








Für eine effiziente Metallverarbeitung ist das Verständnis der Funktionsweise von Stanzmaschinen entscheidend. Wenn Sie wissen möchten, wie Stanzmaschinen funktionieren und warum sie für die Fertigung unverzichtbar sind, sind Sie hier richtig. In diesem Artikel erkläre ich die Funktionsweise von Stanzmaschinen, ihren Einrichtungsprozess und die wichtigsten Gründe, warum sie für die Metallverarbeitung unverzichtbar sind. Ob Sie sich mit Automatisierung beschäftigen oder die Produktionsqualität verbessern möchten – dieser Leitfaden bietet Ihnen die notwendigen praktischen Einblicke.
Wie funktioniert eine Stanzmaschine?
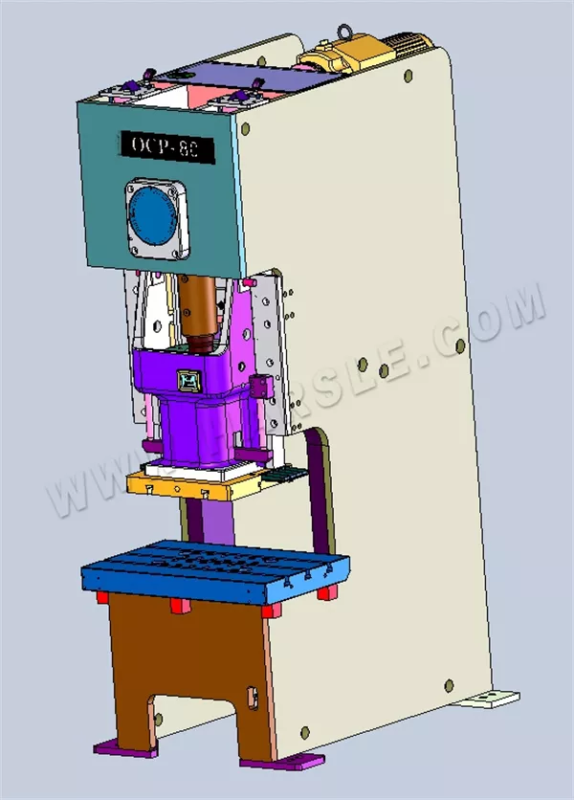
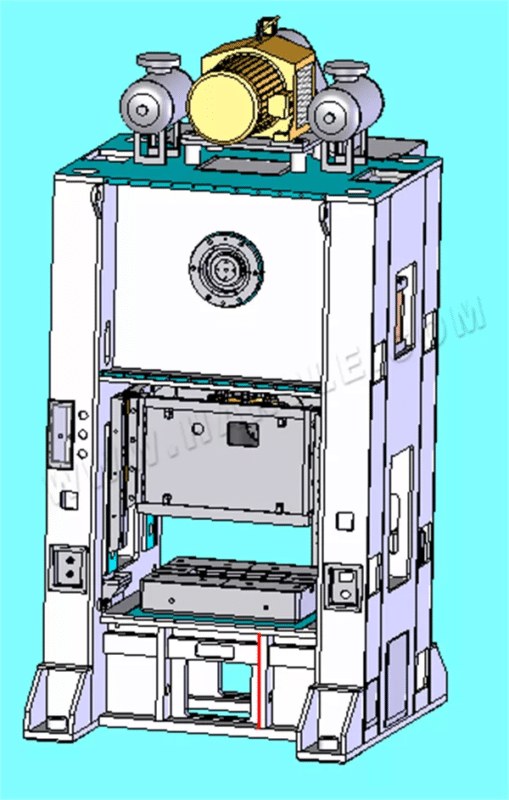
Eine Stanzmaschine arbeitet durch kontrollierte Krafteinwirkung auf eine Stempel- und Matrizeneinheit und erzeugt so Löcher oder Formen in Blech oder anderen Materialien. Der Stempel drückt mit hoher Kraft auf das Material und schert es gegen die Matrize, um einen sauberen, präzisen Schnitt zu erzeugen. Moderne Stanzmaschinen nutzen häufig hydraulische, mechanische oder CNC-Systeme für höhere Geschwindigkeit und Genauigkeit. Das Verständnis des Arbeitsprozesses einer Stanzmaschine ist unerlässlich, um qualitativ hochwertige Ergebnisse bei minimalem Abfall zu erzielen.
Stanzmaschine Merkmale
⒈Benutzerfreundliche Bedienoberfläche, Sie müssen nur die Lochkoordinatenparameter des Produkts eingeben, um das Produkt ohne Programmierung zu verarbeiten;
⒉Die Bedienoberfläche des numerischen Steuerungsbildschirms ist intuitiver und bequemer;
⒊Großer Verarbeitungsbereich: Durch Ändern der Form können verschiedene Löcher mit unterschiedlichen Spezifikationen und Formen verarbeitet werden.
⒋Pneumatische Zuführung, hydraulisches Stanzen, stabiler Betrieb;
⒌Die Maschine kann kontinuierlich eine unbegrenzte Anzahl von Löchern verarbeiten, und die verarbeiteten Löcher sind gratfrei, was einfach und schön ist.
⒍Die Werkzeugmaschine lässt sich leicht einstellen und der Formwechsel erfolgt schnell, was die Einstellzeit erheblich verkürzen kann.
⒎Die Konsistenz der automatisierten Verarbeitungsprodukte ist gut und die Produktqualität stabiler.

Umfang der Stanzmaschine:
1. Querträger des 10-kV-Verteilungsnetzes im Energiesektor, Aufbohren, Lochreparatur, Öffnen von Eisentürmen; Kraftwerk, Umspannwerk, Sammelschiene aus Kupfer und Aluminium, Geräteleitungsklemme, Flachstahl und andere Öffnungen.
2. Inspektion und Verstärkung der Eisenbahn-, Post- und Telekommunikations-, Erdöl-, Geologie- und Bauindustrie. Da die Maschine keine elektrische Energie benötigt, eignet sie sich besonders für Feld-, Höhen- und Unterwasserarbeiten.
Hinweise zur Stanzmaschine:
1. Überprüfen Sie vor dem Vorgang, ob Stempel und Matrize übereinstimmen, da sonst der Host beschädigt wird.
2. Vor dem Stanzen muss die Matrize festgeschraubt werden.
3. Wenn während des Betriebs ungewöhnliche Fehler festgestellt werden, sollte das Stanzen gestoppt und der Fehler behoben werden, um Schäden an der Maschine zu vermeiden.
4. Die Schraube und die Mutter sollten mit Öl geschmiert werden.
Das Funktionsprinzip der Stanzmaschine:
Das Funktionsprinzip besteht darin, dass der Motor das Trägheitsrad antreibt, um den Betrieb fortzusetzen. Wenn es nicht aktiviert ist, speichert das Trägheitsrad weiterhin Energie durch die Feder. Wenn die Sohle auf das Pedal tritt, folgt die vom Trägheitsrad gespeicherte Energie der Übertragungsführung. Wenn die Stange auf den Bohrer übertragen wird, wird ein Schlag auf das Objekt ausgeführt.
Klassifizierung der Stanzmaschinen:
Heute wird hauptsächlich zwischen CNC- und hydraulischen Stanzmaschinen unterschieden. Der erste Typ wird hauptsächlich für die Stanzbearbeitung weicherer Produkte wie Leder, Kunststoff, PVC, Papier usw. verwendet. Der zweite Typ wird üblicherweise zum Stanzen von Löchern in Metallbleche wie Kupferbleche, Stahlbleche und Winkeleisen verwendet. Er eignet sich besonders für bestimmte Anwendungen in der Energie- und Bauindustrie.
Hinweis Auf der Stanzmaschine:
Stanzmaschinen eignen sich im Allgemeinen für die Bearbeitung einiger weicher Materialien. Die Schwerkraft wird genutzt, um den Bohrer während der Bearbeitung nach unten zu drücken. Achten Sie daher auf die richtige Hubkraft, da sonst Risse im zu bearbeitenden Material entstehen können. Schauen Sie während des Vorgangs nicht nach unten, um Augenschäden durch Abfälle zu vermeiden. Halten Sie Ihre Hände vom Stanzbereich fern und achten Sie darauf, dass sich keine anderen unbeteiligten Mitarbeiter im Gefahrenbereich befinden.
Einführung der Stanzmaschinenstruktur
Es gibt verschiedene Arten von Stanzmaschinen. Aufgrund der unterschiedlichen Konstruktionsprinzipien ändern sich jedoch auch Preis und Verarbeitungseffekte. Selbstverständlich gibt es auch bei verschiedenen Pressentypen immer Gemeinsamkeiten in der Struktur. Dieser Artikel stellt einige gängige Strukturen und Teile von Pressen vor und erläutert deren Eigenschaften und Teile, um Ihnen das Verständnis und die Verwendung der Pressen zu erleichtern.
●Kurze Struktur
Oberform: Die Oberform ist der obere Teil der gesamten Stanzform, also der auf dem Pressenschlitten montierte Teil der Stanzform.
Oberer Formhalter: Der obere Formhalter ist der oberste Plattenteil der oberen Form, der sich beim Arbeiten in der Nähe des Pressenschlittens befindet und durch den Formgriff oder direkt am Pressenschlitten befestigt wird.

Untere Form: Die Unterform ist der untere Teil der Gesamtform, also der Teil der Form, der auf dem Pressentisch montiert ist.
Unterer Formhalter: Der untere Formhalter ist der Plattenteil der Unterseite der unteren Form, der während der Arbeit direkt am Pressentisch oder am Pad befestigt wird.
Randwand: Die Randwand ist die Seitenwand des Randes des Formlochs zum Stanzen.
Kantenneigung: Die Kantenneigung ist die Neigung jeder Seite der Kantenwand des Stanzformlochs.
Luftkissen: Das Luftkissen ist ein mit Druckluft betriebenes Aufklappgerät.

Druckblock Rückseite: Der Druckblock auf der Rückseite ist der Teil, der die konvexe Einwegkraftform von der anderen Seite der Arbeitsfläche stützt.
Führungshülse: Die Führungshülse ist ein röhrenförmiges Teil, das eine präzise Führung für die relative Bewegung der oberen und unteren Formhalter bietet. Sie ist meist im oberen Formhalter befestigt und wird in Verbindung mit der im unteren Formhalter befestigten Führungssäule verwendet.
Führungsplatte: Die Führungsplatte ist eine Platte mit einem präzisen Gleitloch in der konvexen Form, die dazu dient, die gegenseitige Ausrichtung der konvexen und der konkaven Form sicherzustellen und das Material (die Stücke) zu entladen.
Leitsäule: Die Führungssäule ist ein zylindrisches Teil, das eine präzise Führung für die relative Bewegung der oberen und unteren Formhalter bietet. Sie ist meist im unteren Formhalter befestigt und wird in Verbindung mit der im oberen Formhalter befestigten Führungshülse verwendet.
Führungsstift: Der Führungsstift ist ein stiftförmiges Teil, das in die Materialöffnung hineinragt, um dessen Position in der konkaven Form zu steuern.
Führungsplattenform: Die Führungsplatte ist eine Form, die von einer Führungsplatte geführt wird, und die konvexe Form wird bei Verwendung der Form nicht von der Führungsplatte getrennt.
Führungsplatte: Die Führungsplatte ist ein plattenförmiges Führungsteil, um das Streifenmaterial (Streifen, Rolle) in die konkave Form zu führen.

Führungssäulen-Formhalter: Der Führungssäulen-Formhalter ist der Formhalter, bei dem Führungssäule und Führungshülse aneinander gleiten.
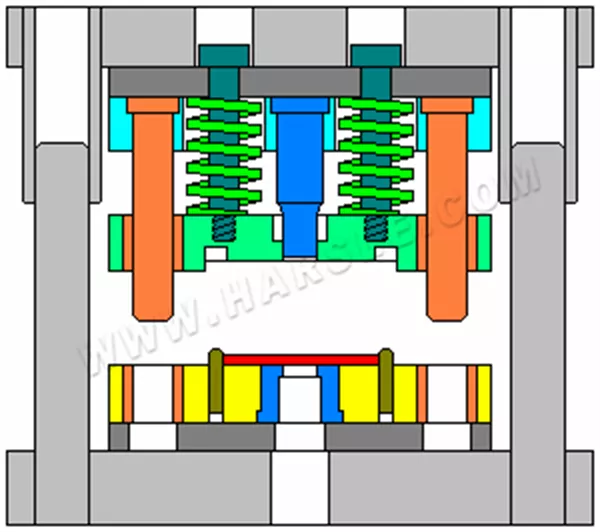
Stanzform: Eine Stanzform ist eine Prozessausrüstung, die an der Presse zur Herstellung von Stanzteilen installiert wird und aus zwei Teilen besteht, einem oberen und einem unteren, die ineinander passen.
Konvexe Form: Die konvexe Form ist ein konvexer Teil der Form, der das Stanzteil, also das Teil mit der Form der Arbeitsfläche, direkt formt.
Konkave Form: Die konkave Form ist ein konkaver Teil der Form, der direkt das gestanzte Teil bildet, d. h. das Teil mit der inneren Form der Arbeitsfläche.
Schutzplatte: Die Schutzplatte ist ein Plattenteil, das das Eindringen von Fingern oder Fremdkörpern in den gefährlichen Todesbereich verhindert.
Pressplatte (Kreis): Die Pressplatte (Kreis) ist ein Teil der Form, der zum Niederhalten des Stanzmaterials oder zum Steuern des Materialflusses von Prozessteilen verwendet wird. In der Tiefziehform werden die meisten Pressplatten als Presskreise bezeichnet.
Crimpsehne: Eine Crimpsehne ist ein sehnenartiger Vorsprung, der zur Steuerung des Materialflusses in der Ziehform oder Tiefziehform dient und eine Teilkonstruktion der Form oder des Crimprings oder ein separates, in die Form oder den Crimpring eingesetztes Teil sein kann.
Gepresste Materialschwelle: Pressmaterialschwelle ist die spezielle Bezeichnung für Pressmaterialstäbe mit rechteckigem Querschnitt. Siehe „Druckmaterialsehne“.
Material Trägerplatte: Die Materialträgerplatte ist ein Plattenteil, das zur Verlängerung der oberen Ebene der konkaven Form verwendet wird, um das gepresste Material zu stützen.
Kontinuierliche Form: Eine Durchlaufform ist eine Form mit zwei oder mehr Stationen, bei der das Material mit dem Pressenhub jeweils einer Station zugeführt wird, sodass das Stanzteil nach und nach geformt wird.
Seitenkante: Die Seitenkante ist eine konvexe Form, die eine Einkerbung für die Zuführposition in die Seite des Streifenmaterials (Streifen, Spule) schneidet.
Seitliche Druckplatte: Die Seitendruckplatte ist ein Plattenteil, das mittels einer Feder Druck auf eine Seite des Bandmaterials (Streifen, Spule) ausübt, um die andere Seite nahe an die Führungsplatte zu drücken.

Obere Leiste: Die Oberstange ist ein stabförmiges Teil, das die Arbeit (Sequenz) oder Abfälle direkt oder indirekt durch Aufwärtsbewegung auswirft.
Obere Platte: Die obere Platte ist ein Plattenteil, das sich in der konkaven Form oder im Modul bewegt, um Werkstücke (Sequenzen) oder Ausschuss direkt oder indirekt durch Aufwärtsbewegung auszuwerfen.
Ring: Der Ring ist ein ringförmiger Vorsprung aus Zähnen an der Feinschneidform oder der Pressplatte mit Zähnen und stellt keine separate Komponente dar, sondern eine Teilkonstruktion der Form oder Pressplatte mit Zähnen.
Begrenzungshülse: Die Begrenzungshülse ist ein rohrförmiges Teil, das zur Begrenzung der minimalen Schließhöhe der Form dient und normalerweise außerhalb der Führungssäule angebracht ist.
Spalte „Limit“: Die Begrenzungssäule ist ein säulenförmiges Teil zur Begrenzung der minimalen Schließhöhe der Form.
Positionierstift (Platte): Der Positionierstift (-platte) ist ein Teil, das die konstante Position der Prozessteile in der Form sicherstellt und aufgrund seiner unterschiedlichen Formen als Positionierstift oder Positionierplatte bezeichnet wird.
Feste Platte: Die feste Platte ist ein Plattenteil zum Befestigen der konvexen Form.
Feste Entladeplatte: Bei der festen Entladeplatte handelt es sich um eine Entladeplatte, die in einer unbeweglichen Position an der Form befestigt ist.
Feststehender Anschlagstift (Platte): Ein fester Anschlagstift (Platte) ist ein Anschlagstift (Platte), der in der Form befestigt ist.
Entlader: Der Entlader ist ein nicht aus Platten bestehendes Teil oder Gerät, das das Werkstück (die Sequenz) von der Außenfläche der Form entfernt.
Entladeplatte: Die Entladeplatte ist ein festes oder bewegliches plattenförmiges Teil, das Material oder Werkstücke aus der Form entfernt. Die Entladeplatte ist manchmal mit der Führungsplatte eins, dient aber auch als Materialführung und wird daher Entladeplatte genannt.
Entladeschnecke: Die Entladeschraube ist eine an der aufspringenden Entladeplatte befestigte Schraube, die dazu dient, die statische Position der aufspringenden Entladeplatte zu begrenzen.
Einzelprozessform: Einzelprozessformen sind Formen, die in einem Pressenhub nur einen Prozess abschließen.

Schrottschneider: Es gibt zwei Arten von Schrottschneidern:
1. An der Flanschschneideform ist ein Fräser angebracht, der den gesamten Kreis des Schneidkantenabfalls abschneidet, um die Entfernung zu erleichtern.
2. An der Presse oder Form installierter Schneider zum Abschneiden des Streifen- (Streifen-, Rollen-)Abfalls entsprechend der festgelegten Länge, um die Entfernung zu erleichtern.
Kombinationsstanzform: Eine Kombinationsstanzform ist ein allgemeiner und anpassbarer Satz von Stanzformen, die schrittweise verschiedene Stanzteile entsprechend geometrischer Elemente (gerade Linie, Winkel, Bogen, Loch) formen. Der Umriss eines flachen Stanzteils erfordert im Allgemeinen das schrittweise Stanzen mehrerer Sätze von Kombinationsformen.
Der Startstoppstift (Platte): Der Startstoppstift (Platte) ist ein Teil zur Positionierung beim Zuführen des Anfangsendes des Materials. Die Startstoppstifte (Platten) sind beweglich.
Stück: Ein Stück ist eine vollständige konkave Form, konvexe Form, Entladeplatte oder feste Platte usw.
Block (Platte): Der Block (Platte) dient der Seitenkante des gekerbten Materials, das die gehärteten Teile zur Positionierung zuführt, und dient zum Ausgleich der Seitenkante der einseitigen Schnittkraft. Der Block (Platte) wird im Allgemeinen in Verbindung mit der Seitenkante verwendet.
Stopperstift (Platte): Der Stopperstift (Platte) ist das Material entlang der Zuführrichtung der Positionierungsteile, in seiner unterschiedlichen Form und wird als Stopperstift oder Stopperplatte bezeichnet. Der Stopperstift (Platte) ist der Sammelbegriff für festen Stopperstift (Platte), beweglichen Stopperstift (Platte), Startstopperstift (Platte) usw.
Pad: Pad ist ein gehärtetes Plattenteil zwischen der festen Platte (oder konkaven Form) und der Formbasis, um die Einheitsdruckspannung der Formbasis zu reduzieren.

● Detaillierte Struktur
Die Form auf der Presse ist der obere Teil der Form, d. h. der Teil der Form, der auf dem Pressenschlitten montiert ist. Die untere Form ist der untere Teil der Form, d. h. der Teil der Form, der auf dem Pressentisch montiert ist. Der untere Formhalter ist der Plattenteil an der Unterseite der unteren Form. Die Randwand ist die Seitenwand des Stanzformlochrands. Die Randneigung ist die Neigung jeder Seite der Formwand. Das Luftkissen ist ein mit Druckluft betriebenes Aufklappgerät. Die Gegenpresse ist ein Teil, das die einseitig gespannte Form von der anderen Seite der Arbeitsfläche stützt.
Die Stanzführung ist ein rohrförmiges Bauteil, das die präzise Ausrichtung der oberen und unteren Formhalter während des Stanzvorgangs gewährleistet. Sie ist typischerweise am oberen Formhalter befestigt und arbeitet mit einer Führungssäule zusammen, die am unteren Formhalter montiert ist. Der Führungsstift ist ein stiftförmiges Teil, das in die Materialbohrung eingesetzt wird, um das Material präzise in der konkaven Form zu positionieren und so die korrekte Platzierung während des Stanzvorgangs zu gewährleisten.
Die Führungsplatte hingegen dient als plattenförmiges Bauteil, das Streifen- oder Walzmaterial in die konkave Form leitet. Bei einer Führungsplattenform bleibt die konvexe Form während des gesamten Betriebs an der Führungsplatte befestigt und behält so ihre Ausrichtung bei. Der Führungspfosten-Formhalter bezeichnet einen Formhaltertyp, bei dem Führungspfosten und Führungshülse aneinander gleiten, um eine gleichmäßige und präzise Bewegung zu ermöglichen.
Eine Stanzform ist ein Prozesswerkzeug, das an einer Presse zur Herstellung von Stanzteilen installiert wird. Sie besteht aus zwei zueinander passenden Teilen: der Ober- und der Unterform. Die konvexe Form ist der erhabene Teil, der das Stanzteil direkt formt, während die konkave Form der vertiefte Teil ist, der dies ergänzt und ebenfalls zur endgültigen Form des Teils beiträgt. Zur Gewährleistung der Sicherheit während des Betriebs ist eine Schutzplatte installiert, die das Eindringen von Fingern oder Fremdkörpern in den Gefahrenbereich um die Form verhindert.
Der Pressbalken ist ein rippenartiger Vorsprung in Zieh- oder Tiefziehformen, der den Materialfluss während der Umformung steuert. Er kann integrierter Bestandteil der konkaven Form oder des Pressrings sein. Bei rechteckigem Querschnitt spricht man von einer Pressschwelle. Zusätzlich dient eine Stützplatte zur Verlängerung der Formoberseite und bietet so zusätzlichen Halt für das zu pressende Material.
Die Seitenkante der Presse ist eine konvexe Form, die eine Positionierungskerbe entlang der Seite des Streifen- oder Spulenmaterials schneidet und so die korrekte Ausrichtung während der Verarbeitung gewährleistet. Die seitliche Druckplatte übt über einen Federmechanismus Druck auf eine Seite des Streifens oder der Spule aus und drückt die gegenüberliegende Seite fest gegen die Führungsplatte, um eine präzise Positionierung zu gewährleisten. Die obere Leiste ist ein stabförmiges Bauteil, das das Werkstück oder Abfallmaterial direkt oder indirekt nach oben drückt, um die Entnahme aus der Form zu erleichtern.
Die obere Platte bewegt sich innerhalb der Form oder des Moduls nach oben, um das Werkstück oder den Abfall direkt oder indirekt auszuwerfen. Die Begrenzungshülse ist ein rohrförmiges Bauteil, das die minimale Schließhöhe der Form begrenzt und so eine Überkompression verhindert. Ebenso ist der Begrenzungspfosten ein pfostenförmiges Bauteil, das ebenfalls die minimale Schließhöhe während des Formbetriebs definiert und aufrechterhält und so eine gleichbleibende und sichere Leistung gewährleistet.
Stempelbefestigungsplatten sind Platten, die die Form halten. Feste Entladeplatten sind Platten, die unbeweglich an der Form befestigt sind. Der feste Anschlagstift (Platte) ist ein Anschlagstift, der in der Form befestigt ist. Der Entlader ist ein nicht aus Platten bestehendes Teil oder Gerät, das das Werkstück von der Außenfläche der Form entfernt. Die Entladeschnecke ist eine Schraube, die an der hochklappbaren Entladeplatte befestigt ist.

Eine Einzelprozessform ist eine Form, die nur einen Prozess pro Pressenhub abschließt. Es gibt zwei Arten von Schrottscheren. Kombinationsformen sind universelle, einstellbare Formensätze, die verschiedene Stanzteile schrittweise anhand geometrischer Elemente (Gerade, Winkel, Bogen, Loch) formen. Der Umriss eines flachen Stanzteils erfordert im Allgemeinen mehrere Sätze von Kombinationsformen, die schrittweise gestanzt werden müssen. Der Startstoppstift (Platte) ist ein Teil zur Positionierung beim Zuführen des Anfangsendes des Materials. Ein Block ist eine vollständige konkave Form, konvexe Form, Entladeplatte oder feste Platte usw. Der Block (Platte) wird im Allgemeinen in Verbindung mit der Seitenkante verwendet.
Abschluss
Das Verständnis der Funktionsweise von Stanzmaschinen ist entscheidend für eine schnellere und effizientere Produktion in der Metallverarbeitung. Durch die Beherrschung der Einrichtung, Bedienung und Wartung Ihrer Stanzmaschine maximieren Sie die Produktivität und minimieren Ausfallzeiten und Abfall. Wenn Sie sich für leistungsstarke Stanzlösungen interessieren oder Expertenrat bei der Auswahl der richtigen Maschine für Ihr Werk benötigen, wenden Sie sich gerne an unser HARSLE-Team für persönliche Unterstützung.



