








La fissuration lors du pliage sur presse plieuse est un problème courant dans la fabrication de tôles. Lorsque je la rencontre lors d'une opération de pliage, je commence généralement par analyser les propriétés du matériau et les paramètres de pliage. Ce problème peut affecter considérablement la qualité du produit, sa résistance structurelle et l'efficacité globale de la production. De nombreux opérateurs pensent que la fissuration est principalement due à une mauvaise qualité du matériau, mais en réalité, elle résulte souvent de plusieurs facteurs, notamment un mauvais choix d'outillage, un rayon de pliage incorrect, une force de pliage excessive ou une orientation du grain défavorable. Dans cet article, j'expliquerai les principales causes de la fissuration lors du pliage sur presse plieuse et partagerai des solutions pratiques pour la prévenir en optimisant les matériaux, l'outillage et les réglages de la machine.
Compréhension Presse plieuse Fissuration par pliage dans la tôle
Avant de résoudre le problème, je commence toujours par comprendre ce qui provoque réellement la fissuration lors du pliage.
Que se passe-t-il avec le métal lors du pliage sur presse plieuse ?
Lors du pliage, la tôle subit deux forces opposées : la couche interne est comprimée et la couche externe est étirée. Lorsque la contrainte de traction sur la surface externe dépasse la limite d'allongement du matériau, des fissures apparaissent.
Voici la raison mécanique fondamentale de Fissuration par pliage sur presse plieuse. Les matériaux peu ductiles ou soumis à des conditions de flexion inappropriées sont beaucoup plus susceptibles de se fissurer.
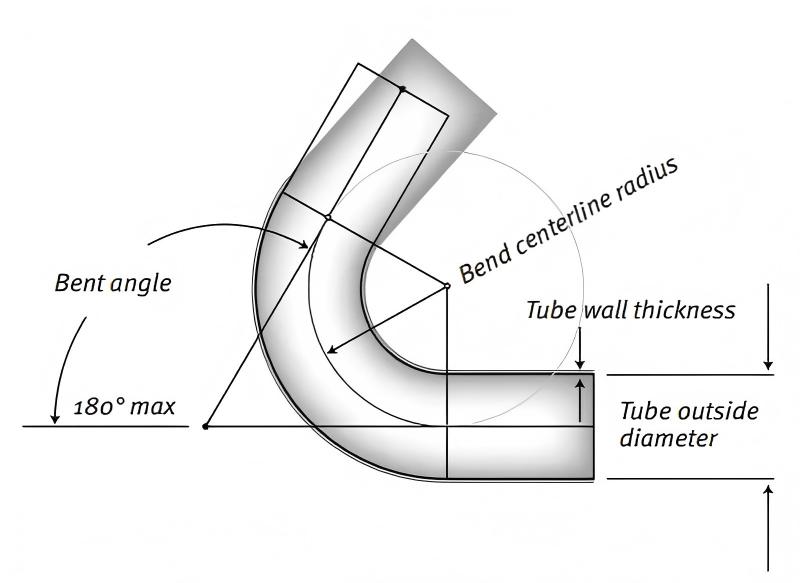
Pourquoi les fissures apparaissent-elles à l'extérieur du pli ?

Les fissures apparaissent presque toujours sur le rayon de courbure extérieur, car c'est cette zone qui subit la plus grande force d'étirement. Si le rayon de courbure est trop petit par rapport à l'épaisseur du matériau, celui-ci ne peut pas s'étirer suffisamment et des fractures commencent à se former.
C’est pourquoi le choix du rayon de poinçonnage et de l’ouverture de matrice appropriés est essentiel pour éviter les fissures.
Facteurs matériels à l'origine des fissures de pliage sur presse plieuse
D'après mon expérience, les caractéristiques des matériaux sont l'une des causes les plus fréquentes de fissuration lors du pliage.
Matériaux à faible ductilité

Certains métaux, notamment l'acier à haute résistance, l'acier trempé ou l'acier inoxydable mal usiné, ont une capacité d'allongement limitée. Ces matériaux ne peuvent pas s'étirer suffisamment lors du pliage.
Lors du pliage de matériaux peu ductiles, le risque de Fissuration par pliage sur presse plieuse augmente de manière significative.
Pour réduire ce risque, je recommande généralement :
- En utilisant un rayon de courbure plus grand
- Réduction de la vitesse de flexion
- Appliquer des étapes de flexion progressives si possible
Direction du grain du matériau et orientation de flexion
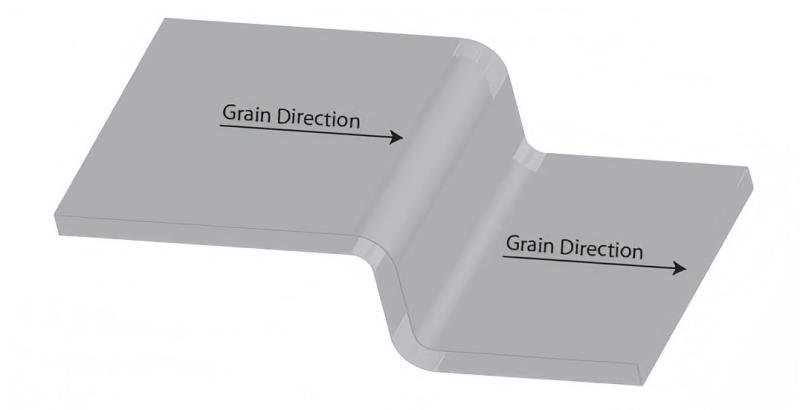
Un autre facteur souvent négligé par les opérateurs est l'orientation du grain. Lors du laminage, les tôles développent des structures de grain qui influencent leur comportement en flexion.
Si la ligne de pliage est parallèle à la direction du grain, le matériau est plus susceptible de se fissurer car il s'étire le long de la structure granulaire plus faible.
Pour éviter les fissures, je plie généralement perpendiculairement au sens du fil du bois chaque fois que c'est possible.
Choix des outils et son impact sur les fissures de flexion
Un outillage inadéquat est une autre cause majeure de défauts de pliage.
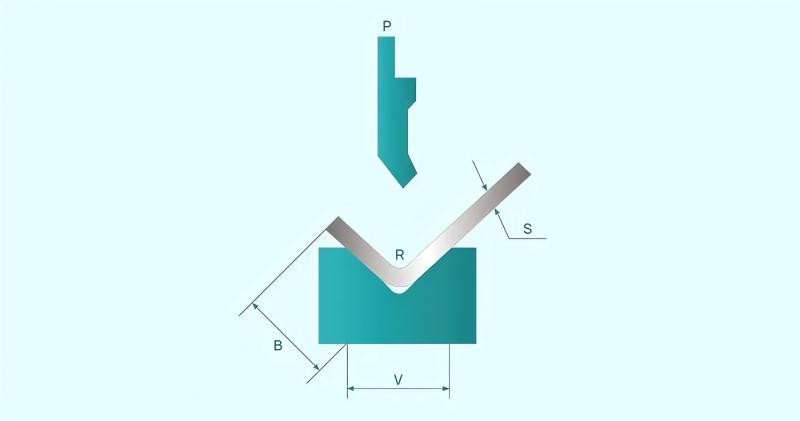
Largeur d'ouverture de matrice incorrecte

L'ouverture de la matrice en V détermine le comportement du matériau lors du pliage. Si cette ouverture est trop étroite par rapport à l'épaisseur de la tôle, la contrainte de pliage devient excessive.
En règle générale, je suis :
- Acier doux : ouverture de la matrice en V ≈ 8 × épaisseur du matériau
- Acier inoxydable : ouverture de la filière en V ≈ 10–12 × épaisseur
- Aluminium : ouverture de la filière en V ≈ 6–8 × épaisseur
Choisir la bonne taille de matrice permet de répartir les contraintes plus uniformément et de réduire les risques de Fissuration par pliage sur presse plieuse.
Rayon de poinçonnage trop aigu
Un poinçon de rayon extrêmement petit contraint le matériau à se plier brusquement, augmentant ainsi la contrainte de traction sur sa surface extérieure.
L'utilisation d'un poinçon de plus grand rayon permet une déformation plus progressive du matériau, ce qui réduit considérablement les risques de fissuration.
Paramètres de la machine qui influencent la fissuration par flexion
Outre les matériaux et l'outillage, les réglages des machines jouent également un rôle clé.
Force de flexion excessive
L'application d'une force excessive lors du pliage peut engendrer des contraintes excessives sur le matériau. Cela se produit souvent lorsque les opérateurs choisissent des valeurs de force incorrectes ou utilisent une ouverture de matrice trop petite.
La surveillance des paramètres de tonnage et l'utilisation d'un calculateur de force de flexion approprié peuvent contribuer à éviter la rupture du matériau.
Vitesse de flexion incorrecte
Une vitesse de pliage élevée peut augmenter la concentration des contraintes, notamment lors du pliage de plaques épaisses ou de matériaux durs.
Dans certaines situations, la réduction de la vitesse de pliage permet au matériau de se déformer plus progressivement, réduisant ainsi le risque de Fissuration par pliage sur presse plieuse.
Méthodes pratiques pour prévenir les fissures de pliage sur presse plieuse
D'après mon expérience dans les ateliers de fabrication métallique, la prévention des fissures nécessite généralement une combinaison de réglages.
Choisir le rayon de courbure approprié
Augmenter le rayon de courbure intérieur réduit les contraintes de traction sur la surface extérieure. Ce simple réglage permet souvent d'éliminer complètement les fissures.
Optimisation de la sélection des outils et des matrices
Le choix du rayon de poinçonnage et de l'ouverture de matrice en V appropriés garantit une répartition uniforme des contraintes de flexion.
Vérifier la qualité des matériaux
Vérifiez toujours les certificats des matériaux et leurs propriétés mécaniques. Si un lot de matériau présente de faibles propriétés d'allongement, des fissures peuvent apparaître même dans des conditions de flexion normales.
Ajuster la direction de flexion
Dans la mesure du possible, pliez perpendiculairement au sens de laminage de la tôle.
FAQ
Quelle est la cause la plus fréquente de fissures lors du pliage d'une presse plieuse ?
La cause la plus fréquente est un rayon de courbure intérieur trop petit par rapport à l'épaisseur du matériau, ce qui étire excessivement la surface extérieure de la tôle.
Le choix de l'outillage peut-il influencer la fissuration lors du pliage sur une presse plieuse ?
Oui. L'utilisation d'un rayon de poinçon incorrect ou d'une ouverture de matrice excessivement étroite augmente les contraintes de flexion et peut provoquer des fissures.
L'orientation du grain du matériau influence-t-elle les fissures de flexion ?
Absolument. Le pliage parallèle au fil du matériau augmente le risque de fissuration, tandis que le pliage perpendiculaire au fil réduit la concentration des contraintes.
Comment éviter les fissures lors du pliage de l'acier inoxydable ?
Utilisez une ouverture de matrice plus large, augmentez le rayon de pliage et réduisez la vitesse de pliage. L'acier inoxydable ayant une ductilité inférieure à celle de l'acier doux, il exige un contrôle plus précis des paramètres.
Conclusion
Fissuration par pliage sur presse plieuse La fissuration est un problème courant mais évitable lors de la fabrication de tôles. Dans la plupart des cas, elle est due à une combinaison de facteurs : propriétés du matériau, choix d’outillage inadéquat, rayon de pliage incorrect ou force excessive de la machine. En comprenant le comportement du métal lors du pliage et en ajustant des paramètres tels que l’ouverture de la matrice, le rayon du poinçon, le sens du grain et la vitesse de pliage, il est possible de réduire considérablement le risque de fissures.
Pour améliorer la qualité du pliage et éviter les défauts de production coûteux, évaluez systématiquement les propriétés de vos matériaux et la configuration de votre outillage avant de lancer la production. Pour obtenir des conseils d'experts sur l'utilisation des presses plieuses, le choix des outils ou l'optimisation du pliage, n'hésitez pas à contacter notre équipe ou à consulter notre documentation technique sur notre site web.



