








4 أسرار لن تعرفها أبدًا عن رأس اللحام بالليزر
خلال رحلتي في عالم تكنولوجيا اللحام بالليزر، اكتشفتُ معلوماتٍ قيّمة حول رؤوس اللحام بالليزر، وهي معلوماتٌ لا تُناقش عادةً. مع أن العديد من المحترفين يدركون أساسيات هذه التكنولوجيا، إلا أن هناك أربعة أسرارٍ لها تأثيرٌ كبيرٌ على الأداء والنتائج. ساعدتني هذه المعلومات في تحسين عمليات اللحام وتحقيق نتائج أفضل في مشاريعي. في هذه المقالة، سأكشف عن هذه الأسرار الأربعة التي قد لا تعرفونها عن رؤوس اللحام بالليزر، مُقدمةً معلوماتٍ قيّمة تُعزز فهمكم لهذه التكنولوجيا المتقدمة واستخدامكم لها.
ما هو رأس اللحام بالليزر:
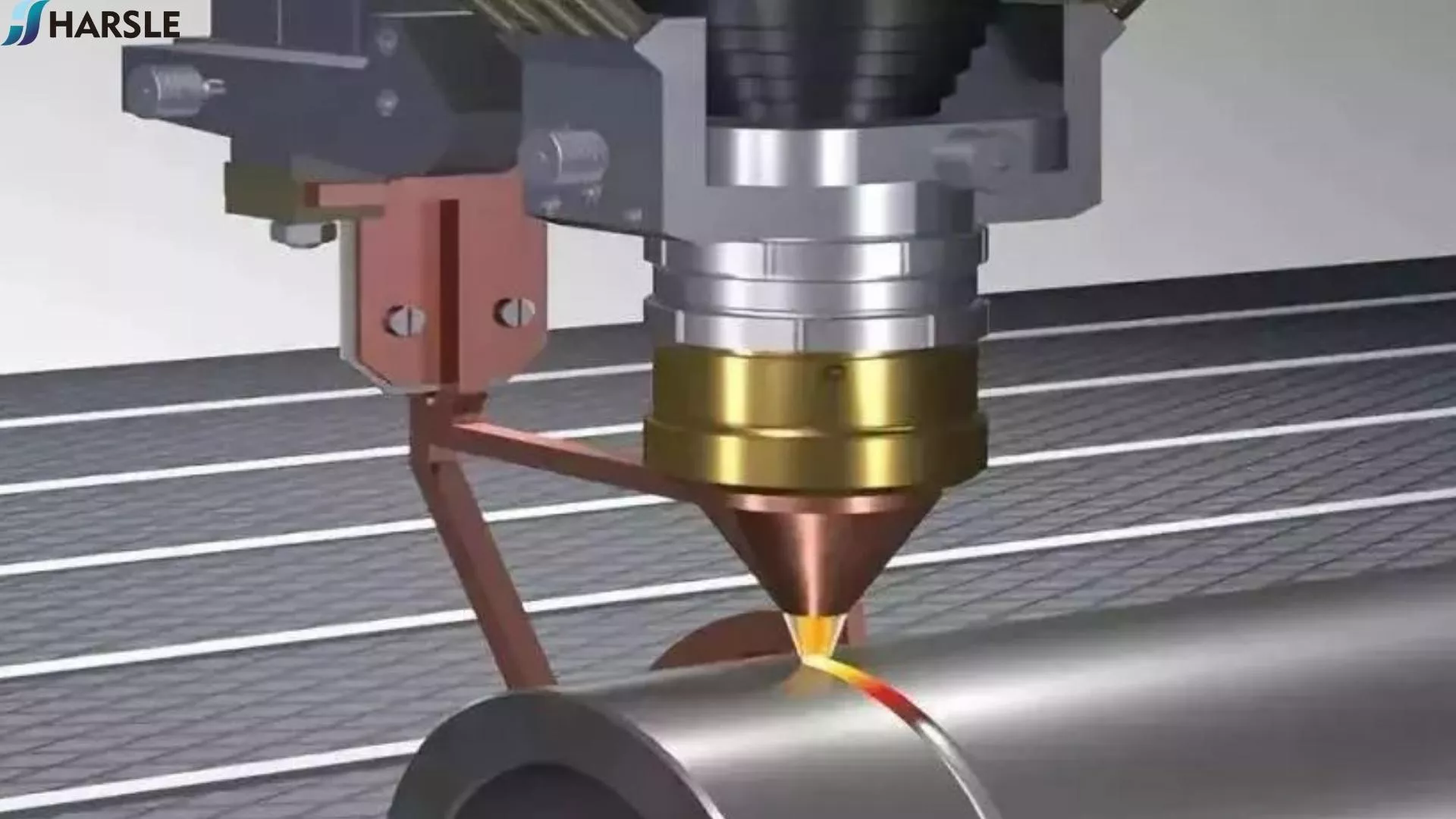
رأس اللحام بالليزر هو مكون أساسي في اللحام بالليزر أنظمة مصممة لتركيز شعاع الليزر وتوجيهه نحو قطعة العمل لضمان لحام دقيق وفعال. تستخدم هذه التقنية أشعة ليزر عالية الطاقة لصهر ودمج المواد، عادةً المعادن أو اللدائن الحرارية، لإنتاج لحامات قوية ونظيفة.

رأس معالجة الليزر هو مكون رئيسي في معدات اللحام بالليزر. يُستخدم لضبط التركيز ومسافة العمل للحصول على حجم البقعة المناسب. يحتوي رأس اللحام بالليزر على وحدات متكاملة ذات وظائف مختلفة، بما في ذلك تركيز الليزر واستيراده. كما تحتوي وحدة المعالجة، ووحدة إدخال وتوزيع غازات الحماية، ونظام التبريد، ونظام حماية العدسات، وغيرها، على وحدة تحكم في التغذية الراجعة في عملية اللحام بالليزر.
رأس معالجة الليزر هو مكون رئيسي في معدات اللحام بالليزر. يُستخدم لضبط التركيز ومسافة العمل للحصول على حجم البقعة المناسب. يحتوي رأس اللحام بالليزر على وحدات متكاملة ذات وظائف مختلفة، تشمل تركيز الليزر واستيراده. كما تحتوي وحدة إدخال وتوزيع غازات الحماية، ونظام التبريد، ونظام حماية العدسات، وغيرها، على وحدة تحكم في التغذية الراجعة في عملية اللحام بالليزر.
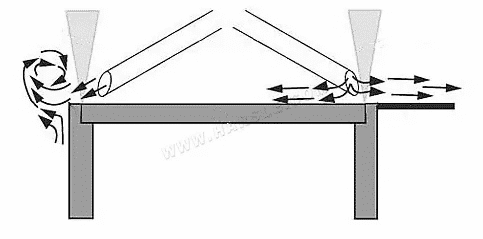
يتميز هيكل فوهة اللحام بالليزر بتعقيده النسبي، مما يلعب دورًا هامًا في ضمان جودة اللحام. وقد طُوّرت العديد من فوهات الليزر ذات الخصائص المميزة محليًا ودوليًا. ومن منظور حماية الغاز، من الضروري ضمان إدخال الغاز بسلاسة وتوزيعه بالتساوي، وتدفقه لضمان تغطية موحدة لمنطقة اللحام بالليزر، مما يُحقق تأثير حماية جيد. وبشكل عام، يُعد التصميم المتكامل للترتيب المحوري لفوهة منطقة الحماية وشعاع الليزر هو السائد. وعلى الرغم من تعقيد الهيكل وارتفاع تكلفته، إلا أن تأثير الحماية جيد ومستقر وموثوق. ورغم بساطة طريقة إدخال الغاز الواقي من الأمام إلى الخلف، إلا أن تأثير الحماية ضعيف، لذا نادرًا ما يُستخدم. وعادةً ما تكون المسافة بين الفوهة وقطعة العمل من 3 مم إلى 10 مم، ويتراوح قطر الفوهة بين 4 مم و8 مم، ومعدل تدفق الغاز من 8 لترات إلى 30 لترًا في الدقيقة. يوضح الشكل التالي الرسم التخطيطي لفوهة اللحام بالليزر.

متى لحام ليزر ثاني أكسيد الكربون يعتمد هذا النظام على حماية الأكسجين، ومتطلبات تصميم الفوهة أعلى لضمان هندسة تدفق جيدة للغاز. يتمثل المبدأ الأساسي للتصميم في ضمان حصول غاز الأرجون على معدل تدفق أعلى لزيادة المعدن السائل ومنع توليد البلازما. كلما زادت كثافة طاقة الليزر المستخدم، زادت الحاجة إلى معدل تدفق الأرجون. ومع ذلك، فإن التدفق الزائد لغاز الأرجون سيؤدي إلى نفخ حوض المنصهر وانحراف اللحام. لا يتطلب النيتروجين تصميمًا عاليًا لهيكل الفوهة وهندسة تدفق الغاز، ولكن إذا كانت كثافة طاقة الليزر عالية، فيجب اتخاذ التدابير المناسبة لقمع توليد البلازما.
2. فوهة غاز الحماية للحام بالليزر:
هناك طريقتان مختلفتان للحام في اللحام بالليزر:
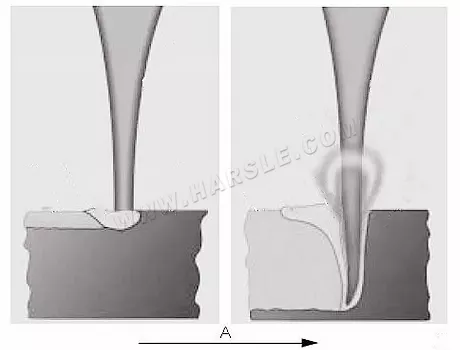
لحام التوصيل الحراري
اللحام بالاختراق العميق
في اللحام بالتوصيل الحراري، تذوب المادة على السطح فقط. يبلغ عمق اللحام المتشكل بضعة أعشار من المليمتر. تُستخدم هذه العملية بشكل رئيسي مع ليزر Nd:YAG النبضي. على عكس اللحام بالتوصيل الحراري، يُنتج لحام الاختراق العميق طبقات لحام عميقة وضيقة للغاية. يُجرى لحام الاختراق العميق باستخدام ليزر Nd:YAG في وضع التشغيل الموجي المستمر.
● الليزر النبضي
للحصول على أفضل نتائج لحام باستخدام الليزر النبضي، عادةً ما يُثقب سلك اللحام ببطء. ويمكن اختيار اتجاه دخول غاز الحماية بحرية.
● الليزر المستمر
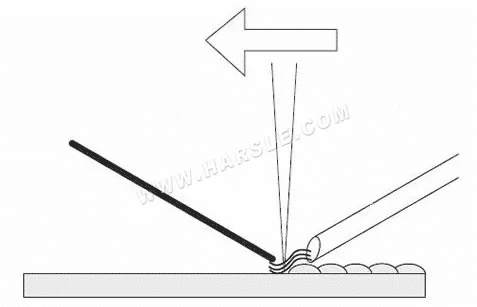
من أجل الحصول على أفضل نتائج اللحام باستخدام الليزر الموجي المستمر، يجب إدخال غاز الحماية للأمام وإبطاء إدخال سلك اللحام.

● اللحام على الحافة
يجب أن يكون ترتيب فوهات إدخال غاز الحماية بحيث يُنتج تدفق هواء صفائحي وموحد. خاصةً عند اللحام على الحافة، ستتولد دوامة هوائية، مما يدفع الأكسجين الموجود في البيئة إلى موضع اللحام. إذا كان محتوى الأكسجين أكبر من 0.5%، فقد تتفاعل المادة مع الأكسجين. في حالة اللحام على الحافة، يمكن منع دوامة تدفق الهواء على الحافة بتركيب صفيحة عازلة. لتحقيق أفضل نتائج لحام باستخدام ليزر الموجة المستمرة، يجب إدخال غاز الحماية للأمام وإبطاء مدخل سلك اللحام.
3. مكونات رأس اللحام بالليزر:
يتكون رأس اللحام بالليزر من وحدة تركيز وإدخال الليزر، ووحدة إدخال وتوزيع غاز الحماية، ونظام التبريد، ونظام حماية العدسة، وما إلى ذلك. في عملية اللحام بالليزر مع التحكم في التغذية الراجعة، فإنه يحتوي أيضًا على وحدة مراقبة وتحكم في التغذية الراجعة.
أولاً، يُعد هيكل فوهة اللحام بالليزر معقدًا نسبيًا، ولكنه يلعب دورًا بالغ الأهمية في حماية الآلة وتحسين جودة اللحام. علاوة على ذلك، في السنوات الأخيرة، طُوّرت فوهات ليزر بأشكال متنوعة، محلية وأجنبية، وفقًا لاحتياجات السوق ومتطلبات المنتجات المُصنّعة. من منظور حماية الغاز، يتمثل هدفها في ضمان إدخال الغاز بسلاسة وتحقيق توزيع متوازن، مما يُؤدي في النهاية إلى تأثير حماية أفضل. حاليًا، تُعد فوهة منطقة الحماية وشعاع الليزر محوريين، وقد بدأنا في التوجه نحو تصميم متكامل، على الرغم من أن هذا الإعداد معقد نسبيًا، كما أنه يزيد من تكلفة الاستخدام. ولكن من حيث النتيجة النهائية، فإن تأثير الحماية جيد نسبيًا ومستقر وموثوق.
4. دور رأس اللحام بالليزر:
يُعد رأس معالجة الليزر مكونًا أساسيًا في معدات اللحام بالليزر. يُستخدم لضبط البعد البؤري ومسافة العمل للحصول على حجم بقعة مناسب.
عند استخدام معدات مثل آلة اللحام بالليزر، يكون رأس الليزر في حالة عمل فعلي عند انبعاث الليزر. ولأن الجهاز قيد اللحام، فإن الطاقة المطلوبة منه تأتي من هذا الجهاز. لتحسين جودة العمل بفعالية، من الضروري توفير حماية وصيانة جيدة في أوقات السلم. أولًا، يجب الاهتمام بثبات القطعة بأكملها، لأنه أثناء الاستخدام الفعلي، يمكن تحريك موضع رأس الليزر بحرية وفقًا لاحتياجات قطعة العمل المراد معالجتها. ومع ذلك، إذا حدث عدم استقرار عام أثناء الاستخدام، فسيؤدي ذلك إلى نطاق انحرافات أكبر، وستؤدي النتيجة النهائية إلى عدم تلبية جودة القطع المعالجة للمتطلبات المقابلة، لذا يجب الانتباه إلى ذلك أيضًا.