








Si vous explorez le secteur de la métallurgie, il est essentiel de comprendre le principe de fonctionnement des laminoirs. Ces machines jouent un rôle crucial dans le façonnage des tôles et des plaques selon des courbes et des formes cylindriques spécifiques. Dans cet article, j'expliquerai clairement le principe de fonctionnement fondamental des laminoirs, je détaillerai les étapes clés de leur fonctionnement et je vous donnerai des conseils pour vous aider à les utiliser efficacement dans votre atelier. Que vous soyez novice en fabrication métallique ou que vous souhaitiez approfondir vos connaissances, ce guide répondra à toutes vos questions.
Le principe de fonctionnement du Machine à rouler
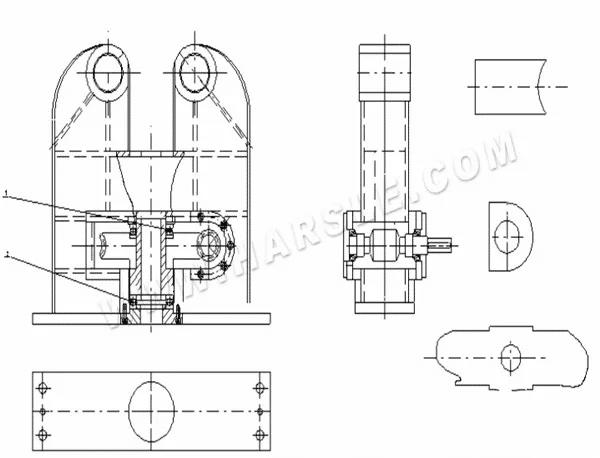
Le rouleau supérieur de la rouleuse de tôles symétriques est positionné symétriquement par rapport aux deux rouleaux inférieurs grâce à l'huile hydraulique du vérin hydraulique qui agit sur le piston pour le mouvement de levage vertical. Le dernier engrenage du réducteur principal entraîne les engrenages des deux rouleaux inférieurs pour assurer le mouvement de rotation. La tôle laminée fournit le couple. La plaque métallique plastique plate de la cintreuse passe entre les trois rouleaux de travail (deux rouleaux inférieurs et un rouleau supérieur). Grâce à la pression inférieure du rouleau supérieur et à la rotation du rouleau inférieur, la plaque métallique subit plusieurs passes.
Cintrage continu (la couche intérieure est comprimée et déformée, la couche intermédiaire reste inchangée et la couche extérieure est étirée et déformée) pour produire une déformation plastique permanente et laminer le cylindre, le cône ou une partie de ceux-ci. L'inconvénient de cette cintreuse hydraulique de tôles à trois rouleaux est la nécessité de précintrage de l'extrémité de la tôle avec d'autres équipements. Elle est plus adaptée aux cintreuses de tôles de grande taille, d'une épaisseur de tôle de 50 mm ou plus. Une rangée de rouleaux fixes est ajoutée sous les deux rouleaux inférieurs pour raccourcir deux rouleaux. L'envergure du rouleau inférieur améliore la précision de la pièce laminée et les performances globales de la machine.
Cintrage continu (la couche intérieure est comprimée et déformée, la couche intermédiaire reste inchangée et la couche extérieure est étirée et déformée) pour produire une déformation plastique permanente et obtenir le cylindre, le cône ou une partie de ceux-ci. L'inconvénient de cette cintreuse hydraulique à trois rouleaux est la nécessité de précintrage de l'extrémité de la plaque à l'aide d'un autre équipement. machine à rouler Convient aux grandes lamineuses d'une épaisseur supérieure à 50 mm. Une rangée de rouleaux fixes est ajoutée sous les deux rouleaux inférieurs afin de réduire l'écartement entre eux, améliorant ainsi la précision de la pièce laminée et les performances globales de la machine.

Les caractéristiques structurelles de la machine à rouler
L'équipement d'alimentation automatique de la rouleuse se compose principalement d'un chariot à tôles, d'un actionneur, d'un mécanisme de transfert de tôles et d'un mécanisme auxiliaire. Le chariot à tôles sert à placer les tôles à laminer. La fonction principale de l'actionneur est de transporter la tôle à laminer sur le chariot jusqu'à la plateforme d'alimentation. La manutention des tôles est principalement assurée par le manipulateur à coordonnées rectangulaires et le dispositif de préhension à ventouses. Dans les systèmes d'automatisation industrielle, la préhension et le transport de pièces sont souvent nécessaires, et les ventouses à vide sont largement utilisées comme manipulateurs.
Les méthodes de transmission des manipulateurs de coordonnées cartésiennes comprennent principalement la transmission mécanique (crémaillère, courroie synchrone, vis à billes), la transmission par moteur linéaire et la transmission pneumatique. Le mécanisme de transfert de tôle est principalement utilisé pour le laminage des tôles. Il existe des transferts à arbre à rouleaux et des transferts à billes universels. La fonction principale du mécanisme auxiliaire est d'améliorer la précision du laminage des tôles. Parmi les mécanismes auxiliaires courants, on trouve un dispositif d'alignement central, un dispositif de poussée et un dispositif de détection de déplacement.
Cadre:
Le châssis d'une lamineuse supporte tous les autres composants et résiste aux forces mécaniques exercées pendant le processus de laminage. Il est généralement fabriqué en acier haute résistance pour garantir stabilité et durabilité. La robustesse du châssis détermine la capacité de la machine à supporter de lourdes charges et à maintenir l'alignement et la précision.
Rouleaux:
● Nombre de rouleaux : Les laminoirs peuvent être classés selon le nombre de rouleaux qu'ils contiennent, généralement deux, trois ou quatre. Chaque configuration répond à des objectifs différents :
1. Machines à deux rouleaux : pliage et façonnage simples, principalement utilisés pour créer des formes cylindriques.
2. Machines à trois rouleaux : Plus polyvalentes, elles permettent des pliages symétriques et asymétriques. Elles sont couramment utilisées pour le pliage de tôles.

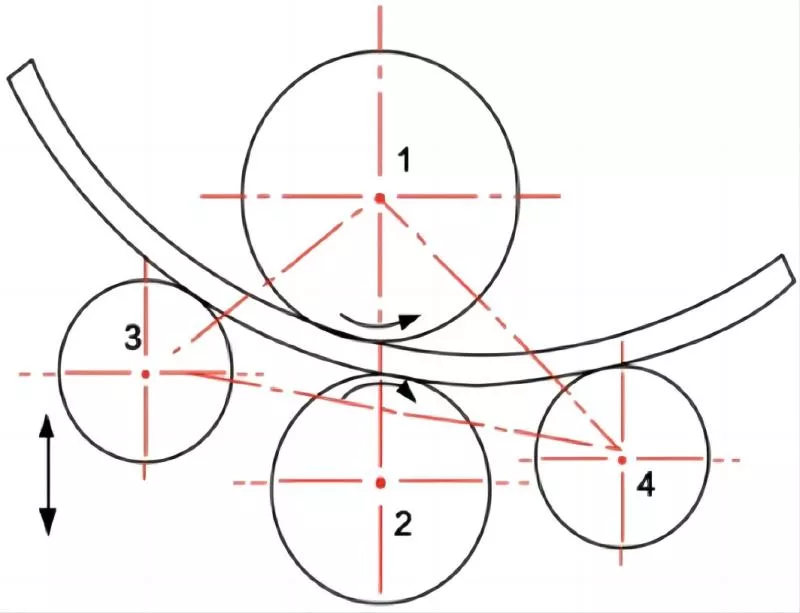
③Machines à quatre rouleaux : offrent le meilleur contrôle pour un pliage de précision, permettant une alimentation plus facile du matériau et la capacité de rouler des diamètres plus serrés.
●Matériau et dureté : les rouleaux sont fabriqués en acier trempé ou parfois revêtus d'autres matériaux pour résister à l'usure et à la corrosion.
Système d'entraînement
Les machines à rouler peuvent être à entraînement mécanique, hydraulique ou électrique. Le choix dépend de la précision, de la vitesse et de la puissance requises :
①Les entraînements mécaniques sont généralement utilisés pour des applications plus légères.
②Les entraînements hydrauliques offrent plus de puissance et un contrôle précis, adaptés au roulement intensif.
③Les entraînements électriques offrent une efficacité et peuvent être facilement automatisés.
Mécanisme de réglage
Pour les machines à trois et quatre rouleaux, le réglage des rouleaux latéraux et du rouleau pinceur est crucial pour contrôler le processus de cintrage et obtenir la courbure souhaitée. Ces réglages peuvent être manuels, motorisés ou hydrauliques, et influencent à la fois la facilité d'utilisation de la machine et la précision du produit final.
Système de contrôle
Les laminoirs modernes intègrent des systèmes de contrôle avancés, notamment la commande numérique par ordinateur (CNC), pour améliorer la précision, la répétabilité et l'automatisation. Les systèmes CNC peuvent contrôler le mouvement des rouleaux, gérer la vitesse de laminage et ajuster les positions en fonction des paramètres d'entrée.

Conclusion
Bien comprendre le fonctionnement des laminoirs est essentiel pour des opérations de formage des métaux efficaces. En préparant correctement vos pièces métalliques, en ajustant méthodiquement la position des rouleaux et en effectuant un entretien régulier, vous optimiserez les performances, la précision et la durée de vie de vos laminoirs. Pour des conseils personnalisés, des spécifications détaillées ou des questions supplémentaires, n'hésitez pas à contacter notre équipe d'experts HARSLE ; nous sommes toujours là pour vous aider à optimiser vos processus de travail des métaux.



