Полное руководство по гибке листового металла
Гибка листового металла в основном используется гибочные станки Для гибки листового металла по прямой линии, что подходит для обработки узких и длинных линейных деталей. Гибка на гибочном станке осуществляется с помощью верхних и нижних гибочных штампов, закрепленных на подвижном блоке и столе.

Распространенные методы гибки
Метод гибки также различается в зависимости от используемого оборудования. Существует три наиболее распространённых метода:
1.Свободный изгиб
При свободной гибке листовой металл обычно зажимается или удерживается на месте с одного конца, а другой конец подвергается манипуляциям для достижения желаемого угла гиба. Этот процесс позволяет формировать широкий диапазон углов и форм гиба в зависимости от навыков оператора и характеристик изгибаемого материала.
Принцип работы свободной гибки показан на рисунке (а) ниже. Нижний V-образный штамп 1 закреплен на рабочем столе пресса, а верхний штамп 2 совершает возвратно-поступательное движение вверх и вниз вместе с ползуном пресса. Листовой материал 3 помещается на нижнюю форму, и верхняя форма сгибает листовой материал вниз, регулируя глубину погружения верхней формы в нижнюю для получения заготовок с различными углами гибки.
Преимущества: с помощью набора простых V-образных форм можно получить ряд различных углов гиба.
Недостатками являются: вертикальная деформация пресса, разница в производительности плиты, а небольшие изменения вызовут очевидные изменения угла гибки, поэтому требуется точно контролировать нижнюю мертвую точку движения ползуна, а также упругую деформацию пресса и отскок самой заготовки. Дождитесь компенсации.
2. Принудительный изгиб
Принудительная гибка широко используется в промышленном производстве благодаря возможности получения точных и повторяемых изгибов деталей из листового металла. Она подходит для крупносерийного производства и позволяет формировать сложные формы с жесткими допусками.
Принцип работы принудительной гибки показан на рисунке (b) ниже. Принудительная гибка является заключительной стадией гибки. Верхний штамп 2 прижимает лист 3 к V-образной канавке нижнего штампа 1, выполняя функцию коррекции. Отскок заготовки ограничен небольшим диапазоном. Однако набор V-образных пресс-форм позволяет получить только определённый угол гибки, поэтому все углы заготовки должны быть одинаковыми, в противном случае пресс-форму необходимо заменить.
3.Трехточечный изгиб
Принцип работы трёхточечной гибки показан на следующем рисунке (c). Помимо двух точек контакта нижнего штампа 1 с листовым материалом 3, с листовым материалом контактирует также верхняя плоскость нижнего подвижного блока 4, поэтому этот процесс называется «трёхточечной гибкой».
Ползун оснащен гидравлической подушкой, поэтому точность перемещения и деформация пресса, а также изменение производительности листа не влияют на угол гибки заготовки. Он зависит только от глубины H и ширины W канавки нижнего штампа. Благодаря характеру принудительной гибки можно получить заготовку с малым возвратом пружины и высокой точностью. Очевидно, что, регулируя и управляя верхним и нижним положениями подвижного блока, можно также получать различные углы гибки заготовки на пресс-форме.
На современных гибочных станках методы принудительной гибки применяются редко, чаще всего – свободная и трёхточечная гибка. Например, в настоящее время наиболее распространён гидравлический листогибочный станок, в котором перемещение инструмента осуществляется с помощью гидравлической бесступенчатой регулировки давления и используется режим свободной гибки. Во время работы подъём и опускание ползуна, а также регулировка верхнего и нижнего положения осуществляются точно с помощью гидравлических цилиндров.
Регулировка хода ползуна и положения заднего упора в основном осуществляется с помощью электропривода для быстрой и ручной точной регулировки. Регулировка обычно оснащена цифровым дисплеем и может быть дополнена системой числового программного управления для автоматического управления задним упором и ходом ползуна. Точность позиционирования такого механизма с числовым программным управлением обычно составляет ±0,1 мм и более, что позволяет осуществлять непрерывную и быструю гибку заготовок под различными углами, что значительно повышает эффективность производства.

Типы и применение гибочных штампов
Гибочные штампы, устанавливаемые на гибочный станок, можно разделить на два типа: штампы общего назначения и штампы специального назначения. На рисунке ниже показана форма торцевой поверхности штампа общего назначения.

Верхняя форма обычно имеет V-образную форму. Существует два типа: с прямым рычагом и с изогнутым рычагом. Угол верхней формы с небольшими закруглениями составляет 15°, а радиус скругления верхней формы имеет несколько фиксированных размеров для облегчения замены в зависимости от особенностей заготовки.
Нижний штамп обычно состоит из нескольких фиксированных выемок, подходящих для гибочных деталей станка на четырёх поверхностях. Как правило, гибке подлежат V-образные и прямоугольные детали, как тупоугольные, так и остроугольные. Длина нижнего штампа, как правило, равна длине заготовки. Столешницы одинаковы или немного длиннее. Высота верхнего и нижнего штампов гибочного штампа определяется в зависимости от высоты закрытия станка, а угол гибки при использовании штампа должен превышать 18°.
При гибке деталей на гибочном станке с использованием универсального гибочного штампа ширина паза нижнего штампа B должна быть не менее удвоенной суммы радиуса гибки R детали и толщины материала t плюс зазор 2 мм, то есть: B>2(t+R)+2. Таким образом, заготовка не будет застревать, а также не будет образовывать вмятины и царапины при гибке. При этом, чтобы уменьшить усилие гибки, для твёрдых материалов следует использовать более широкую выемку, а для более мягких – более узкую. Большая выемка согнет прямую сторону в дугу.
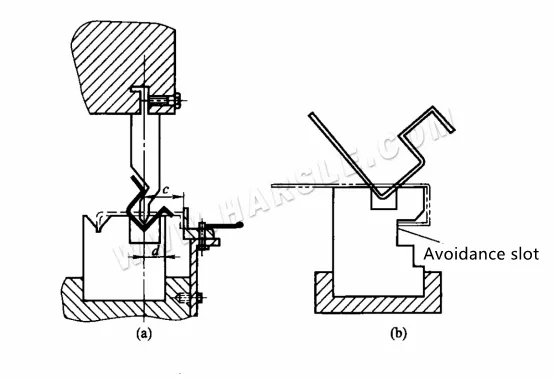
При гибке заготовки с загнутым краем расстояние от центра паза нижнего штампа до его края не должно превышать длины прямой стороны загибаемой детали. Размер d на рисунке (а) должен быть меньше размера C, в противном случае заготовка не будет установлена. При гибке заготовки в форме крючка и последующей гибке следует использовать нижний штамп с выходным пазом, как показано на рисунке (б).
Выбор верхней формы также должен осуществляться в соответствии с требованиями формы и размера детали. Радиус скругления рабочего конца верхней формы должен быть немного меньше радиуса изгиба детали. Как правило, используется форма с прямыми рычагами. При засорении верхней формы с прямыми рычагами её следует заменить на форму с изогнутыми рычагами.
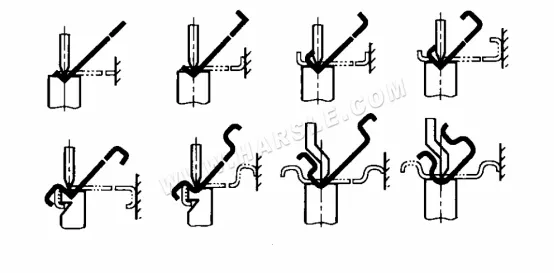
При использовании универсальных пресс-форм для гибки сложных многоугольных деталей, в зависимости от количества углов, радиуса гибки и формы деталей, необходимо многократно регулировать перегородку и заменять верхнюю и нижнюю пресс-формы. Порядок первой и второй гибки очень важен. Он не только влияет на конструкцию пресс-формы и количество изгибаемых деталей, но иногда и определяет возможность изготовления деталей.
Общий принцип таков: при гибке гибка должна выполняться снаружи внутрь, то есть сначала внешний угол гиба, внутренний угол заднего гиба, предыдущий изгиб должен учитывать надежное позиционирование последующего изгиба, а последующий изгиб не должен влиять на форму предыдущего изгиба.
Для гибки деталей больших объёмов производства или деталей особой формы необходимо использовать специальные гибочные формы. Специальный гибочный штамп может использоваться совместно с обычным гибочным штампом, или детали могут гнуться отдельно. На рисунке ниже показан специальный гибочный штамп, используемый на гибочном станке.
На рисунках (a)–(c) показан процесс многоэтапной гибки круглой трубы с помощью специального гибочного штампа. Специальный штамп, показанный на рисунке (d), позволяет одновременно гибать несколько деталей, обеспечивая высокую эффективность производства. Пресс-форма, показанная на рисунке (e), представляет собой специальную гибочную форму, используемую на последнем этапе. Поскольку отверстие в детали очень маленькое, обычная гибочная форма может выполнить гибку только на первых нескольких этапах.

Эксплуатация гибочного станка
Неважно, какой вид гибочный штамп Перед началом работы на гибочном станке необходимо выполнить следующие подготовительные работы: во-первых, удалить посторонние предметы с рабочей поверхности и инструмента, а также смазать станок; во-вторых, проверить исправность всех деталей станка. При обнаружении неисправности своевременно устранить её, особенно проверить гибкость педали. Если обнаружено, что педаль связана с автомобилем, пользоваться станком категорически запрещено.
В общем случае гибочный станок может работать по следующей схеме.
1. Опустите ползун гибочного станка в самое нижнее положение и отрегулируйте нижнюю точку ползуна таким образом, чтобы закрытая высота ползуна относительно рабочего стола была на 20–50 мм больше общей высоты верхнего и нижнего гибочных штампов.
2. Поднимите ползун и установите верхнюю и нижнюю формы. Обычно сначала устанавливается нижняя форма на рабочий стол, затем опускается ползун, а затем устанавливается верхняя форма. При установке верхней формы, удерживая оба конца параллельно, переместите один конец ползуна в паз неподвижной формы и вдавите его внутрь. Среднее положение ползуна обеспечивает силовое равновесие станка и надёжную фиксацию винтами.
Чтобы предотвратить падение верхней формы и повреждение нижней формы или повреждение рук во время установки, вы можете положить на нижнюю форму несколько деревянных брусков, желательно несколько деревянных палок того же диаметра, которые не только предотвратят вышеуказанные несчастные случаи, но и будут служить опорой для деревянных палок. Когда верхняя форма вдавливается внутрь, поскольку она параллельна, это экономит трудозатраты и безопасно.
3. Запустите механизм регулировки ползуна, чтобы верхняя форма вошла в паз нижней формы, и переместите нижнюю форму так, чтобы осевая линия вершины верхней формы совпала с осевой линией паза нижней формы, а нижняя форма была зафиксирована.
В настоящее время на некоторых гибочных машинах, учитывая удобство монтажа и отладки верхней и нижней пресс-форм, нижняя пресс-форма также выполнена в виде нижней подкладки пресс-формы и разъемной нижней пресс-формы, которые соединены в виде П-образной выемки, хотя последующая замена пресс-формы более удобна, но первую установку и отладку все равно следует проводить согласно вышеизложенным этапам.
4. Поднимите ползунок и отрегулируйте стопорный механизм, установленный на задней стороне рабочего стола, в соответствии с размером гибки так, чтобы отверстие верхней матрицы и линия гибки листового материала совпадали. Если оборудование оснащено цифровым дисплеем или числовым программным управлением, его можно отрегулировать с помощью электропривода, а позиционирование можно осуществлять напрямую: с помощью дисплея или программного управления.
Если оборудование не имеет функции электрической регулировки, размер заготовки можно отрегулировать вручную во время работы. Конструкция стопорного механизма показана на рисунке ниже. Кронштейн 5 фиксируется в Т-образном пазу на боковой стороне верстака с помощью ручки крепления 6 и может регулироваться вверх и вниз. Ползун 2 может перемещаться вперед и назад вдоль кронштейна 5 для установки в необходимое положение. Если величина регулировки невелика, отражательную пластину 1 также можно отрегулировать вперед и назад с помощью гайки точной регулировки 4 и закрепить ручкой 3.

При работе обычно отмечают измеренное значение размера А, его значение равно:
А=Л+ В/2+С
А: Расстояние от торца нижнего штампа до перегородки, мм;
B- Ширина паза нижнего штампа, мм;
С1 Расстояние от торца нижнего бойка до края паза нижнего бойка, мм;
L-Расстояние от линии гиба до края заготовки, мм.
Необходимо проверить значение A и затем соответствующим образом скорректировать его. Размер изгиба можно определить только после прохождения первичной проверки, самопроверки и специальной проверки.
5. Отрегулируйте угол гибки по мере необходимости. Угол гибки нужен только для регулировки глубины погружения верхней формы в нижнюю, и это легко достигается. Как правило, после нескольких пробных гибок с использованием отходов можно определить работу гибки.
Последовательность изгиба
Для деталей, которые необходимо сгибать многократно, порядок гибки обычно следующий: снаружи внутрь. То есть сначала сгибают углы двух концов, затем углы средней части, при этом предыдущая гибка должна учитывать надёжное позиционирование последующей гибки, а последующая гибка не должна затрагивать сформированную ранее часть.
Методы обработки обычных гибочных деталей
Универсальный гибочный станок используется со специальными штампами для гибки, что не только быстро в освоении производства, но и очень экономично, поэтому он широко применяется в производстве.
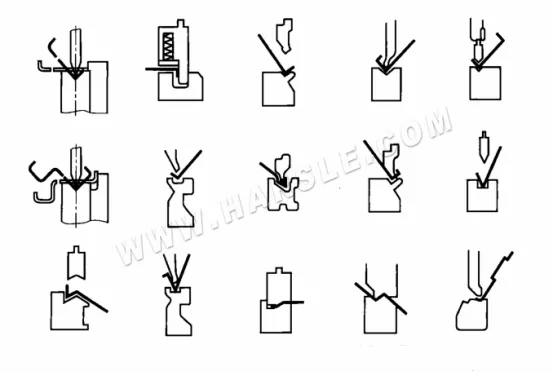
На рис. 1 показана обычная гибочная деталь и ее гибочная матрица, образованная за счет сгибания краев и углов.
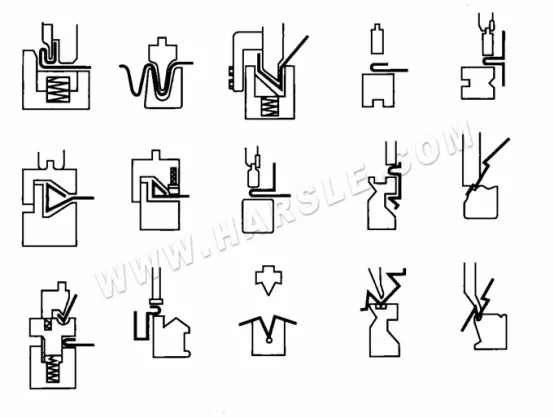
На рис. 2 показана обычная гибочная деталь для гибки и формовки, а также ее гибочная матрица.
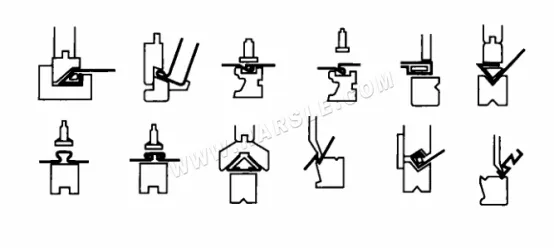
На рисунке 3 показана обычная гибочная деталь, образованная замком и его гибочной матрицей.
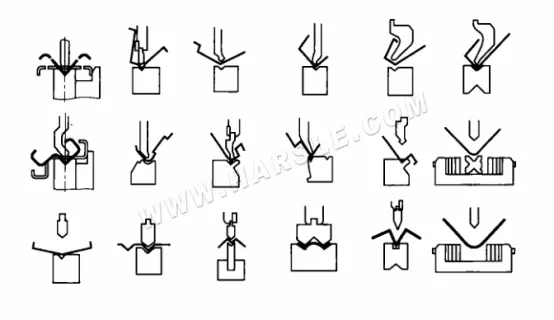
На рисунке 4 показана обычная гибочная деталь и ее гибочная матрица.
Заключение
Гибка листового металла — универсальный и важный процесс в современном производстве, строительстве и машиностроении. Освоив принципы и методы гибки листового металла, описанные в этом руководстве, вы сможете уверенно и точно выполнять широкий спектр гибочных работ. Независимо от того, новичок вы или опытный специалист, это полное руководство станет ценным источником информации для расширения ваших знаний в области гибки листового металла и достижения оптимальных результатов в ваших проектах.