








فهم نصف قطر انحناء الصفائح المعدنية وسمكها

عندما أعمل مع الصفائح المعدنية، غالبًا ما أجد نفسي أستكشف العلاقة بين الصفائح المعدنية نصف قطر الانحناء وسمك الصفائح. يُعد فهم كيفية تفاعل هذين العاملين أمرًا بالغ الأهمية لتحقيق انحناءات دقيقة والحفاظ على سلامة الهيكل. يؤثر نصف قطر الانحناء المناسب ليس فقط على جمالية المنتج النهائي، بل أيضًا على أدائه تحت الضغط. في هذه المقالة، سأتناول الجوانب الرئيسية لهذه العلاقة، مقدمًا رؤىً تساعد المبتدئين والمحترفين ذوي الخبرة على فهم تعقيدات تصنيع الصفائح المعدنية.
ال ثني الصفائح المعدنية السطح قيمة مطلوبة في رسم الصفائح المعدنية. يصعب تحديد حجمه عند المعالجة الفعلية. ترتبط قطعة عمل ثني الصفائح المعدنية هذه بسُمك المادة، وضغط آلة الثني، وعرض أخدود القالب السفلي. ما أهمية ذلك؟ لندرسه اليوم.
تظهر الخبرة في معالجة الصفائح المعدنية الفعلية أنه عندما لا يكون سمك اللوحة العام أكبر من 6 مم، يمكن استخدام نصف القطر الداخلي لثني الصفائح المعدنية مباشرة كنصف قطر عند الانحناء.
نصف قطر انحناء الصفائح المعدنية
عندما يكون سمك اللوحة أكبر من 6 مم وأقل من 12 مم، يكون نصف قطر الانحناء فيها عادةً ما بين 1.25 و1.5 ضعف سمكها. وعندما لا يقل سمكها عن 12 مم، يكون نصف قطر الانحناء فيها عادةً ما بين 2 و3 أضعاف سمكها.
عندما يكون نصف قطر الانحناء R = 0.5، يكون السُمك العام للصفائح المعدنية T مساويًا لـ 0.5 مم. إذا كنت بحاجة إلى نصف قطر أكبر أو أصغر من سُمك الصفائح، فينبغي استخدام قالب خاص.
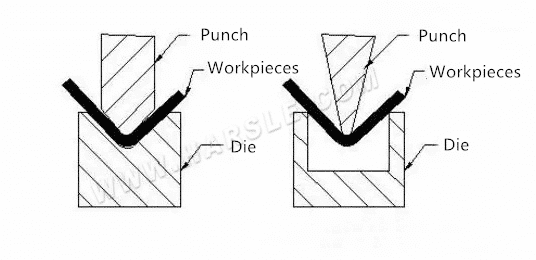
عندما يتطلب رسم الصفائح المعدنية ثنيها بزاوية 90 درجة، ولكن مع نصف قطر انحناء صغير جدًا، يجب معالجة الصفائح بأخدود تسوية قبل ثنيها. كما يمكن معالجة القوالب العلوية والسفلية لقوالب آلات الثني الخاصة.

إن سطح ثني الصفائح المعدنية له علاقة معينة بعرض الأخدود السفلي لقالب الانحناء.
من خلال تجارب عديدة في معالجة الصفائح المعدنية، وُجدت علاقة وطيدة بين عرض الأخدود أسفل قالب الانحناء ونصف قطر الانحناء. على سبيل المثال، تُثنى صفيحة بسمك 1.0 مم بعرض فتحة 8 مم، لذا يكون نصف قطر الانحناء المُضغط مثاليًا R1.
إذا استُخدم عرض فتحة 20 مم للثني، وبما أن القالب العلوي يتحرك للأسفل أثناء الثني، فإن عمق الصفيحة المشدودة يصل إلى زاوية معينة. عندها، تكون مساحة الأخدود بعرض 20 مم أكبر من مساحة الأخدود بعرض 8 مم. عند الثني بأخدود بعرض 20 مم، تزداد مساحة الشد أيضًا وتزداد زاوية R.
لذلك، عند الحاجة إلى نصف قطر انحناء للصفائح دون إتلاف قالب آلة الثني، نحاول ثنيها بأخدود ضيق قدر الإمكان. في الظروف العادية، يُنصح بالتشغيل وفقًا لسمك الصفائح القياسي ونسبة عرض الفتحة 1:8. يجب ألا يقل الحد الأدنى عن نسبة سمك الصفائح إلى عرض الفتحة 1:6، ويمكن ثني الصفائح المعدنية بشكل مناسب، بحيث لا تقل نسبة سمك الصفائح إلى عرض الفتحة عن 1:4. اقتراح: عند توفر القوة، يُفضل استخدام طريقة التخطيط قبل الثني لعمل نصف قطر انحناء صغير للصفائح المعدنية.
خاتمة
يُعد فهم التفاعل بين نصف قطر الانحناء وسمكه أمرًا أساسيًا لنجاح تصنيع الصفائح المعدنية. ويُسهم الاختيار الصحيح لهذه المعايير في ضمان جودة عالية للانحناءات، بما يتوافق مع مواصفات التصميم دون المساس بسلامة المواد.
America-Miami-Customer-Feeback.jpg)










