








La fessurazione durante la piegatura con pressa piegatrice è un problema comune nella lavorazione della lamiera e, quando la riscontro durante un'operazione di piegatura, di solito inizio analizzando le proprietà del materiale e i parametri di piegatura. Questo problema può influire significativamente sulla qualità del prodotto, sulla resistenza strutturale e sull'efficienza produttiva complessiva. Molti operatori credono che la fessurazione sia causata principalmente dalla scarsa qualità del materiale, ma in realtà spesso deriva da diversi fattori, tra cui una selezione errata degli utensili, un raggio di piegatura non corretto, una forza di piegatura eccessiva o un orientamento delle fibre del materiale sfavorevole. In questo articolo, spiegherò le principali cause della fessurazione durante la piegatura con pressa piegatrice e condividerò metodi pratici per prevenirla ottimizzando materiali, utensili e impostazioni della macchina.
Comprensione Pressa piegatrice Fessurazioni da flessione nella lamiera
Prima di risolvere il problema, inizio sempre cercando di capire cosa provoca effettivamente le crepe durante la piegatura.
Cosa succede al metallo durante la piegatura con pressa piegatrice?
Durante il processo di piegatura, la lamiera è soggetta a due forze opposte. Lo strato interno del materiale viene compresso, mentre quello esterno viene allungato. Quando la sollecitazione di trazione sulla superficie esterna supera il limite di allungamento del materiale, iniziano a formarsi delle crepe.
Questa è la ragione meccanica fondamentale alla base Pressa piegatrice, rottura durante la piegatura. I materiali con bassa duttilità o sottoposti a condizioni di piegatura improprie hanno una probabilità molto maggiore di incrinarsi.
Perché le crepe appaiono all'esterno della curvatura

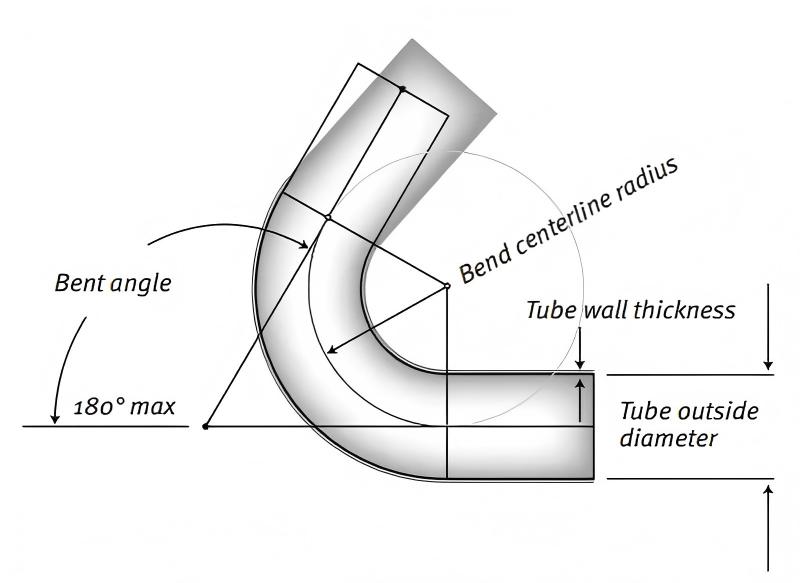
Le crepe compaiono quasi sempre sul raggio di curvatura esterno perché in quella zona si subisce la maggiore forza di trazione. Se il raggio di curvatura è troppo piccolo rispetto allo spessore del materiale, quest'ultimo non può allungarsi a sufficienza e iniziano a formarsi delle fratture.
Ecco perché la scelta del raggio di punzonatura e dell'apertura della matrice corretti è fondamentale per prevenire le crepe.
Fattori materiali che causano la formazione di crepe durante la piegatura con pressa piegatrice
Nella mia esperienza, le caratteristiche del materiale sono una delle cause più comuni di fessurazione durante la piegatura.
Materiali a bassa duttilità

Alcuni metalli, in particolare l'acciaio ad alta resistenza, l'acciaio temprato o l'acciaio inossidabile lavorato in modo inadeguato, hanno una capacità di allungamento limitata. Questi materiali non possono allungarsi a sufficienza durante la piegatura.
Quando si piegano materiali con bassa duttilità, aumenta il rischio di Pressa piegatrice, rottura durante la piegatura aumenta in modo significativo.
Per ridurre questo rischio, di solito consiglio:
- Utilizzando un raggio di curvatura maggiore
- Riduzione della velocità di flessione
- Se possibile, applicare flessioni graduali.
Direzione delle fibre del materiale e orientamento di flessione
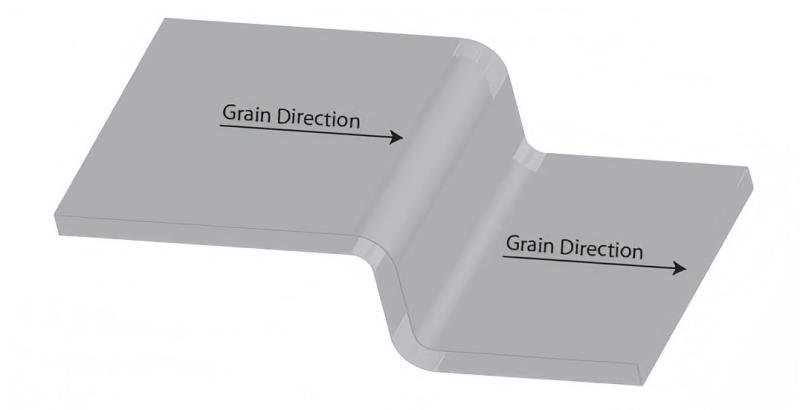
Un altro fattore che molti operatori trascurano è la direzione delle fibre. Durante la laminazione, le lamiere metalliche sviluppano strutture di fibre che influenzano il comportamento alla flessione.
Se la linea di flessione è parallela alla direzione delle fibre, il materiale è più soggetto a fessurazioni perché si allunga lungo la struttura delle fibre, che è più debole.
Per evitare crepe, di solito piego il legno perpendicolarmente alla direzione delle venature, quando possibile.
Selezione degli utensili e suo impatto sulle cricche di piegatura
Un altro fattore importante che contribuisce ai difetti di piegatura è l'utilizzo di utensili inadeguati.
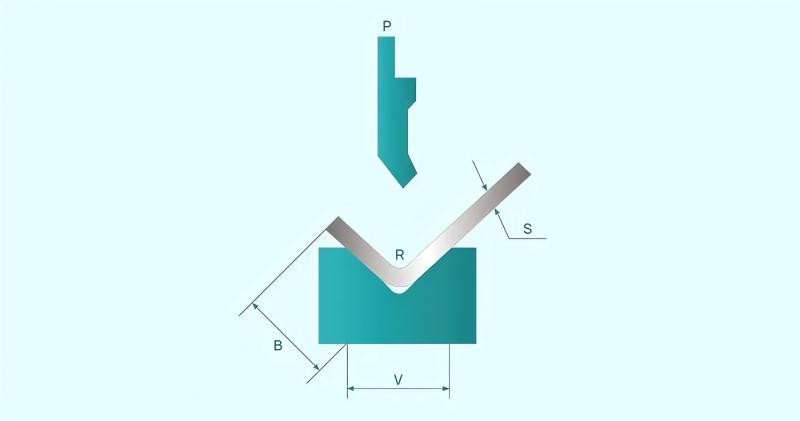
Larghezza di apertura dello stampo errata

L'apertura della matrice a V determina il flusso del materiale durante la piegatura. Se l'apertura della matrice è troppo stretta rispetto allo spessore della lamiera, la sollecitazione di piegatura diventa eccessiva.
Di norma seguo questa regola:
- Acciaio dolce: apertura della matrice a V ≈ 8 × spessore del materiale
- Acciaio inossidabile: apertura della matrice a V ≈ 10–12 × spessore
- Alluminio: apertura della matrice a V ≈ 6–8 × spessore
Scegliere la dimensione corretta dello stampo aiuta a distribuire lo stress in modo più uniforme e riduce le possibilità di Pressa piegatrice, rottura durante la piegatura.
Raggio di punzonatura troppo acuto
Un punzone con un raggio estremamente piccolo costringe il materiale a piegarsi bruscamente, aumentando la sollecitazione di trazione sulla superficie esterna.
L'utilizzo di un punzone con un raggio maggiore consente al materiale di deformarsi più gradualmente, riducendo significativamente la formazione di crepe.
Parametri della macchina che influenzano la fessurazione durante la flessione
Oltre al materiale e agli utensili, anche le impostazioni della macchina svolgono un ruolo fondamentale.
Forza di flessione eccessiva
Applicare una forza eccessiva durante la piegatura può sollecitare eccessivamente il materiale. Ciò accade spesso quando gli operatori selezionano valori di forza errati o utilizzano un'apertura della matrice troppo piccola.
Il monitoraggio delle impostazioni di tonnellaggio e l'utilizzo di un calcolatore della forza di flessione appropriato possono contribuire a evitare la frattura del materiale.
Velocità di flessione non corretta
Un'elevata velocità di piegatura può aumentare la concentrazione di stress, soprattutto quando si piegano lamiere spesse o materiali duri.
In alcune situazioni, la riduzione della velocità di piegatura aiuta il materiale a deformarsi più gradualmente, riducendo il rischio di Pressa piegatrice, rottura durante la piegatura.
Metodi pratici per prevenire le crepe durante la piegatura con la pressa piegatrice
Dalla mia esperienza nelle officine di lavorazione dei metalli, prevenire le crepe richiede solitamente una combinazione di accorgimenti.
Scegliere il raggio di curvatura corretto
Aumentando il raggio di curvatura interno si riduce la sollecitazione di trazione sulla superficie esterna. Questa semplice modifica può spesso eliminare completamente la formazione di crepe.
Ottimizzazione della selezione di utensili e stampi
La scelta del raggio del punzone e dell'apertura della matrice a V appropriati garantisce una distribuzione uniforme delle sollecitazioni di flessione.
Verificare la qualità del materiale
È sempre necessario verificare i certificati dei materiali e le proprietà meccaniche. Se un lotto di materiale presenta scarse proprietà di allungamento, potrebbero verificarsi crepe anche in condizioni di flessione normali.
Regolare la direzione di piegatura
Quando possibile, piegare perpendicolarmente alla direzione di laminazione della lamiera.
Domande frequenti
Qual è la causa più comune di crepe nelle piegature della pressa piegatrice?
La causa più comune è un raggio di curvatura interno troppo piccolo rispetto allo spessore del materiale, che provoca un'eccessiva deformazione della superficie esterna della lamiera.
La scelta degli utensili può influire sulla formazione di crepe durante la piegatura della pressa piegatrice?
Sì. L'utilizzo di un raggio di punzone errato o di un'apertura della matrice eccessivamente stretta aumenta le sollecitazioni di flessione e può causare crepe.
L'orientamento delle fibre del materiale influenza le cricche da flessione?
Assolutamente. La flessione parallela alla venatura del materiale aumenta la probabilità di fessurazione, mentre la flessione perpendicolare alla venatura riduce la concentrazione di stress.
Come posso prevenire le crepe quando piego l'acciaio inossidabile?
Utilizzare un'apertura della matrice più ampia, aumentare il raggio di curvatura e ridurre la velocità di piegatura. L'acciaio inossidabile ha una duttilità inferiore rispetto all'acciaio dolce, quindi richiede un controllo più accurato dei parametri.
Conclusione
Pressa piegatrice, rottura durante la piegatura La fessurazione è un problema comune ma prevenibile nella lavorazione della lamiera. Nella maggior parte dei casi, la fessurazione si verifica a causa di una combinazione di proprietà del materiale, selezione errata degli utensili, raggio di curvatura non corretto o forza eccessiva della macchina. Comprendendo come si comporta il metallo durante la piegatura e regolando parametri come l'apertura della matrice, il raggio del punzone, la direzione delle fibre e la velocità di piegatura, è possibile ridurre significativamente il rischio di fessurazioni.
Se desiderate migliorare la qualità della piegatura ed evitare costosi difetti di produzione, valutate sempre le proprietà del materiale e la configurazione degli utensili prima di iniziare la produzione. Per una consulenza più professionale sul funzionamento della pressa piegatrice, sulla selezione degli utensili o sull'ottimizzazione della piegatura, non esitate a contattare il nostro team o a consultare la documentazione tecnica sul nostro sito web.



