








W zarządzaniu złożonymi projektami gięcia precyzja jest kluczowa, a system korekcji ESA S630 może być Twoim najlepszym narzędziem do jej osiągnięcia. Jeśli chcesz opanować ten system i zwiększyć dokładność gięcia, jesteś we właściwym miejscu.
Przeprowadzę Cię przez zrozumienie współczynników holenderskiego gięcia/wybijania, wprowadzanie korekt w trybie półautomatycznym i wybór najlepszego wzoru DIN do obliczania rozciągania. Pod koniec tego artykułu będziesz dysponować wiedzą niezbędną do udoskonalenia procesów gięcia, zapewniając, że każdy projekt spełnia dokładne specyfikacje i jest bardziej wydajny.
Współczynniki składania/bicia w Holandii
Jak wejść na stronę współczynników korekcyjnych
Aby uzyskać dostęp ESA S630 Na stronie Współczynniki korekcyjne należy wykonać następujące kroki.
Najpierw wejdź na stronę Korekty, naciskając ten przycisk

Następnie wybierz [Korekcje współczynnika].
Pojawi się następująca strona:
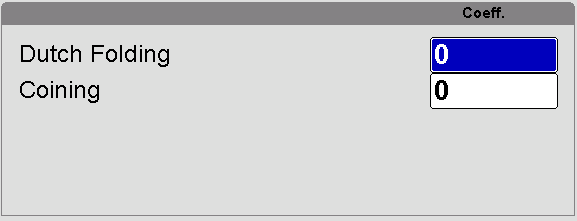
Spowoduje to przejście do strony Korekty współczynników, gdzie znajdują się istotne „Składany holenderski” i współczynniki „Coining”. Opanowanie korekt ESA S630 wymaga efektywnego wykorzystania tych współczynników.
Jak korzystać ze współczynnika składania/bicia w Holandii
Aby użyć współczynnika składania/wybijania w języku holenderskim, otwórz Korekty współczynników Otwórz stronę i wprowadź żądane parametry. Pamiętaj, że aby ustawienia zostały zasymilowane, konieczne jest ponowne uruchomienie komputera. Współczynniki te są kluczowe, ponieważ obliczają współczynnik LDC dla wszystkich gięć typu holenderskiego (zginanie/bicie), zasadniczo zwiększając precyzję gięcia poprzez algebraiczne dodawanie do standardowych obliczeń współczynnika LDC.
Zapisywanie współczynnika
Z przyjemnością informujemy, że korekty ESA S630 automatycznie zapisują współczynniki po wyjściu z programu. Korekta współczynników strona. Współczynniki te pozostają powiązane z maszyną i nie są zapisywane w bieżącym programie roboczym, co zapewnia stabilność operacji.
Jak usunąć zmiany współczynnika
Jeśli chcesz usunąć jakiekolwiek zmiany współczynników, po prostu naciśnij [Cofnij. Popraw.] Klucz, a oryginalne wartości obecne w momencie otwarcia strony zostaną przywrócone. Ta funkcja umożliwia eksperymentowanie z ustawieniami bez ryzyka trwałej zmiany ustawień.
Korekty w trybie półautomatycznym
Opanowanie korekt ESA S630 w celu precyzyjnego gięcia wymaga efektywnego stosowania korekt trybu półautomatycznego.
Strona półautomatyczna
Dzięki korektom ESA S630 możesz bezpośrednio wprowadzać zmiany kąta i tylnego zderzaka ze strony półautomatycznej, gdy maszyna jest w trybie ZATRZYMYWAĆ SIĘ tryb.

Funkcja ta umożliwia szybką i skuteczną aktualizację osi Y1, Y2 i X bez konieczności powrotu do strony Edytora.
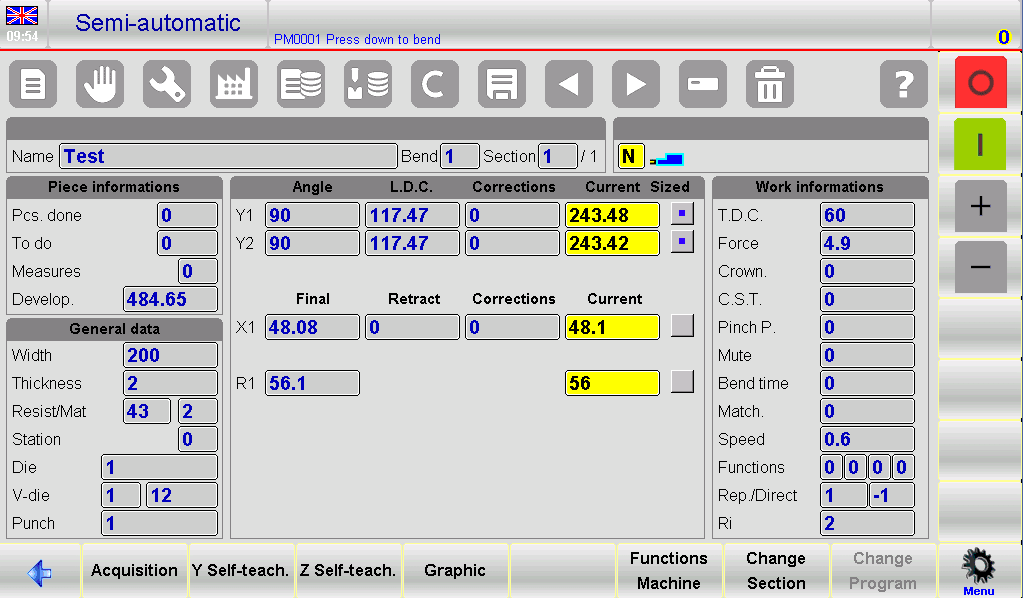
Kiedy START jest włączona, edycja wymieniona powyżej będzie dostępna tylko w formacie „tylko do odczytu”, dlatego strona półautomatyczna będzie wyglądać następująco:
Jak dokonać korekt
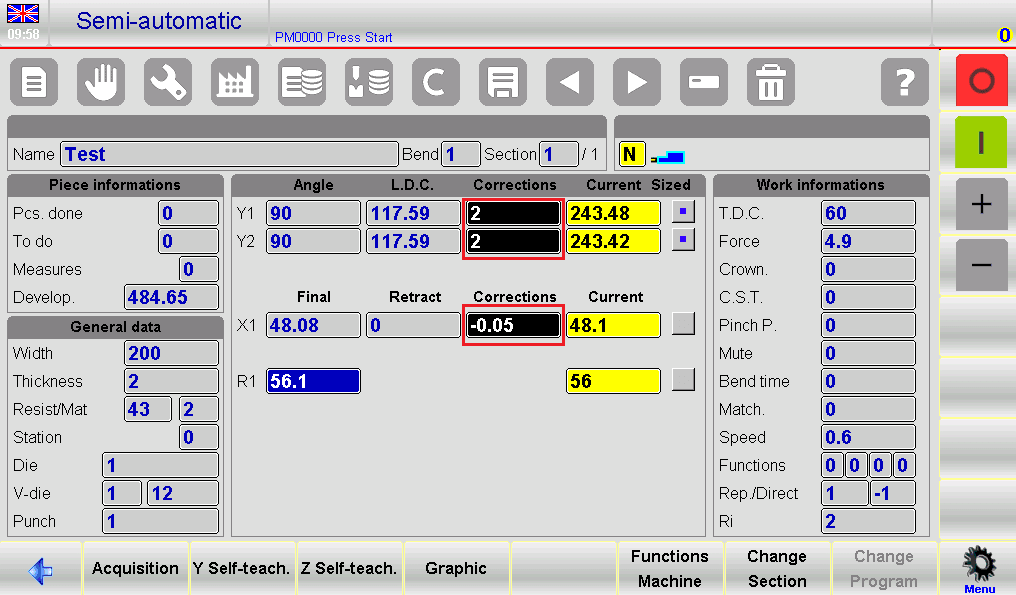
Jeśli korekty zostaną wprowadzone na stronie półautomatycznej, zostaną one wprowadzone bezpośrednio do bieżącego gięcia. Po zmianie korekty, odpowiadająca jej edycja jest wyświetlana z odwróconymi kolorami; w ten sposób operator jest informowany o wprowadzonych zmianach.
Aby wprowadzić te zmiany, wystarczy nacisnąć przycisk podmenu i wybrać odpowiedni klawisz funkcyjny, [Konf. Sek. Równe Zgięcie] do korekt w obrębie całej sekcji lub [Konf. Pr. Równe Zgięcie] w celu wprowadzenia zmian dotyczących konkretnych egzemplarzy.
Korekty promienia wewnętrznego
Ponadto zmiany promienia wewnętrznego mogą mieć wpływ na obliczenia rozciągania, szczególnie w programach numerycznych, co zapewnia większą precyzję przy stosowaniu poprawek ESA S630.
Dzięki takiemu podejściu udoskonalisz procesy gięcia i zagwarantujesz dokładność we wszystkich projektach, wykorzystując w pełni potencjał systemu ESA S630.
Wybór wzoru DIN do obliczenia rozciągania
Podczas optymalizacji precyzyjnego gięcia niezbędne są korekty ESA S630, szczególnie przy wyborze wzoru DIN do obliczenia rozciągliwości materiału. Aby użyć standardowego wzoru DIN, należy ustawić parametr „Wzór rozciągania” na 1, który można dostosować za pomocą… 4>> Parametry użytkownika strona.
Sprawdzanie programu
Po wprowadzeniu tych zmian naciśnij START automatycznie ustawia osie, umożliwiając programowi sprawdzenie błędów i wstrzymanie pracy w trybie półautomatycznym ZATRZYMYWAĆ SIĘ status, jeśli takowe zostaną znalezione.
Cykl samokształcenia
W sytuacjach, w których standardowe obliczenia nie wystarczą, na przykład w przypadku zaokrąglonych stempli lub gięć, cykl samouczenia staje się nieoceniony. Można go zainicjować ze strony PÓŁAUTOMATYCZNEJ, co pozwala na ręczne dostosowanie limitu gięcia za pomocą cyklu samouczenia.
Operatorzy mogą precyzyjnie regulować wysokość gięcia w punkcie LDC, korzystając z pedału w górę lub w dół, w zależności od tego, czy żądana kwota jest większa czy mniejsza od obliczonego gięcia końcowego.
Ta elastyczność gwarantuje spełnienie dokładnych wymagań gięcia i umożliwia precyzyjne wprowadzanie korekt. Po zakończeniu cyklu samouczenia można uruchomić program od pierwszego gięcia, aby upewnić się, że wszystkie korekty zostały wprowadzone, zapewniając niezawodny i precyzyjny proces gięcia z korektami ESA S630.
prawidłowa wysokość zgięcia
Podczas opanowywania korekt ESA S630 w celu precyzyjnego gięcia operatorzy mają do dyspozycji kilka metod pozwalających na uzyskanie prawidłowej wysokości gięcia.
Jeżeli żądana kwota przekracza już obliczony koniec zakrętu, konieczna staje się regulacja w górę za pomocą pedału.
Odwrotnie, jeśli kwota docelowa jest niższa, operator musi włączyć Ponowne wznoszenie do TDC z możliwością wejścia wcisnąć pedał gazu i pod koniec zakrętu nacisnąć jeden z dwóch przycisków, aby zjechać w dół o jedną dziesiątą lub setną milimetra na raz.


Procedurę można aktywować ze strony PÓŁAUTOMATYCZNEJ w następujący sposób:
– naciskać

– naciśnij przycisk START, aby ustawić tylne ograniczniki osi;
– naciśnij Pedał w dół aby zrobić zakręt;
– wyszukaj punkt pożądanego końca gięcia, korzystając z procedury opisanej powyżej;
– naciskać [Uczę się sam.];
– naciśnij pedał w górę;
– powtórz procedurę dla wszystkich zagięć programu; aby przechodzić między poszczególnymi zagięciami użyj tych dwóch przycisków.


Po zakończeniu samouczenia wszystkich zakrętów:
– naciśnij ten przycisk i wykonaj program od pierwszego zakrętu

Często zadawane pytania (FAQ)
Jak skutecznie stosować poprawki ESA S630 w celu zwiększenia precyzji gięcia?
Aby skutecznie zastosować poprawki ESA S630, upewnij się, że Twoje materiały są odpowiednio skonfigurowane i mają prawidłowe współczynniki gięcia lub wyginania. Dostosuj te ustawienia do specyficznych właściwości materiałów, z którymi pracujesz, aby zmaksymalizować precyzję gięcia.
Jakie są korzyści z używania trybu półautomatycznego z poprawkami ESA S630?
Korzystanie z trybu półautomatycznego z korektami ESA S630 pozwala na bardziej usprawnioną obsługę i mniejszą liczbę ręcznych operacji, co przekłada się na stałą dokładność. Tryb ten pomaga ograniczyć błędy ludzkie, poprawić niezawodność i przyspieszyć procesy gięcia.
Jak wybór właściwego wzoru DIN wpłynie na stosowanie przeze mnie korekt ESA S630?
Wybór prawidłowego wzoru DIN ma kluczowe znaczenie dla dokładnych obliczeń rozciągania, co jest istotnym czynnikiem wpływającym na precyzję gięcia z uwzględnieniem poprawek ESA S630. Prawidłowy wzór zapewnia prawidłowe obliczenie materiału, zapobiegając potencjalnym błędom i marnotrawstwu materiału.
Wniosek
Opanowując poprawki ESA S630 do precyzyjnego gięcia, zgłębiliśmy kluczowe elementy, takie jak dostosowywanie współczynników holenderskiego składania/bicia, wdrażanie poprawek w trybie półautomatycznym oraz wybór odpowiedniego wzoru DIN do obliczeń rozciągania. Kroki te są kluczowe dla zwiększenia dokładności i wydajności operacji gięcia.
Rozumiejąc i stosując te kluczowe aspekty, możesz osiągnąć optymalne rezultaty i usprawnić swoje procesy produkcyjne. Aby uzyskać więcej informacji lub spersonalizowane wsparcie, skontaktuj się z naszym zespołem. Aby uzyskać bardziej szczegółowe informacje na temat ESA S630 lub zgłębić podobne tematy, zapraszamy do zapoznania się z naszymi dodatkowymi materiałami.



