para o configurações do batente traseiroDefina um ponto de referência e comande o eixo X para frente e para trás, observando seu movimento para garantir suavidade e precisão. Verifique se há desalinhamento, ruídos incomuns ou atrasos na resposta. Se ocorrer alguma inconsistência, calibre o eixo por meio das configurações do controlador. Testes regulares ajudam a manter o desempenho ideal da máquina e garantem um posicionamento preciso para resultados de dobra de alta qualidade.
Teste o sistema de coroação em execução
Testando o sistema de coroamento em um Dobradeira é essencial para garantir uma precisão de dobra consistente em toda a peça de trabalho. Comece selecionando uma chapa metálica padrão e configurando a máquina com uma força de flexão e abertura da matriz em V. Ative o sistema de coroamento e execute um teste de dobra, verificando se há deformações ou inconsistências. Use um régua ou paquímetro para medir a deflexão ao longo da curva. Se necessário, ajuste as configurações de coroamento para obter uma distribuição uniforme da pressão. Testes regulares ajudam a prevenir defeitos de curvatura, melhoram a qualidade das peças e prolongam a vida útil dos componentes da sua máquina.

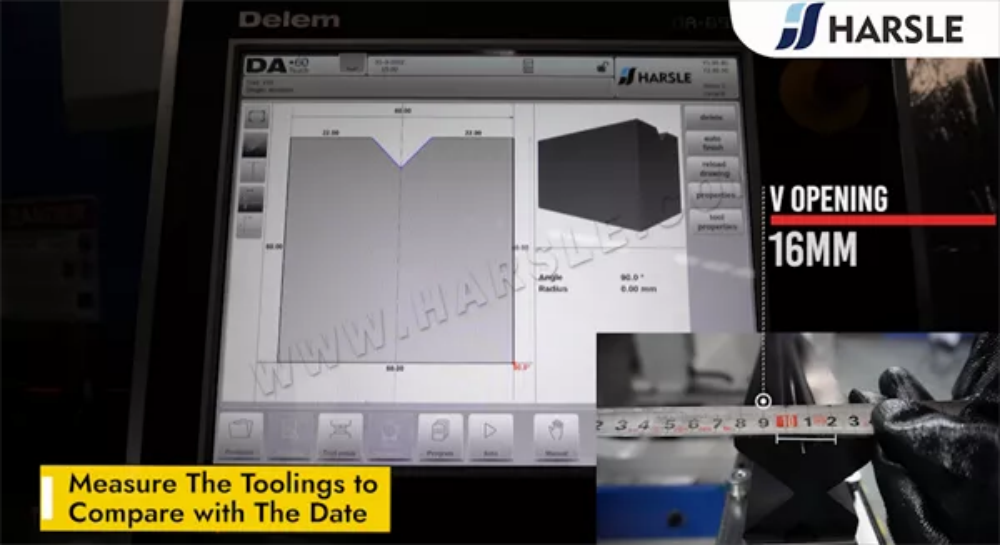
Verifique os parâmetros das ferramentas
As configurações adequadas dos parâmetros das ferramentas são cruciais para obter dobras precisas e consistentes em uma Genius Press Brake. Antes de iniciar qualquer operação, verifique cuidadosamente as configurações de punção, matriz e espessura do material no Controlador DA-66T ou DA-69T. Certifique-se de que a abertura em V, o raio do punção e a tolerância de dobra estejam configurados corretamente para atender aos requisitos de dobra. Parâmetros incorretos podem levar a ângulos imprecisos, desgaste excessivo nas ferramentas ou defeitos de material. Inspecione regularmente o desgaste das ferramentas e recalibre as configurações conforme necessário. Ao manter os parâmetros ideais das ferramentas, você pode melhorar a precisão da dobra, prolongar a vida útil da ferramenta e aumentar a eficiência geral em suas operações de prensa dobradeira.

Medir a ferramenta para comparar com a data
A medição precisa das ferramentas da prensa dobradeira é essencial para garantir a compatibilidade com as configurações da máquina e a precisão da dobra. Use paquímetros ou micrômetros para medir as dimensões do punção e da matriz, incluindo altura, largura e ângulo. Compare essas medidas com as dados originais fornecidos pelo fabricante para verificar a precisão. Mesmo pequenos desvios podem afetar os resultados da dobra, causando desalinhamento ou deformação do material. Verificações regulares de medição ajudam a manter a consistência e prolongar a vida útil da ferramenta. Se forem encontradas discrepâncias, recalibre a ferramenta ou consulte o fornecedor para ajustes. A medição adequada garante precisão, reduz erros e otimiza o desempenho da prensa dobradeira.

Parte 3: Programação de Dobra
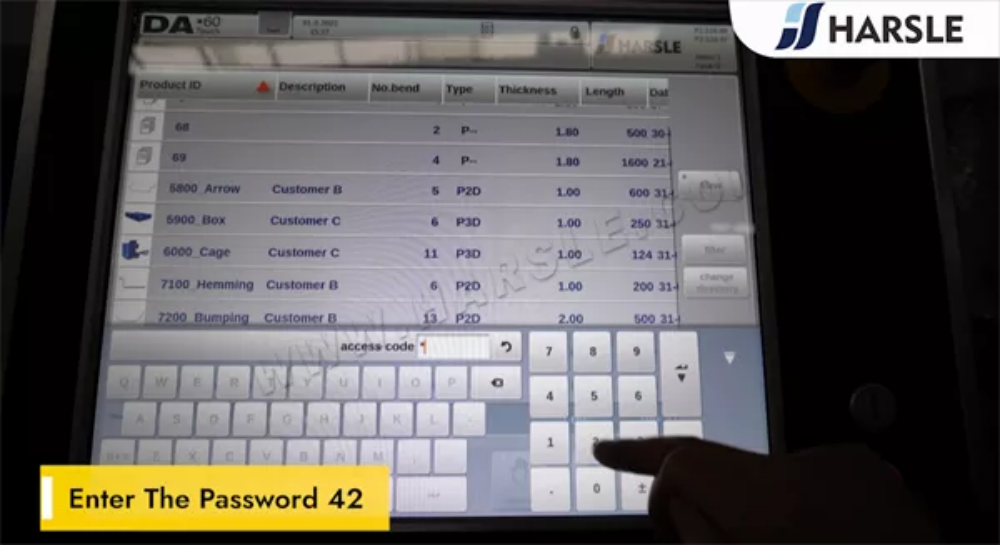
Digite a senha 42
Uma tela mal iluminada piscou na escuridão, sugerindo: “Digite a senha.” As mãos hesitaram sobre o teclado antes de digitar “42”— um número aparentemente comum, mas que guardava um mistério infinito. O sistema zumbiu, liberando o acesso com um bipe suave. De repente, uma cascata de arquivos criptografados e mensagens ocultas inundou a tela. O que essa senha desbloqueava? Uma verdade esquecida, um experimento secreto ou o portal para uma dimensão desconhecida? O número 42, há muito aclamado como a resposta para a maior pergunta da vida, acabara de revelar algo muito mais profundo. Mas seria conhecimento — ou um desafio à espera de ser desvendado?
Digite o nome do programa
Ao operar o Genius Press Brake com DA-66T ou DA-69TO primeiro passo é inserir o nome do programa. Este nome ajuda a identificar a sequência de dobra e os parâmetros para referência futura. Para isso, navegue até interface de programação, selecione “Novo Programa”e insira um nome exclusivo que descreva o trabalho. Usando nomes claros e estruturados, como tipo de material ou ID do projeto, garante fácil recuperação. Após confirmar a entrada, prossiga com a configuração das etapas de dobra. Organizar programas sistematicamente melhora eficiência do fluxo de trabalho e minimiza erros em Operações de prensa dobradeira CNC.

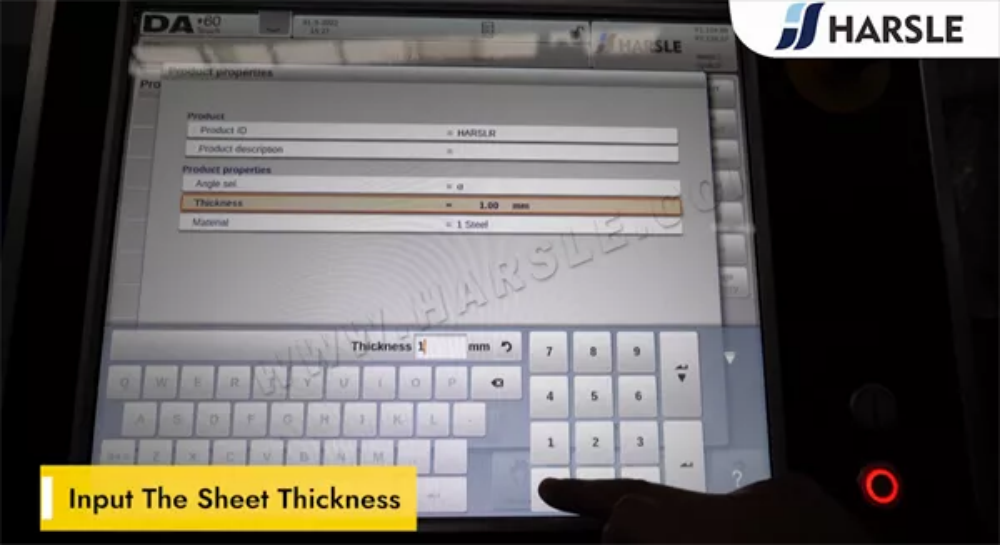
Insira a espessura da folha
Ao operar o Genius Press Brake com o Controlador DA-66T ou DA-69T, inserindo com precisão o espessura da folha é crucial para obter resultados de dobra precisos. Para fazer isso, navegue até as configurações de material no controlador CNC e insira o espessura exata da chapa metálica. A entrada correta garante cálculo adequado da força de flexão, evita sobrecargas e mantém alta precisão de dobra. Sempre verifique a espessura com um paquímetro antes da entrada. Configurações incorretas de espessura podem levar a ângulos imprecisos e potencial de tensão da máquina. Esta etapa é essencial para garantir curvas consistentes e de alta qualidade no seu processo de fabricação.
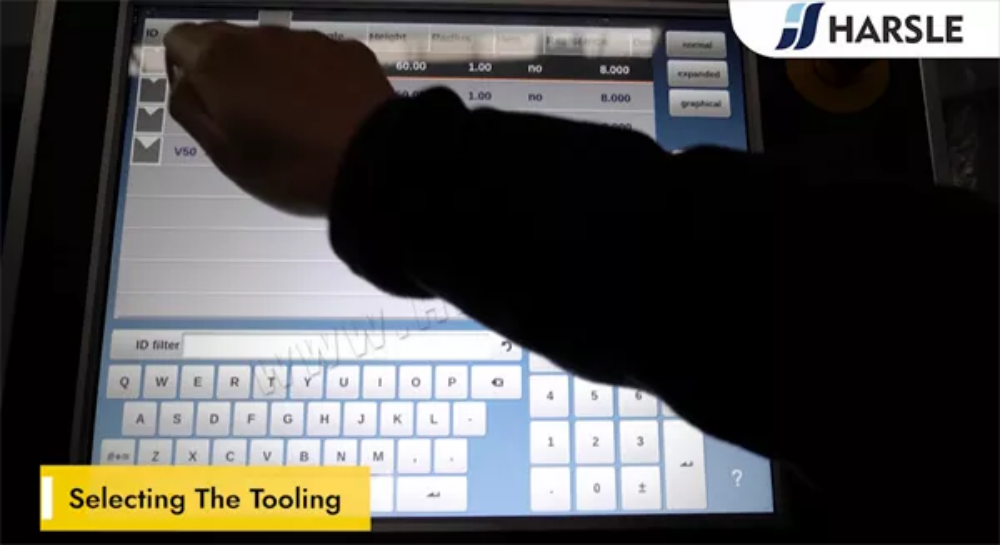
Selecionando as ferramentas
Escolhendo o correto ferramentas de prensa dobradeira é essencial para obter curvas precisas e consistentes. Genius Press Brake, equipado com Controladores DA-66T e DA-69T, requer punções e matrizes de alta qualidade que correspondem ao tipo de material, espessura e ângulo de curvatura. Fatores como dureza da ferramenta, abertura da matriz em V e raio do punção impactar significativamente a precisão da dobra. Além disso, a seleção ferramentas de troca rápida pode aumentar a eficiência na produção. Para dobras complexas, ferramentas segmentadas permitem maior flexibilidade. Garanta sempre a compatibilidade com Parâmetros de programação CNC para otimizar o desempenho. Investir nas ferramentas certas não só melhora a precisão da dobra, como também prolonga a vida útil da máquina.
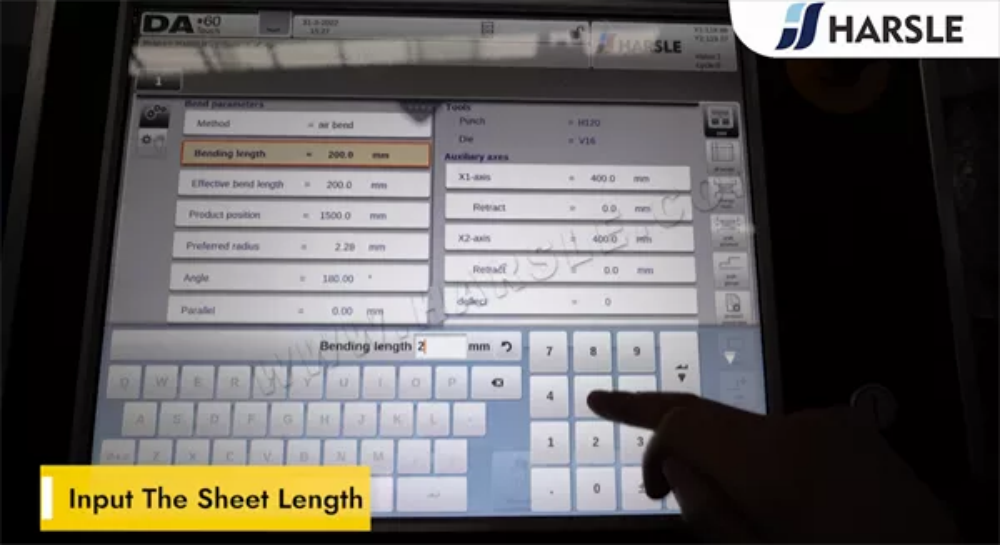
Insira o comprimento da folha
Entrando no correto comprimento da folha é crucial para operações de dobra precisas no Genius Press Brake equipado com Controladores DA-66T ou DA-69T. Para inserir o comprimento da folha, navegue até interface de programação, localize o configurações de material, e insira o valor exato comprimento da folha com base nas especificações da sua peça. Esta etapa garante o posicionamento preciso da bitola traseira e evita desalinhamentos durante a dobra. Sempre verifique se o valor inserido corresponde às dimensões reais da chapa. A inserção correta do comprimento da chapa melhora precisão de dobra, repetibilidade e eficiência, minimizando o desperdício de material e garantindo curvas de alta qualidade em Operações de prensa dobradeira CNC.
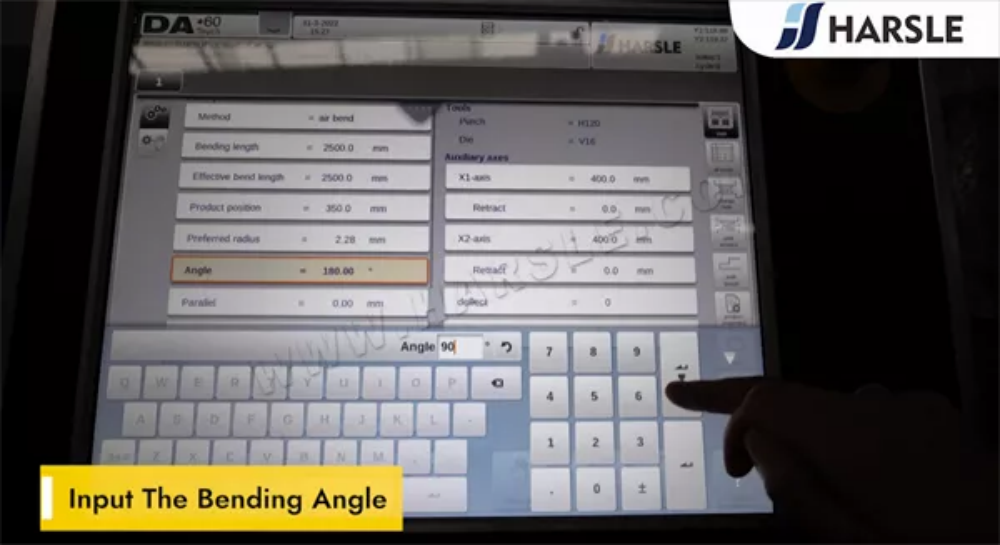
Insira o ângulo de curvatura
A entrada precisa do ângulo de curvatura é crucial para alcançar dobras precisas de chapas metálicas com a prensa dobradeira Genius. Usando o Controladores CNC DA-66T e DA-69T, os operadores podem definir facilmente o ângulo desejado por meio da interface amigável. O sistema calcula automaticamente o ângulo necessário profundidade do soco com base na espessura do material e nos parâmetros de dobra, garantindo consistência em cada dobra. Ajustes finos podem ser feitos para compensar retorno elástico, garantindo alta precisão. Dominar esta função melhora eficiência, reduz o desperdício de material, e melhora a qualidade geral da dobra. As configurações de ângulo adequadas levam a uma processo de produção contínuo com menos erros e maior produtividade.
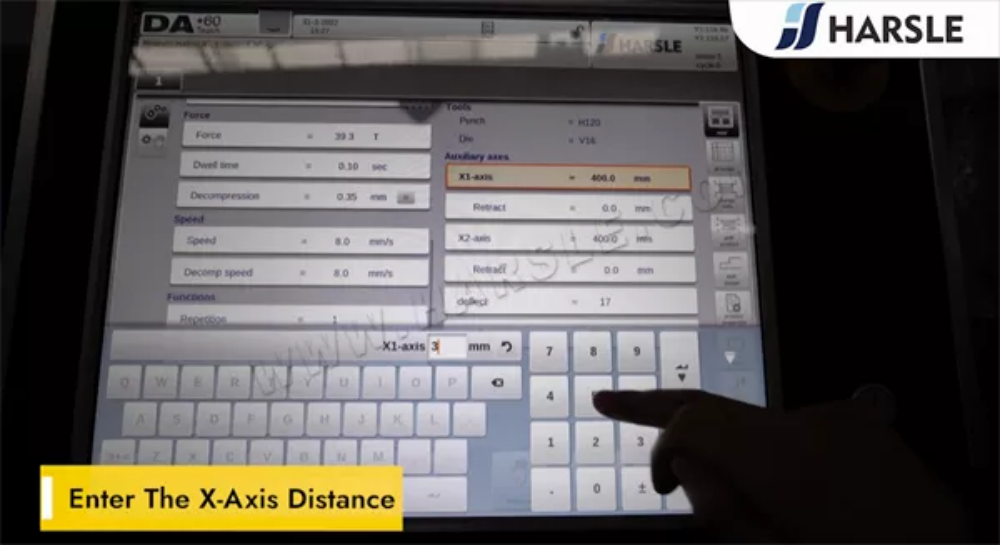
Insira a distância do eixo X
O Distância do eixo X em um Genius Press Brake refere-se à posição do batente traseiro, que determina onde a chapa metálica é colocada para dobra. Definir essa distância com precisão é crucial para alcançar ângulos de curvatura precisos e resultados consistentes.
Para entrar no Distância do eixo X no Controlador DA-66T ou DA-69T, navegue até o configurações do batente traseiro, insira a distância necessária com base em suas necessidades de dobra e confirme o valor. O sistema ajustará automaticamente a posição do batente traseiro. A calibração adequada garante precisão repetível, reduz erros e aumenta a produtividade. Sempre verifique o posicionamento antes de iniciar o processo de dobra.
Adicionar outra etapa de flexão
Adicionando outra etapa de dobra no Genius Press Brake com DA-66T ou DA-69T O controlador permite sequências de dobra mais complexas e conformação precisa do metal. Para isso, acesse a interface do controlador CNC e navegue até o programa de dobra. Insira uma nova etapa de dobra ajustando o ângulo, posição do medidor traseiro e configurações de pressão conforme necessário. Certifique-se de que cada etapa siga a sequência correta para evitar erros. Verifique a simulação duas vezes antes da execução para confirmar a precisão. Esse recurso aumenta a produtividade e a flexibilidade, facilitando o manuseio de processos complexos. dobra de chapa metálica tarefas de forma eficiente.

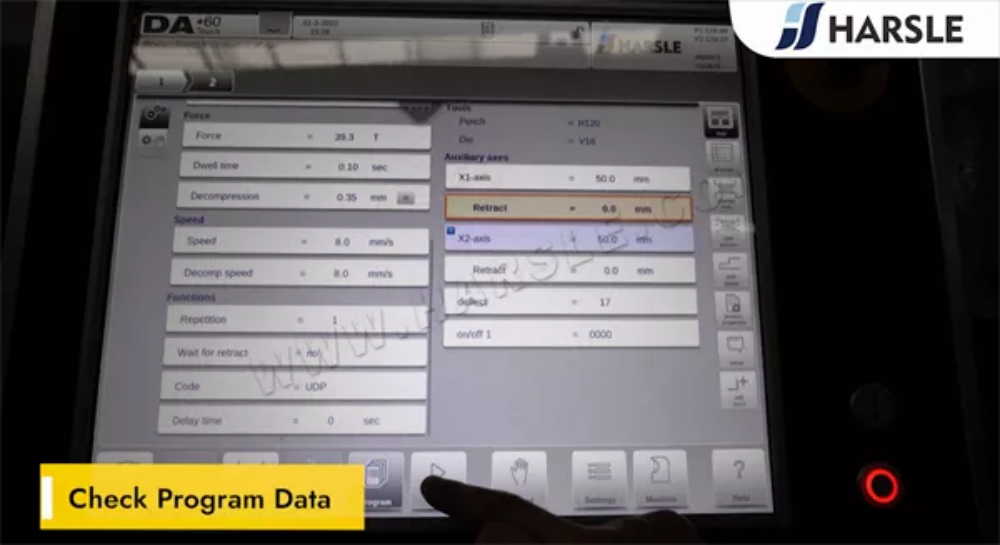
Verifique os dados do programa
Verificando dados do programa no Genius Press Brake com DA-66T ou DA-69T garante operações de dobra precisas e minimiza erros. Antes de executar um programa, os operadores devem verificar os parâmetros principais, incluindo ângulos de curvatura, espessura do material, seleção de ferramentas e sequência de etapas. Use a interface do controlador para revisar e ajustar os dados, se necessário. Certifique-se de que os dados estejam corretos. configurações de posicionamento e coroamento do batente traseiro para obter resultados precisos. A verificação regular dos dados do programa aumenta a eficiência, reduz o retrabalho e melhora o desempenho geral da máquina. Dominar esse processo garante dobras consistentes e de alta qualidade, maximizando as capacidades da prensa dobradeira.
Pronto para começar
Pronto para começar sua jornada com o Genius Press Brake? Seja você um iniciante ou um operador experiente, dominar o DA-66T e DA-69T controladores são essenciais para obter resultados de dobra precisos e eficientes. Esses sistemas CNC avançados oferecem programação intuitiva, alta precisão e automação contínua, ajudando você a otimizar seu processo de produção. Neste guia, mostraremos as principais etapas para otimizar a operação da sua prensa dobradeira, desde a configuração até as funções avançadas. Prepare-se para liberar todo o potencial da sua máquina e aprimorar sua eficiência na dobra de metais como nunca antes! Vamos lá!

Parte 4: Produtos de Dobramento
Colocando a chapa metálica
Colocando a chapa metálica corretamente sobre o Genius Press Brake é essencial para obter dobras precisas e consistentes. Comece garantindo que a mesa de trabalho esteja limpa e livre de detritos para evitar desalinhamento. Posicione a chapa contra o batente traseiro, alinhando-a com as dimensões de dobra necessárias. Use configurações automáticas do batente traseiro no DA-66T ou DA-69T controlador para ajustar a posição de parada com precisão. Para folhas grandes ou pesadas, considere usar seguidores de folhas ou suporte adicional para manter a estabilidade. O posicionamento adequado não só melhora precisão de flexão mas também garante segurança do operador e prolonga a vida útil da ferramenta.

A folha tocará os dedos de parada
Ao operar um Genius Press Brake, garantindo a a folha toca os dedos de parada é crucial para uma dobra precisa. O dedos de parada do batente traseiro servir como ponto de referência, posicionando a chapa metálica corretamente antes do início da dobra. Se a chapa não fizer contato total, isso pode levar a ângulos de dobra imprecisos ou resultados inconsistentes. Os operadores devem ajustar o posição do batente traseiro de acordo com o programa de flexão e verifique o alinhamento antes de pressionar o pedal. O contato adequado com os dedos de parada garante repetibilidade precisa, erros reduzidos e eficiência melhorada em operações de dobra CNC. A manutenção regular do sistema de batente traseiro também é essencial para a precisão a longo prazo.

Pise no pedal
O pedal é um mecanismo de controle crucial em Genius Press Brake operação, permitindo que os operadores executem tarefas de dobra com eficiência. Ao pressionar o pedal, os usuários podem ativar, segurar ou liberar o processo de dobra com precisão. O Controladores DA-66T e DA-69T sincronizar com o pedal para garantir uma operação suave, reduzindo o esforço manual e aumentando a produtividade. Os operadores devem manter um movimento constante dos pés para evitar paradas repentinas ou desalinhamento durante a flexão. Verifique regularmente o pedal para resposta adequada e conformidade com a segurança. Dominar o uso do pedal garante controle contínuo, melhorando a precisão e a eficiência da dobra na fabricação de chapas metálicas.
Conclua a Etapa 1
Antes de operar o Genius Press Brake, é crucial familiarizar-se com o Controladores CNC DA-66T e DA-69T. Esses sistemas Delem avançados oferecem interfaces intuitivas com tela sensível ao toque, simulações de dobra em tempo real e controle preciso sobre os parâmetros de dobra. Comece explorando o menu principal, onde você pode acessar as configurações da máquina, a seleção de materiais e a configuração das ferramentas. Aprenda a navegar entre os modos de programação e a ajustar os eixos para garantir dobra precisa e eficiente. Entender esses controladores irá maximizar a produtividade, reduzir o tempo de configuração e melhorar a precisão da dobra, permitindo que você aproveite ao máximo os recursos da máquina.

Pressione o pedal
Pressionar o pedal é uma etapa crucial na operação do Genius Press Brake equipado com DA-66T ou DA-69T Controladores. O pedal serve como o principal controle para a execução do processo de dobra, permitindo que os operadores gerenciem com precisão o movimento da máquina. Com um design responsivo e ergonômico, ele garante uma operação suave, aumentando a eficiência e a segurança. Uma leve pressão ativa o ciclo de dobra, enquanto a liberação do pedal interrompe o movimento instantaneamente, evitando erros. Os operadores devem garantir que seus pés estejam posicionados corretamente para manter a estabilidade e evitar acionamentos acidentais. Dominar o controle do pedal resulta em um fluxo de trabalho aprimorado e maior precisão nas tarefas de dobra de metais.
Conclua a Etapa 2
Uma vez que o Genius Press Brake estiver ligado, o próximo passo crucial é configurar o Controlador CNC DA-66T ou DA-69T. Comece selecionando o programa de dobra apropriado ou criando um novo. Insira parâmetros-chave, como tipo de material, espessura, ângulo de curvatura e seleção de punção/matriz. Use a interface da tela sensível ao toque para ajustar configurações de posicionamento e coroamento do batente traseiro para precisão. Verifique todos os valores para garantir a precisão antes de prosseguir. A configuração adequada garante curvas suaves e consistentes e minimiza erros. Dominar esta etapa melhora a eficiência e prolonga a vida útil do seu ferramentas de prensa dobradeira.

Parte 5: Medição e Calibração
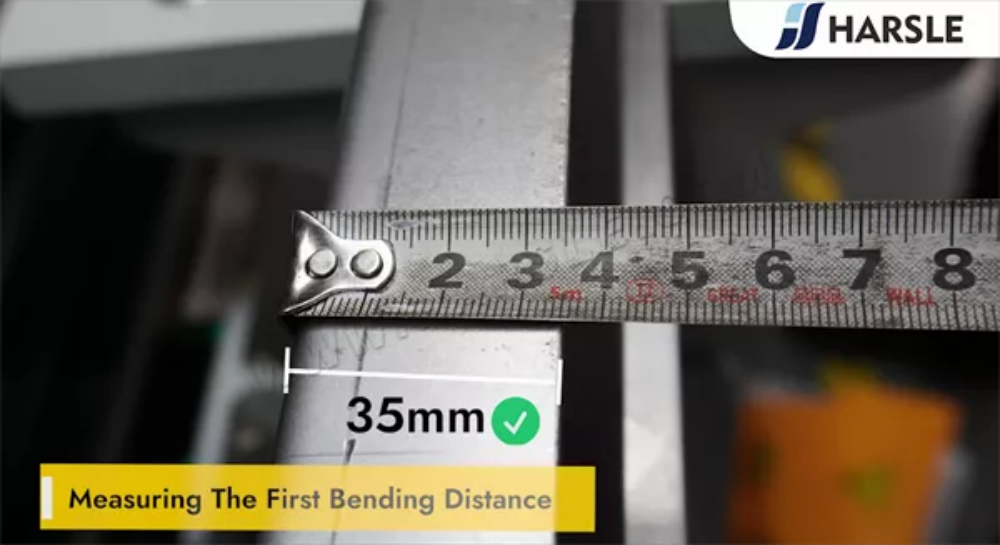
Medindo a primeira distância de flexão
O primeira distância de flexão é um fator crítico para obter uma dobra precisa de chapas metálicas. Refere-se à folga inicial entre a ferramenta de dobra e a peça de trabalho, que afeta diretamente a precisão do ângulo de dobra e as dimensões finais. Para medi-la corretamente, os operadores devem considerar fatores como espessura do material, tolerância de dobra e tipo de ferramenta. Usando um Prensa dobradeira CNC com DA-66T ou DA-69T, você pode inserir medições precisas para garantir a consistência. A calibração adequada e a flexão de teste ajudam a eliminar erros, resultando em curvas perfeitas e desperdício de material reduzido. Dominar esta etapa garante eficiência e produção de alta qualidade.
Medindo a segunda distância de flexão
Medir a segunda distância de flexão é crucial para obter resultados precisos e consistentes em operações de prensa dobradeira. Esta etapa garante que o material se alinhe corretamente para a próxima dobra, evitando erros e mantendo a precisão. Para medi-lo com eficácia, os operadores devem considerar fatores como espessura do material, ângulo de curvatura e efeito de retorno elástico. Usando um sistema de batente traseiro e verificar os valores programados no Controlador DA-66T ou DA-69T pode ajudar a manter a precisão. Além disso, realizar uma teste de curvatura antes da produção em larga escala, podem ser evitados erros de cálculo. Técnicas de medição adequadas reduzem o retrabalho, aumentam a produtividade e garantem resultados de dobra de metal de alta qualidade.

Usando a régua de ângulo
O régua de ângulo é uma ferramenta essencial para garantir uma dobra precisa em Genius Press Brake operações. Ajuda os operadores a medir e verificar o ângulo de curvatura da chapa metálica, reduzindo erros e melhorando a precisão. Ao usar o Controladores DA-66T ou DA-69TA régua de ângulo permite ajustes em tempo real, garantindo que cada dobra atenda às especificações do projeto. Para utilizá-la com eficácia, posicione a régua na dobra, compare o ângulo medido com o valor programado e faça as correções necessárias. A calibração regular da régua de ângulo aumenta a precisão. O domínio desta ferramenta garante dobras consistentes e de alta qualidade, otimizando a eficiência em Prensa dobradeira CNC operações.
Meça os ângulos de flexão em três posições: esquerda, meio e direita
Para garantir a precisão na dobra de metais, é crucial medir os ângulos de curvatura em três posições-chave: esquerda, meio e direita. Este método ajuda a identificar quaisquer inconsistências causadas por propriedades do material, desgaste das ferramentas ou calibração da máquina. Use um medidor de ângulo ou transferidor digital para verificar cada seção após a dobra. Se ocorrerem desvios, ajustes devem ser feitos coroamento, alinhamento do batente traseiro ou configurações de pressão pode ser necessário. A medição regular dessas três posições melhora a precisão da flexão e garante resultados uniformes em toda a peça de trabalho, reduzindo o retrabalho e melhorando a eficiência nas operações de dobradeiras CNC.

Erro encontrado foi encontrado na posição esquerda
Durante a operação da prensa dobradeira, uma erro foi detectado na posição esquerda, afetando a precisão do processo de dobra. Esse problema pode ser causado por vários fatores, incluindo desalinhamento do sensor, desequilíbrio hidráulico ou erros de calibração de software no controlador DA-66T ou DA-69T. Para resolver isso, os operadores devem primeiro verifique os sensores de posição, inspecione o sistema hidráulico para inconsistências de pressão, e garantir a O sistema CNC está devidamente calibrado. A manutenção regular e a resolução de problemas atempada podem ajudar a prevenir tais problemas, garantindo precisão de dobra consistente e desempenho da máquina.
Medido a 89°
Durante o processo de dobra, o ângulo foi medido a 89°, desviando-se ligeiramente dos 90° pretendidos. Esta pequena discrepância pode ser devido a retorno elástico do material, seleção incorreta de punção e matriz ou pressão insuficiente aplicada pela prensa dobradeira. Para corrigir isso, os operadores devem primeiro verificar o configurações de tolerância de dobra no controlador DA-66T ou DA-69T, ajuste o posicionamento do batente traseiro, e executar uma teste de curvatura com compensação. Garantir a seleção adequada de ferramentas e a consistência do material pode ajudar a alcançar ângulos de curvatura precisos e melhorar a precisão geral da operação da prensa dobradeira.



O lado esquerdo corresponde ao eixo Y1
Em um Prensa dobradeira CNC, o o lado esquerdo da máquina corresponde ao eixo Y1, enquanto o lado direito é controlado pelo eixo Y2. Esses eixos hidráulicos independentes permitem controle preciso do movimento do carneiro, garantindo uma dobra precisa e consistente. Se houver um desalinhamento ou erro de dobra no lado esquerdo, os operadores devem verificar o Calibração do eixo Y1, equilíbrio da pressão hidráulica e sinais do codificador. A sincronização adequada entre Y1 e Y2 é essencial para alcançar ângulos de curvatura uniformes e minimização da deformação em processos de fabricação de metais. A manutenção regular garante uma operação suave e precisa.

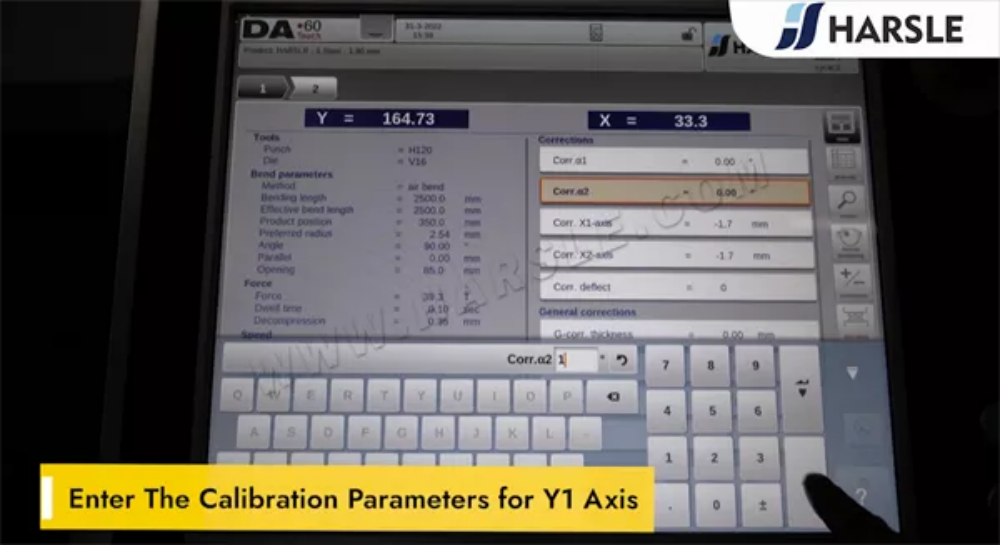
Insira os parâmetros de calibração para o eixo Y1
Para garantir a precisão da dobra, é essencial insira os parâmetros de calibração para o eixo Y1 corretamente. O eixo Y1 controla o movimento do lado esquerdo do carneiro, e qualquer desalinhamento pode levar a curvas irregulares. A calibração envolve definindo pontos de referência, ajustando limites de curso e verificando a sincronização com o eixo Y2. Os operadores devem acessar o Controlador DA-66T ou DA-69T, navegue até o menu de calibração e insira os valores necessários com base nas especificações da máquina. A calibração regular ajuda a manter precisão de dobra consistente, reduz erros e melhora o desempenho geral da prensa dobradeira.
Dobre novamente para testar
Após fazer os ajustes nas configurações da prensa dobradeira, é necessário dobre novamente para testar para verificar a precisão. Esta etapa garante que desvios de ângulo, retorno elástico do material ou erros de calibração foram devidamente corrigidos. Os operadores devem selecionar um peça de teste do mesmo material e espessura, defina os parâmetros corretos no Controlador DA-66T ou DA-69T, e observe cuidadosamente o resultado da dobra. Se alguma discrepância permanecer, ajuste fino do configurações de bitola traseira, penetração do punção ou compensação pode ser necessário. A execução de múltiplas curvas de teste ajuda a alcançar precisão e consistência ideais no processo de dobra de metal.

Medida para verificar
Após a conclusão do processo de dobra, é crucial medida para verificar se o ângulo final atende às especificações exigidas. Utilizando ferramentas de medição de precisão, como um transferidor, medidor de ângulo ou paquímetro digital, os operadores podem determinar se algum desvios ou inconsistências existem. Se o ângulo medido não corresponder ao alvo, podem ser necessários ajustes força de flexão, penetração do punção ou posicionamento do material. Medir consistentemente após cada teste de curvatura garante precisão, reduz o desperdício de material e otimiza a eficiência da produção. A verificação regular ajuda a manter alta precisão e qualidade em operações de prensa dobradeira CNC.
Está correto agora
Após fazer os ajustes necessários e realizar os testes de curvatura, a medição final confirma que está correto agora. O ângulo de curvatura alcançado está alinhado com as especificações exigidas, garantindo alta precisão e consistência no processo de conformação de metais. Esta etapa de verificação é essencial para confirmar que configurações de calibração, seleção de ferramentas e posicionamento de material foram devidamente ajustados. Os operadores agora podem prosseguir com a produção em larga escala, sabendo que a máquina está funcionando perfeitamente. Verificações regulares e ajustes finos ajudam a manter precisão, reduzir erros e melhorar a eficiência geral em operações de prensa dobradeira CNC.



Parte 6: Programação Gráfica
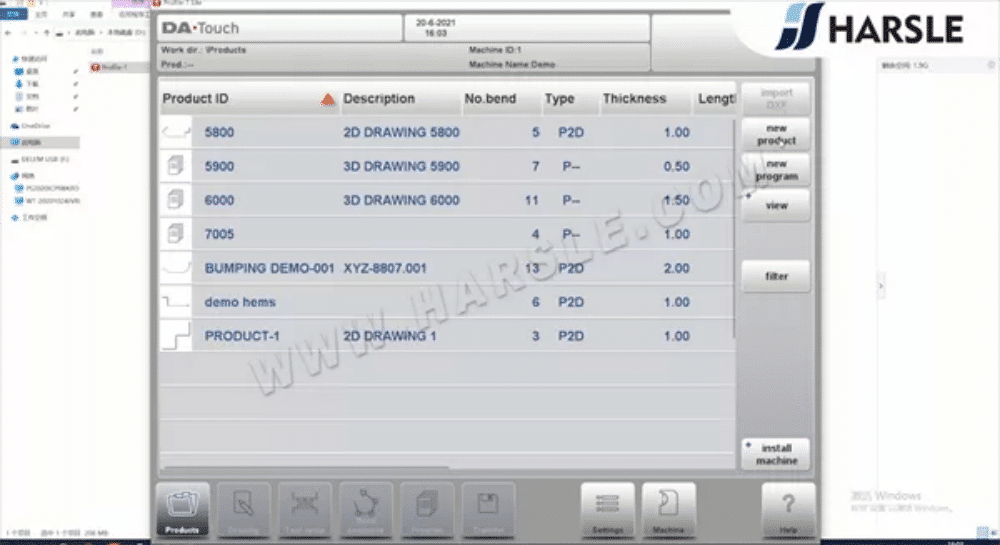
Adicionar novo produto
Para expandir a linha de produtos e melhorar a eficiência, é essencial adicionar um novo produto para o sistema. Em um Prensa dobradeira CNC, isso envolve a atualização do Controlador DA-66T ou DA-69T com novos parâmetros de dobra, especificações de materiais e configurações de ferramentas. Os operadores devem inserir cuidadosamente tipo de material, espessura, ângulo de curvatura e seleção de matriz para garantir resultados precisos. Uma vez adicionado, realizar uma teste de curvatura ajuda a verificar a precisão antes da produção em larga escala. Atualizando regularmente o sistema com novos produtos e configurações otimizadas melhora a eficiência do fluxo de trabalho, reduz o tempo de configuração e garante desempenho de dobra consistente na fabricação de metal.

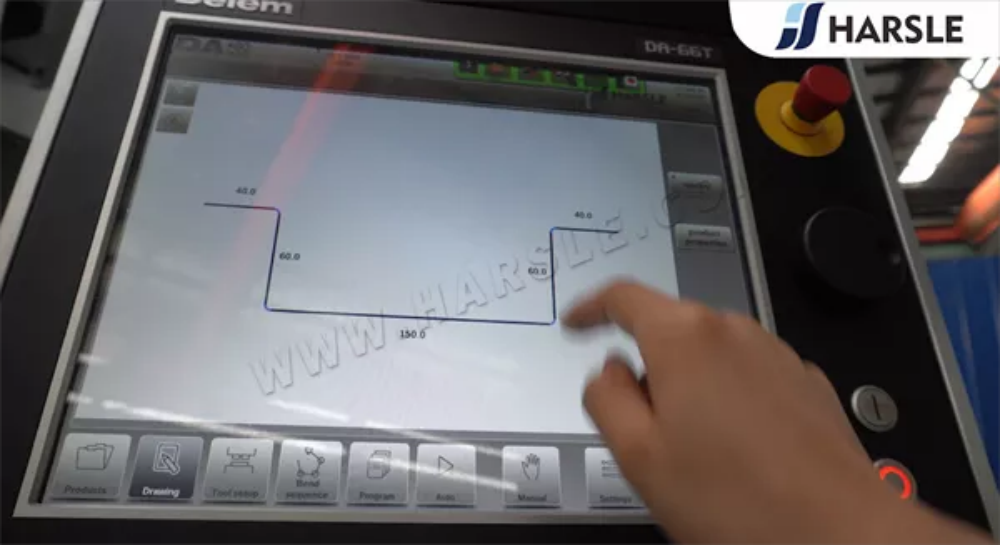
Insira as informações do produto
Para garantir operações de dobra precisas, os operadores devem insira informações do produto no sistema de dobradeira CNC. Este processo inclui a entrada de detalhes importantes, como tipo de material, espessura, ângulo de dobra, seleção de punção e matriz e sequência de dobra. Em controladores como o DA-66T ou DA-69TA entrada precisa de dados garante que a máquina siga os parâmetros corretos, minimizando erros e melhorando a eficiência. O armazenamento adequado das informações do produto permite recuperação rápida de configurações, reduzindo o tempo de configuração para pedidos repetidos. A verificação de todas as entradas antes da operação ajuda a manter alta precisão, consistência e qualidade no processo de dobra de metal.

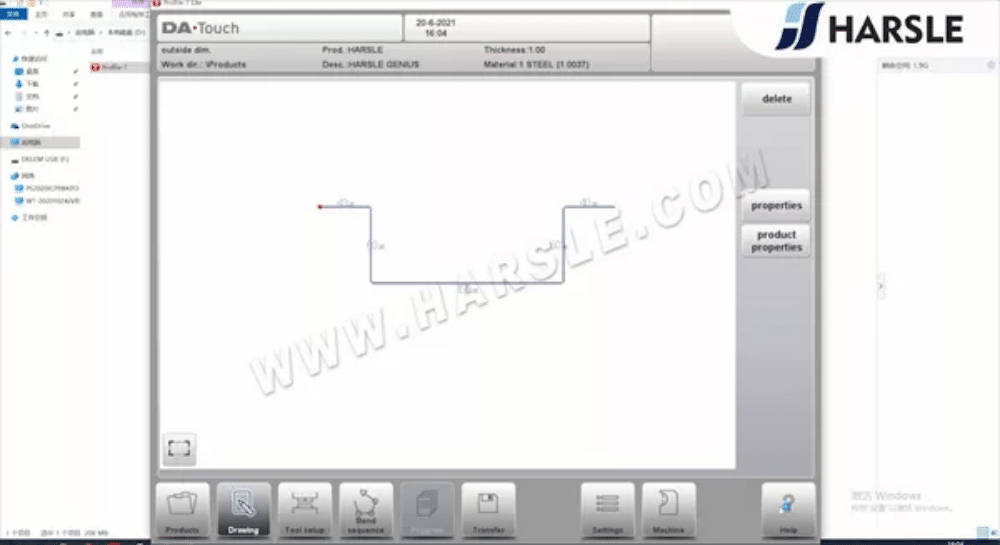
Programação Gráfica 2D
Programação Gráfica 2D é um recurso essencial em dobradeiras CNC que permite aos operadores projetar e simular visualmente sequências de flexão antes da produção real. Usando controladores como DA-66T ou DA-69T, os usuários podem criar um Representação 2D da chapa metálica, defina ângulos de dobra, selecione ferramentas e visualize o processo de dobra. Esta interface intuitiva ajuda em detecção de erros, posicionamento do material e otimização da ordem de dobra para evitar colisões. Ao programar em 2D, os operadores podem alcançar maior precisão, redução do desperdício de material e melhoria da eficiência na fabricação de metais. Este método simplifica a configuração e aumenta a precisão da produção.

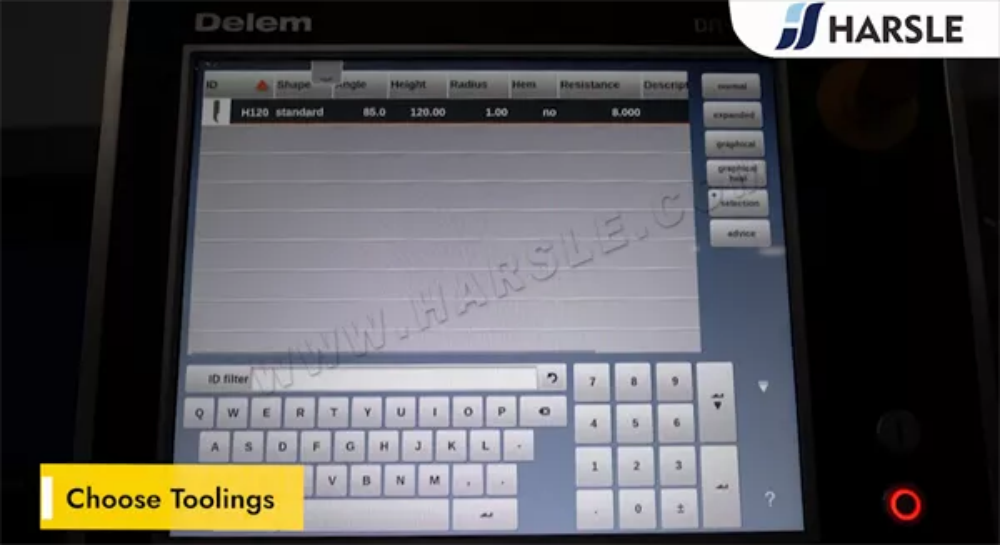
Escolha Ferramentas
Escolhendo as ferramentas certas é uma etapa crucial nas operações de dobradeira CNC, pois impacta diretamente precisão de dobra, eficiência e qualidade do material. Os operadores devem selecionar o soco e a matriz apropriados baseado em espessura do material, ângulo de curvatura e raio de curvatura desejado. Usando o Controlador DA-66T ou DA-69T, os usuários podem inserir especificações de ferramentas para garantir a compatibilidade com a sequência de dobra programada. Fatores como dureza da ferramenta, largura da matriz em V e formato do punção deve ser considerado para prevenir deformação do material e desgaste da ferramentaA seleção adequada de ferramentas melhora precisão de dobra, reduz o tempo de configuração e prolonga a vida útil da máquina na fabricação de metais.
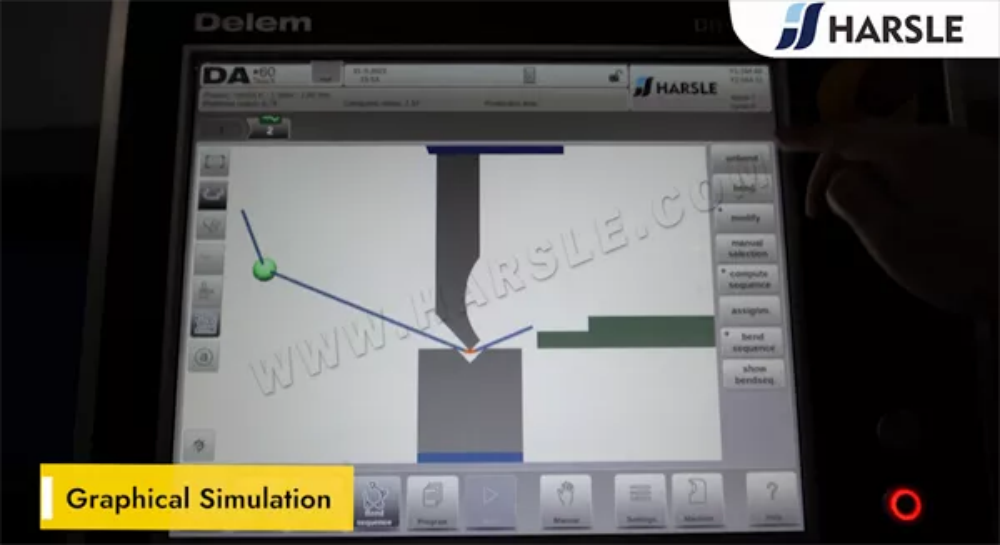
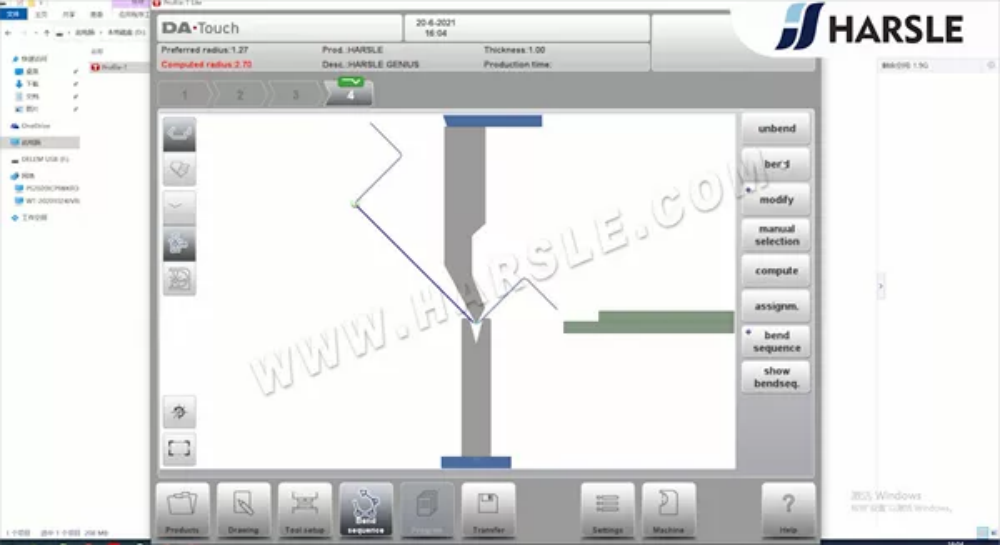
Simulação Gráfica
Simulação gráfica é um recurso poderoso em controladores de freio de prensa CNC como DA-66T e DA-69T, permitindo que os operadores visualizar todo o processo de dobra antes da execução. Esta função fornece uma Representação 2D ou 3D da sequência de dobra, garantindo que os ângulos programados, a configuração das ferramentas e o posicionamento do material estejam corretos. Ajuda a identificar potenciais erros, colisões ou desalinhamentos antes da produção real, reduzindo o desperdício de material e melhorando a eficiência. Ao simular a operação de dobra, os operadores podem otimizar a sequência de dobra, ajustar parâmetros em tempo real e obter maior precisão, garantindo resultados consistentes e de alta qualidade na fabricação de metais.


Meça os ângulos de flexão em três posições: esquerda, meio e direita
Para garantir a precisão e a consistência da dobra, os operadores devem medir os ângulos de flexão em três posições: esquerda, meio e direita. Esta etapa ajuda a identificar qualquer desvios, desalinhamento ou distribuição desigual de pressão através da peça de trabalho. Usando um medidor de ângulo ou transferidor digital, as medições devem ser feitas em cada posição para confirmar a uniformidade. Se forem detectadas variações, podem ser necessários ajustes coroamento, seleção de ferramentas ou configurações do controlador CNC (DA-66T/DA-69T). A verificação regular dos ângulos de curvatura em várias posições garante precisão, reduz retrabalho e melhora a qualidade geral da dobra, levando a resultados de fabricação de metal eficientes e precisos.

Medido a 135°
Após a conclusão do processo de dobra, o ângulo foi medido a 135°, confirmando a precisão da operação da prensa dobradeira. Usando um transferidor digital ou medidor de ângulo, a medição garante que a curva atenda às especificações exigidas. Se o ângulo se desviar, ajustes em força de flexão, posicionamento do material ou configurações de compensação pode ser necessário. O Controlador DA-66T ou DA-69T permite que os operadores ajustem os parâmetros para atingir o resultado desejado. Regular medição e verificação de ângulos são essenciais para manter alta precisão, redução de erros e melhoria da eficiência em processos de dobra e fabricação de metais.



Parte 7: Programação gráfica 3D (somente para DA-69T)
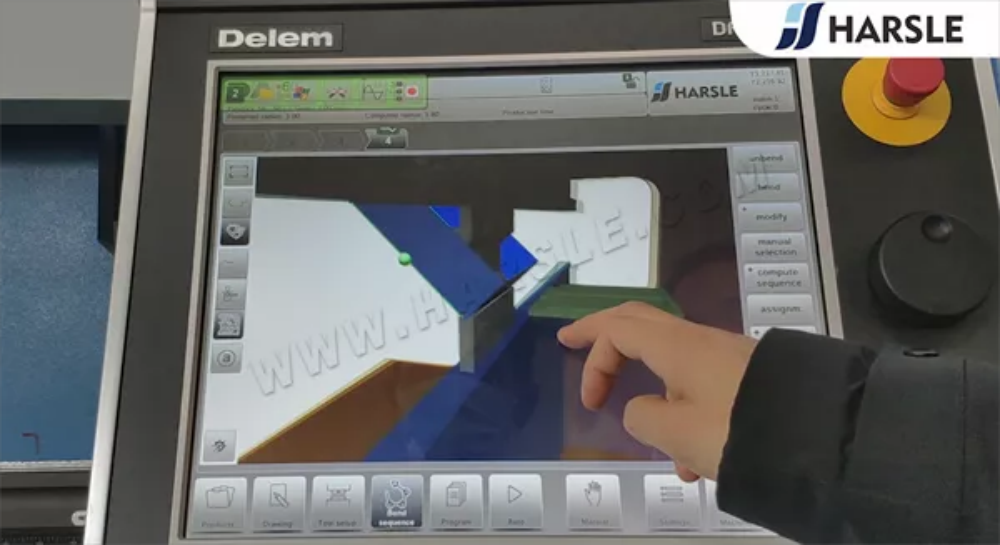
Programação Gráfica 3D
Programação Gráfica 3D é um recurso avançado em controladores de freio de prensa CNC como DA-66T e DA-69T, permitindo que os operadores visualizar e simular todo o processo de dobra em uma visão tridimensional. Esta tecnologia permite aos usuários definir sequências de dobra, selecionar ferramentas e detectar potenciais colisões antes de executar o programa. Ao interagir com um modelo 3D realista, os operadores podem otimizar ângulos de curvatura, posições de batente traseiro e fluxo de material, garantindo maior precisão e eficiência. A capacidade de visualizar o processo de dobra reduz erros, desperdício de material e tempo de configuração, fazendo Programação gráfica 3D essencial para fabricação de metais de precisão.

Parte 8: Software Offline
Software offline
Software offline é uma ferramenta poderosa que permite aos operadores programar e simular operações de prensa dobradeira CNC sem interromper a produção da máquina. Com controladores como DA-66T e DA-69T, os usuários podem criar programas de dobra, selecionar ferramentas e otimizar sequências de dobra em um estação de trabalho de computador antes de transferir os dados para a prensa dobradeira. Isso melhora eficiência do fluxo de trabalho, reduz o tempo de configuração e minimiza o tempo de inatividade da produção. Adicionalmente, programação offline ajuda a detectar colisões, erros de flexão e desalinhamento de material com antecedência, garantindo resultados precisos. Ao usar software offline, as empresas de fabricação de metal podem melhorar produtividade, precisão e utilização da máquina para operações de dobra de alto desempenho.



Parte 9: Desligue
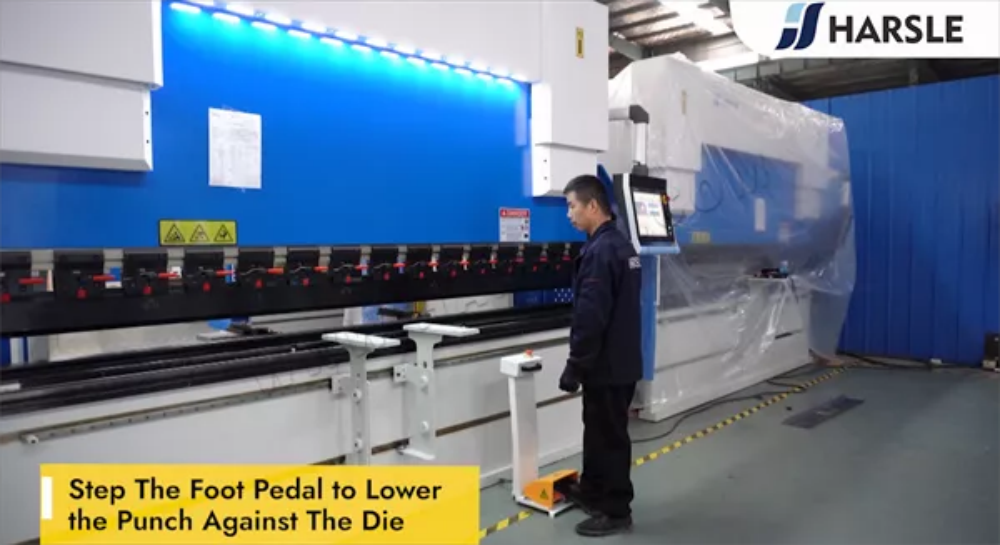
Pise no pedal para diminuir o soco contra o dado
Para iniciar o processo de dobra em um Prensa dobradeira CNC, o operador deve pise no pedal para abaixar o punção contra a matriz. Esta ação ativa o sistema hidráulico ou servo, guiando o soco superior para baixo com força controlada. O Controlador DA-66T ou DA-69T garante profundidade e pressão precisas com base nas configurações programadas. É crucial manter controle firme do pé para evitar a aplicação repentina de força, o que pode levar a inconsistências na flexão. A operação correta do pedal ajuda a alcançar curvas precisas, minimiza erros e aumenta a segurança do operador durante a fabricação de metal.
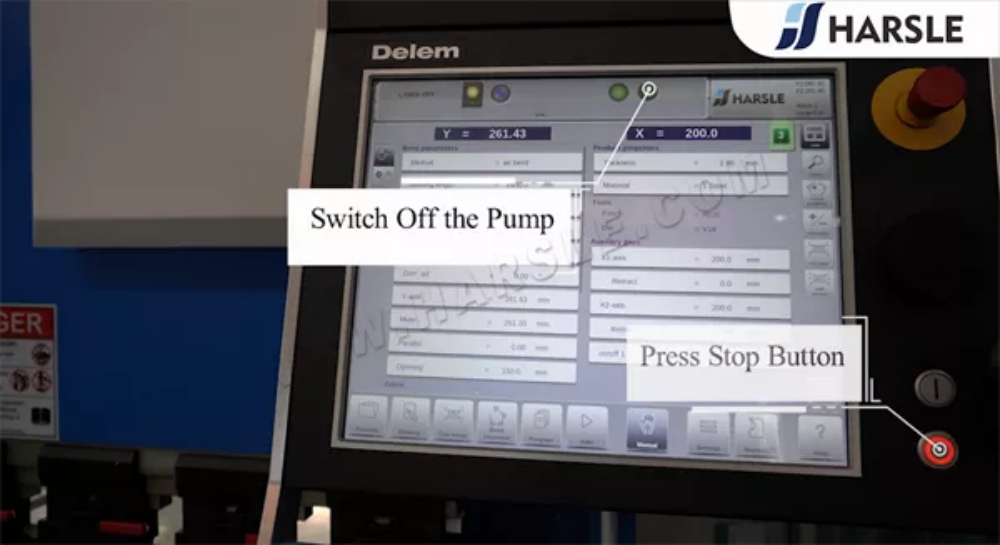
Pressione o botão Parar
Nas operações de dobradeira CNC, pressionar o Botão de parada é uma função crítica que interrompe imediatamente o movimento da máquina, garantindo a segurança do operador e evitando possíveis danos. Este botão pode ser usado em caso de emergência, desalinhamento ou sequência de dobra incorreta. Em controladores como DA-66T ou DA-69T, parar a máquina permite que os operadores reavaliar configurações, fazer ajustes ou solucionar problemas antes de retomar o trabalho. É essencial familiarizar-se com a função de parada para garantir tempos de reação rápidos quando necessário. Uso adequado do Botão de parada aprimoramentos segurança da máquina, precisão e eficiência geral em operações de dobra de metais.
Desligue a bomba
Para desligar corretamente um Prensa dobradeira CNCé essencial desligue a bomba hidráulica uma vez concluídas as operações. A bomba é responsável por gerando pressão hidráulica, que alimenta o processo de dobra. Desligá-lo ajuda evita desgaste desnecessário, reduz o consumo de energia e garante a longevidade da máquina. Antes de desligar, certifique-se de que o a prensa dobradeira está em uma posição segura, e nenhum comando ativo está sendo executado no Controlador DA-66T ou DA-69T. Desligar a bomba regularmente e corretamente ajuda mantém a eficiência do sistema, prolonga a vida útil dos componentes e garante um ambiente de trabalho seguro para operadores.
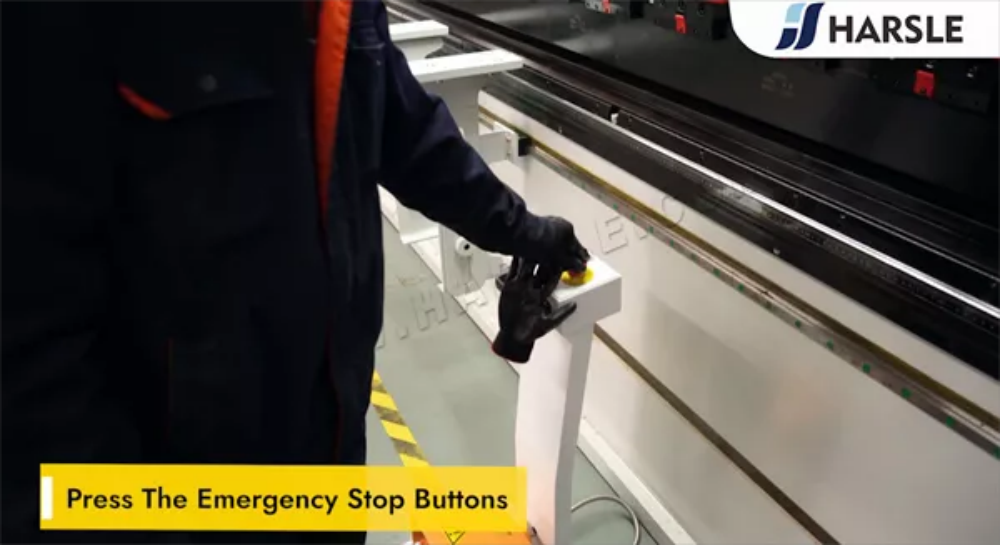
Pressione os botões de parada de emergência
O Botão de parada de emergência (E-Stop) é um recurso de segurança crucial em um Prensa dobradeira CNC, projetado para interromper imediatamente todas as operações da máquina em caso de emergência. Pressionando o Parada de emergência imediatamente corta a energia do sistema hidráulico, evitando danos potenciais à máquina, ferramental ou peça de trabalho. Os operadores devem usar este botão em situações como desalinhamento, movimento inesperado ou riscos à segurança. Em controladores como DA-66T ou DA-69T, reiniciar a máquina após uma parada de emergência requer a reinicialização do sistema. Saber quando e como usar o Botão de parada de emergência garante segurança do operador e proteção da máquina durante a fabricação de metal.

Desligue o interruptor de energia
Após a conclusão do processo de dobra, é essencial desligue o interruptor de energia para desligar com segurança o Prensa dobradeira CNC. Esta etapa ajuda evitar riscos elétricos, conservar energia e proteger componentes da máquina de desgaste desnecessário. Antes de desligar, certifique-se de que todos as operações de dobra são concluídas, o bomba hidráulica desligada, e o o controlador (DA-66T ou DA-69T) está devidamente encerradoOs operadores devem seguir os procedimentos padrão de desligamento para evitar erros do sistema ao reiniciar. Desligar o interruptor de energia regularmente após o uso ajuda a manter longevidade da máquina, aumenta a segurança e garante um ambiente de trabalho eficiente.

O vídeo acima é um tutorial detalhado de operação das nossas Prensas Dobradeiras Genius DA-66T e DA-69T. Podem ocorrer mais problemas durante as operações. Por favor, deixe uma mensagem em nosso histórico para se comunicar conosco. A HARSLE o atenderá com total comprometimento.



