








4 секрета о лазерной сварочной головке, которые вы никогда не узнаете
Путешествуя по миру технологий лазерной сварки, я обнаружил несколько интересных фактов о лазерных сварочных головках, которые обычно не обсуждаются. Хотя многие специалисты понимают основы, есть четыре секрета, касающихся лазерных сварочных головок, которые могут существенно повлиять на производительность и результаты. Эти знания помогли мне оптимизировать сварочные процессы и добиться лучших результатов в моих проектах. В этой статье я раскрою эти четыре секрета о лазерных сварочных головках, о которых вы никогда не узнаете, и предоставлю ценную информацию, которая поможет вам лучше понять и использовать эту передовую технологию.
Что такое лазерная сварочная головка:
Лазерная сварочная головка является важнейшим компонентом лазерная сварка Системы, предназначенные для фокусировки и направления лазерного луча на заготовку для точной и эффективной сварки. Эта технология использует высокоэнергетические лазерные лучи для плавления и соединения материалов, обычно металлов или термопластиков, создавая прочные и чистые сварные швы.

Лазерная сварочная головка является ключевым компонентом оборудования для лазерной сварки. Она используется для регулировки фокуса и рабочего расстояния, чтобы получить нужный размер пятна. В лазерной сварочной головке интегрированы различные блоки, включая фокусировку и импорт лазера. В процессе лазерной сварки с обратной связью также предусмотрен блок мониторинга и управления.
Лазерная сварочная головка является ключевым компонентом оборудования для лазерной сварки. Она используется для регулировки фокуса и рабочего расстояния, чтобы получить нужный размер пятна. В лазерной сварочной головке интегрированы различные блоки, включая фокусировку и импорт лазера. В процессе лазерной сварки с обратной связью также предусмотрены блок мониторинга и управления.
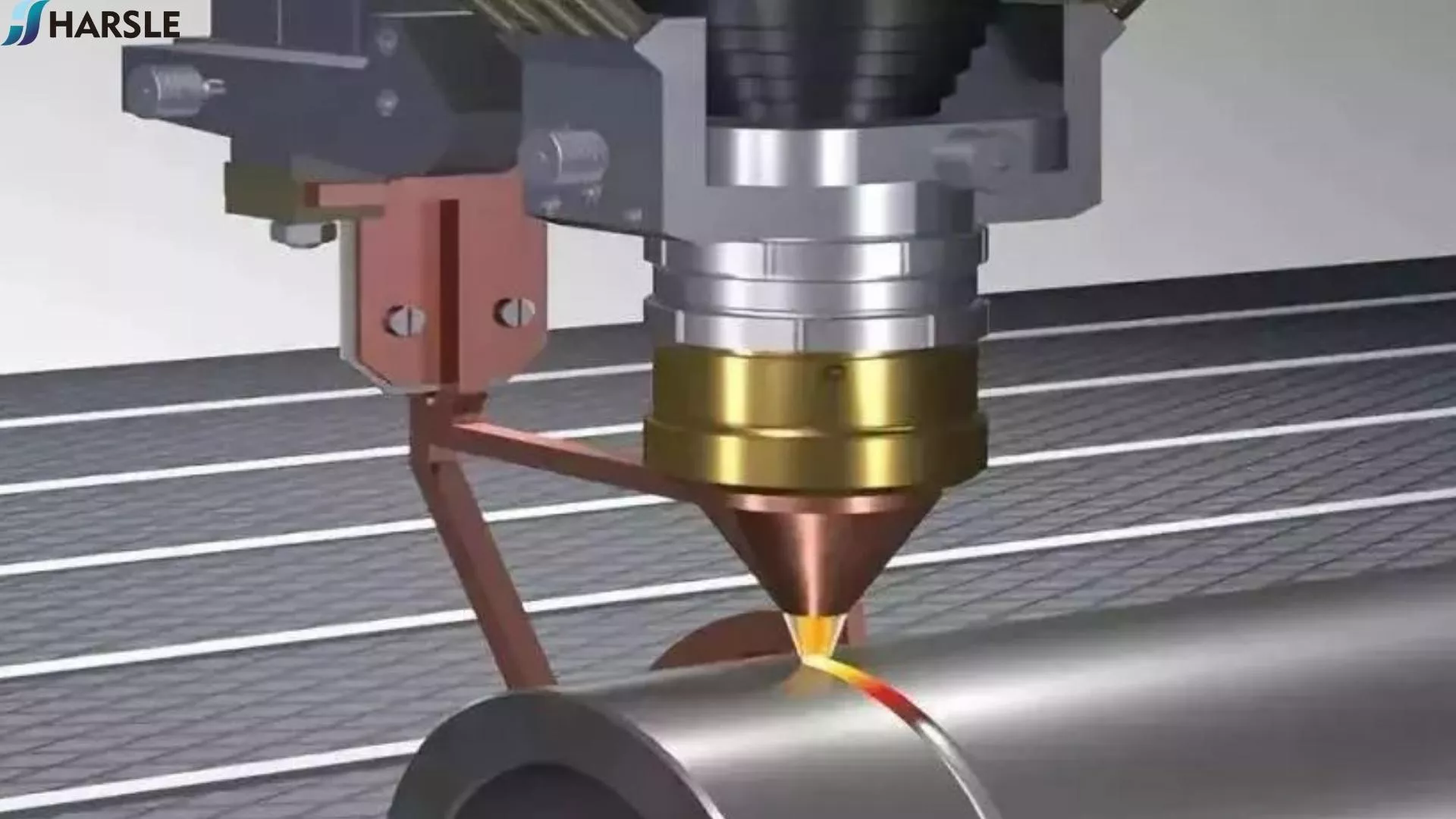
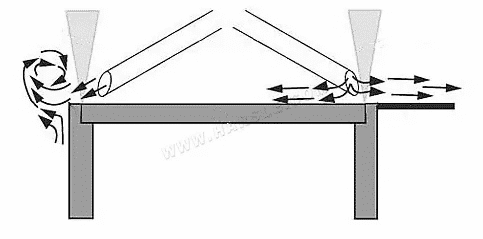
Конструкция сопла лазерной сварки относительно сложна, что играет важную роль в обеспечении качества сварки. В стране и за рубежом разработано множество лазерных сопел со своими особенностями. С точки зрения газовой защиты необходимо обеспечить плавную подачу и равномерное распределение газа, а также его поток для равномерного покрытия зоны лазерной сварки для достижения хорошего защитного эффекта. Как правило, интегрированная конструкция соосного расположения сопла, зоны защиты и лазерного луча является основной. Несмотря на сложность конструкции и высокую стоимость, защитный эффект хороший, стабильный и надежный. Метод подачи защитного газа спереди назад относительно прост, но защитный эффект слабый, поэтому он используется редко. Обычно расстояние от сопла до заготовки составляет 3–10 мм. Диаметр сопла составляет 4–8 мм, а расход газа составляет 8–30 л/мин. На следующем рисунке показана принципиальная схема сопла лазерной сварки.

Когда Сварка CO2-лазером При использовании защиты от кислорода требования к конструкции сопла более высокие для обеспечения хорошей геометрии газового потока. Основной принцип конструкции заключается в обеспечении более высокой скорости потока аргона для увеличения концентрации жидкого металла и предотвращения образования плазмы. Чем выше плотность энергии используемого лазера, тем больше требуется скорость потока аргона. Однако чрезмерная скорость потока аргона может привести к смещению сварочной ванны и отклонению сварного шва. Для азота не требуется высокая конструкция сопла и геометрия газового потока, но при высокой плотности мощности лазера следует принять соответствующие меры для подавления образования плазмы.
2. Сопло защитного газа для лазерной сварки:
При лазерной сварке используются два различных процесса сварки:
Теплопроводная сварка
Сварка с глубоким проплавлением
При сварке с применением теплопроводности материал расплавляется только на поверхности. Глубина сварного шва составляет несколько десятых миллиметра. Этот метод сварки в основном используется с импульсными лазерами Nd:YAG. В отличие от сварки с применением теплопроводности, сварка с глубоким проплавлением позволяет получать очень глубокие и очень узкие сварные швы. Сварка с глубоким проплавлением выполняется с помощью лазера Nd:YAG в режиме непрерывной генерации.
● Импульсный лазер
Для достижения наилучших результатов при сварке импульсным лазером сварочная проволока обычно прокалывается медленно. Направление подачи защитного газа можно свободно выбирать.
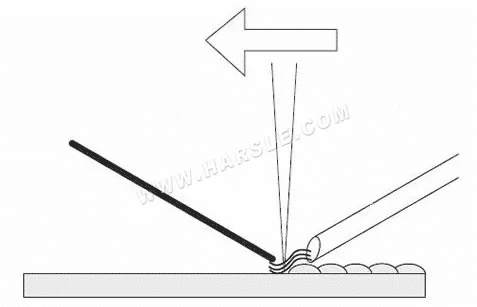
● Непрерывный лазер
Чтобы получить наилучшие результаты сварки с помощью лазеров непрерывного действия, защитный газ необходимо подавать вперед, а подачу сварочной проволоки следует замедлить.

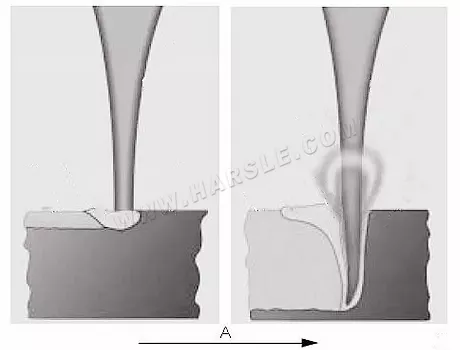
● Приварить кромку
Расположение сопел подачи защитного газа должно обеспечивать ламинарный и равномерный поток воздуха. Особенно при сварке на кромке образуется вихрь, который будет затягивать кислород из окружающей среды в зону сварки. Если содержание кислорода > 0,5%, материал может вступать в реакцию с кислородом. При сварке на кромке вихревой поток воздуха на кромке можно предотвратить, установив буферную пластину. Для достижения наилучших результатов сварки непрерывными лазерами защитный газ необходимо подавать вперёд, а сварочную проволоку – медленно.
3. Компоненты лазерной сварочной головки:
Лазерная сварочная головка состоит из блока фокусировки и ввода лазера, блока ввода и распределения защитного газа, системы охлаждения, системы защиты линз и т. д. В процессе лазерной сварки с обратной связью она также имеет блок контроля и управления с обратной связью.
Прежде всего, конструкция сопла лазерной сварки относительно сложна, но она играет очень важную роль в защите и улучшении качества машины во время сварки. Более того, в последние годы как отечественные, так и зарубежные, лазерные сопла различных форм были разработаны в соответствии с потребностями рынка и требованиями обрабатываемых изделий. С точки зрения газовой защиты, ее цель состоит в том, чтобы эффективно обеспечить плавный ввод газа и достичь сбалансированного распределения, что в конечном итоге может сформировать лучший защитный эффект. С текущей точки зрения сопло защитной зоны и лазерный луч коаксиальны и начали двигаться в сторону интегрированной конструкции, хотя такая настройка относительно сложна, а также увеличивает стоимость использования. Но с точки зрения конечного результата защитный эффект относительно хороший, стабильный и надежный.
4. Роль лазерной сварочной головки:
Лазерная головка — ключевой компонент оборудования для лазерной сварки. Она используется для регулировки фокусного расстояния и рабочего расстояния, чтобы получить нужный размер пятна.
При обычном использовании оборудования, такого как лазерный сварочный аппарат, лазерная головка работает, когда испускается лазер. Поскольку оборудование находится в процессе сварки, энергия, необходимая для его работы, поступает от этого оборудования. Для эффективного повышения качества работы необходимо обеспечить надлежащую защиту и техническое обслуживание в мирное время. Прежде всего, необходимо уделять внимание стабильности всей детали, поскольку при фактическом использовании положение лазерной головки может свободно перемещаться в соответствии с требованиями обрабатываемой детали. Однако, если во время использования возникнет общая нестабильность, это приведет к большему диапазону отклонений, и конечный результат не будет соответствовать требованиям к качеству обработанных деталей, поэтому этому также необходимо уделять внимание.