








El agrietamiento por plegado en prensa plegadora es un problema común en la fabricación de chapa metálica, y cuando lo encuentro durante una operación de plegado, suelo comenzar analizando las propiedades del material y los parámetros de plegado. Este problema puede afectar significativamente la calidad del producto, la resistencia estructural y la eficiencia general de la producción. Muchos operarios creen que el agrietamiento se debe principalmente a la mala calidad del material, pero en realidad, suele ser consecuencia de varios factores, como la selección inadecuada de herramientas, un radio de plegado incorrecto, una fuerza de plegado excesiva o una dirección de grano desfavorable del material. En este artículo, explicaré las principales causas del agrietamiento por plegado en prensa plegadora y compartiré métodos prácticos para prevenirlo optimizando los materiales, las herramientas y la configuración de la máquina.
Comprensión Prensa Plegadora Agrietamiento por flexión en chapa metálica
Antes de resolver el problema, siempre empiezo por comprender qué es lo que realmente causa el agrietamiento durante el doblado.
¿Qué le sucede al metal durante el doblado con prensa plegadora?
Durante el proceso de doblado, la chapa metálica experimenta dos fuerzas opuestas. La capa interior del material se comprime, mientras que la capa exterior se estira. Cuando la tensión en la superficie exterior supera el límite de elongación del material, comienzan a formarse grietas.
Esta es la razón mecánica básica detrás de Agrietamiento por doblado con prensa plegadora. Los materiales con baja ductilidad o sometidos a condiciones de flexión inadecuadas tienen muchas más probabilidades de agrietarse.
¿Por qué aparecen grietas en la parte exterior de la curva?

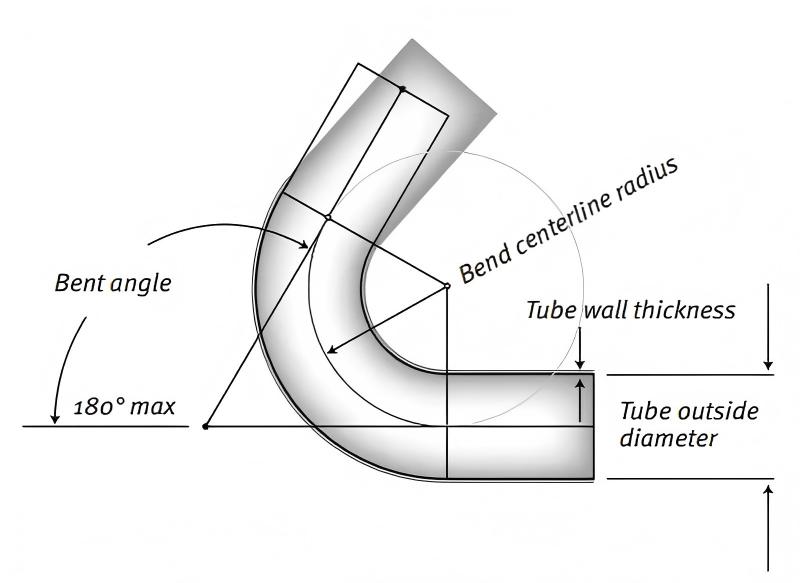
Las grietas casi siempre aparecen en el radio de curvatura exterior, ya que esa zona soporta la mayor fuerza de estiramiento. Si el radio de curvatura es demasiado pequeño en relación con el espesor del material, este no puede estirarse lo suficiente y comienzan a formarse fracturas.
Por eso, seleccionar el radio del punzón y la abertura de la matriz correctos es fundamental para evitar el agrietamiento.
Factores materiales que provocan el agrietamiento por doblado en prensas plegadoras
En mi experiencia, las características del material son una de las razones más comunes de agrietamiento durante el doblado.
Materiales de baja ductilidad

Ciertos metales, especialmente el acero de alta resistencia, el acero templado o el acero inoxidable mal procesado, tienen una capacidad de elongación limitada. Estos materiales no se estiran lo suficiente al doblarlos.
Al doblar materiales con baja ductilidad, el riesgo de Agrietamiento por doblado con prensa plegadora aumenta significativamente.
Para reducir este riesgo, suelo recomendar:
- Utilizando un radio de curvatura mayor
- Reducción de la velocidad de flexión
- Aplicar pasos de flexión graduales si es posible.
Dirección de la fibra del material y orientación de flexión
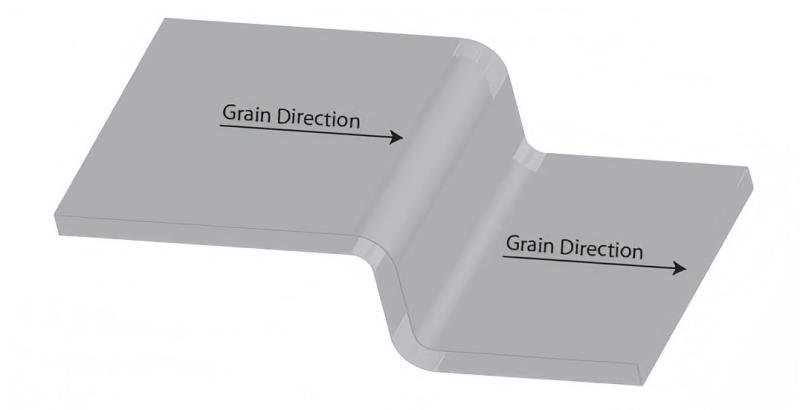
Otro factor que muchos operarios pasan por alto es la dirección de la fibra. Durante el laminado, las láminas de metal desarrollan estructuras granulares que influyen en su comportamiento ante la flexión.
Si la línea de flexión es paralela a la dirección de la fibra, es más probable que el material se agriete porque se estira a lo largo de la estructura granular más débil.
Para evitar que se agriete, normalmente doblo la madera perpendicularmente a la dirección de la veta siempre que sea posible.
Selección de herramientas y su impacto en las grietas por flexión
El uso de herramientas inadecuadas es otro factor importante que contribuye a los defectos de doblado.
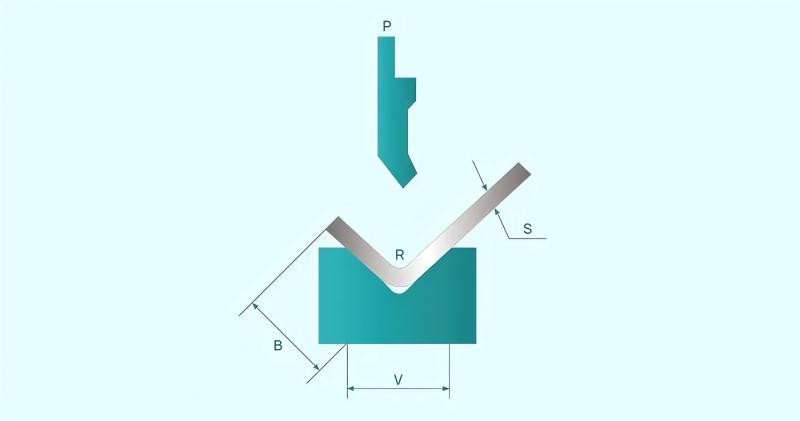
Ancho de apertura de la matriz incorrecto

La abertura de la matriz en V determina cómo fluye el material durante el doblado. Si la abertura de la matriz es demasiado estrecha para el espesor de la lámina, la tensión de doblado se vuelve excesiva.
Como regla general, sigo lo siguiente:
- Acero dulce: abertura de la matriz en V ≈ 8 × espesor del material
- Acero inoxidable: abertura de la matriz en V ≈ 10–12 × espesor
- Aluminio: Abertura de la matriz en V ≈ 6–8 × espesor
Elegir el tamaño correcto del troquel ayuda a distribuir la tensión de manera más uniforme y reduce las posibilidades de Agrietamiento por doblado con prensa plegadora.
Radio de perforación demasiado agudo
Un punzón con un radio extremadamente pequeño obliga al material a doblarse bruscamente, aumentando la tensión en la superficie exterior.
El uso de un punzón con un radio mayor permite que el material se deforme de forma más gradual, lo que reduce significativamente las grietas.
Parámetros de la máquina que influyen en el agrietamiento por flexión
Además del material y las herramientas, la configuración de la máquina también desempeña un papel fundamental.
Fuerza de flexión excesiva
Aplicar demasiada fuerza durante el doblado puede sobrecargar el material. Esto suele ocurrir cuando los operarios seleccionan valores de fuerza incorrectos o utilizan una abertura de matriz demasiado pequeña.
Supervisar los ajustes de tonelaje y utilizar una calculadora de fuerza de flexión adecuada puede ayudar a evitar la fractura del material.
Velocidad de flexión inadecuada
Una alta velocidad de doblado puede aumentar la concentración de tensiones, especialmente al doblar placas gruesas o materiales duros.
En algunas situaciones, reducir la velocidad de doblado ayuda a que el material se deforme más gradualmente, reduciendo el riesgo de Agrietamiento por doblado con prensa plegadora.
Métodos prácticos para prevenir el agrietamiento por plegado en prensas plegadoras
Según mi experiencia en talleres de fabricación de metales, para prevenir las grietas generalmente se requiere una combinación de ajustes.
Elija el radio de curvatura correcto.
Aumentar el radio de curvatura interior reduce la tensión en la superficie exterior. Este sencillo ajuste suele eliminar por completo las grietas.
Optimización de la selección de herramientas y matrices
Seleccionar el radio de punzón y la abertura de la matriz en V adecuados garantiza que la tensión de flexión se distribuya uniformemente.
Verificar la calidad del material
Siempre verifique los certificados de los materiales y sus propiedades mecánicas. Si un lote de material tiene propiedades de elongación deficientes, pueden producirse grietas incluso en condiciones normales de flexión.
Ajustar la dirección de flexión
Siempre que sea posible, doble la lámina perpendicularmente a la dirección de la fibra.
Preguntas frecuentes
¿Cuál es la causa más común de agrietamiento por plegado en prensas plegadoras?
La causa más común es un radio de curvatura interior demasiado pequeño para el espesor del material, lo que provoca un estiramiento excesivo de la superficie exterior de la lámina.
¿Puede la selección de herramientas afectar al agrietamiento por plegado en la prensa plegadora?
Sí. Utilizar un radio de punzón incorrecto o una abertura de matriz excesivamente estrecha aumenta la tensión de flexión y puede provocar grietas.
¿Influye la dirección de la veta del material en las grietas por flexión?
Absolutamente. Doblar en paralelo a la veta del material aumenta la probabilidad de agrietamiento, mientras que doblar perpendicularmente a la veta reduce la concentración de tensiones.
¿Cómo puedo evitar que se agriete el acero inoxidable al doblarlo?
Utilice una abertura de matriz mayor, aumente el radio de curvatura y reduzca la velocidad de doblado. El acero inoxidable tiene menor ductilidad que el acero dulce, por lo que requiere un control de parámetros más preciso.
Conclusión
Agrietamiento por doblado con prensa plegadora El agrietamiento es un problema común, pero evitable, en la fabricación de chapa metálica. En la mayoría de los casos, se produce por una combinación de propiedades del material, selección inadecuada de herramientas, radio de curvatura incorrecto o fuerza excesiva de la máquina. Al comprender cómo se comporta el metal durante el doblado y ajustar parámetros como la apertura de la matriz, el radio del punzón, la dirección de la fibra y la velocidad de doblado, se puede reducir significativamente el riesgo de agrietamiento.
Si desea mejorar la calidad del plegado y evitar costosos defectos de producción, evalúe siempre las propiedades del material y la configuración de las herramientas antes de comenzar la producción. Para obtener asesoramiento más profesional sobre el funcionamiento de la plegadora, la selección de herramientas o la optimización del plegado, póngase en contacto con nuestro equipo o consulte la documentación técnica en nuestro sitio web.



