








Jeśli chodzi o zwiększenie wydajności elektrycznych giętarek z serwomotorem, seria ET Processing wyróżnia się jako przełomowy produkt. Jeśli ciekawi Cię, jak system sterowania numerycznego (Numerical Control System), a zwłaszcza seria ET, optymalizuje procesy gięcia metali, jesteś we właściwym miejscu. W tym artykule omówię, jak seria ET Processing integruje się z systemami sterowania numerycznego elektrycznych giętarek z serwomotorem, aby znacząco zwiększyć wydajność. Niezależnie od tego, czy poszukujesz zaawansowanych rozwiązań w zakresie gięcia, czy chcesz zmodernizować swoje obecne maszyny, zrozumienie serii ET dostarczy Ci cennych informacji na temat poprawy wydajności operacyjnej.
Zrozumienie interfejsu przetwarzania serii ET
Aby rozpocząć korzystanie z obróbki serii ET, należy zapoznać się z układem panelu sterowania serii ET. Intuicyjny design obejmuje ekran dotykowy i przyjazne dla użytkownika menu, ułatwiające nawigację po różnych ustawieniach. Ustawienia te obejmują zarówno obsługę, która umożliwia wykonanie do 99 pojedynczych operacji, jak i monitorowanie bieżącej liczby cykli i skumulowanych gięciach. Pełnowymiarowa kompensacja osi X i kompensacja kąta zapewniają precyzję każdego gięcia, z opcjami regulacji globalnej i krokowej. Interfejs ten został zaprojektowany z myślą o płynnym przepływie pracy, umożliwiając szybkie wprowadzanie korekt i wydajne przetwarzanie.
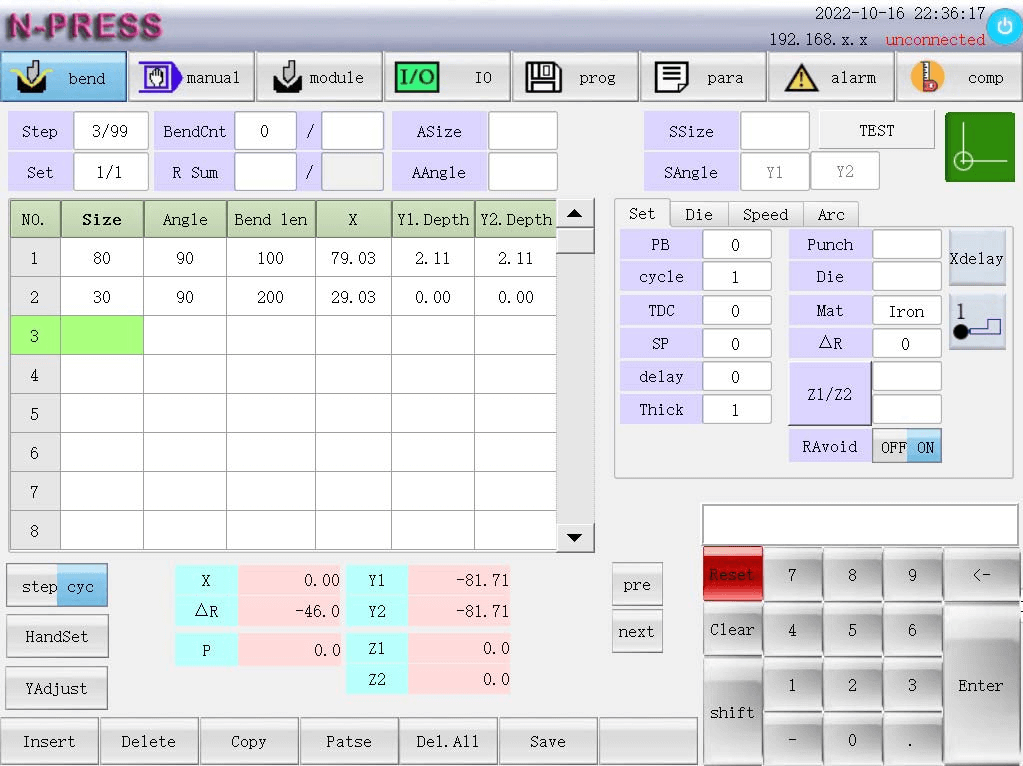

Kliknij klawisz funkcji przetwarzania, aby edytować program gięcia i ustawić parametry gięcia.
Nawigacja po wyświetlaczu serii ET
Wyświetlacz przetwarzania serii ET zapewnia aktualizacje w czasie rzeczywistym, które są kluczowe dla optymalizacji wydajności maszyny. Najważniejsze funkcje obejmują:
- Działanie: Obsługuje 99 operacji (od nr 1 do nr 99) umożliwiających szczegółowe sekwencjonowanie.
- Ustawienie: Wyświetla aktualny licznik cykli w celu monitorowania produktywności.
- Liczba obróbek: Pokazuje skumulowane zagięcia w celu śledzenia konserwacji.
- Kroki łuku (R razy): Wyświetla kroki gięcia łuku, co ułatwia uzyskanie precyzji.
- Odszkodowania:
- Pełne odszkodowanie: Globalna korekta osi X.
- Kąt Pełny Odszkodowanie: Zapewnia stałe kąty gięcia.
- Wymiar Kompensacja jednoetapowa: Indywidualne regulacje osi X.
- Pojedyncza kompensacja kąta: Dokładne dostrojenie osi Y1/Y2.
- Tryb początkowy: Automatycznie uruchamia tryb początkowy w celu zapewnienia gotowości osi.
- Współrzędne osi: Wyświetla aktualne współrzędne dla X, Y1, Y2, ΔR, Z1, Z2.
- Wskaźnik ciśnienia: Pokazuje wymaganą siłę nacisku gięcia.
- Nawigacja krok po kroku: Łatwe przechodzenie między krokami w celu ustalenia kolejności.
Wykorzystanie tych funkcji wyświetlacza przetwarzania serii ET zwiększa dokładność i wydajność operacyjną, wspierając SEO poprzez dostosowanie do intencji użytkownika w zakresie precyzji i wydajności w procesach produkcyjnych.
Edycja programów Bend w przetwarzaniu serii ET
Tworzenie nowego programu Bend
Skorzystaj z funkcji przetwarzania serii ET, wybierając opcję ‘Nowy program’ w interfejsie. Wprowadź żądane kąty gięcia i grubość materiału, aby dostosować operacje do własnych potrzeb. System obsługuje 99 numerów seryjnych, co zapewnia elastyczność w różnych projektach. Określ wymiar długości boku gięcia i użyj trybu “przekładni tylnej” dla łuków, który łączy obliczone i dodatkowe wartości przekładni tylnej. Upewnij się, że kąt odzwierciedla kąt otwarcia przedmiotu obrabianego, aby zapewnić dokładne programowanie.
Modyfikowanie istniejących programów Bend
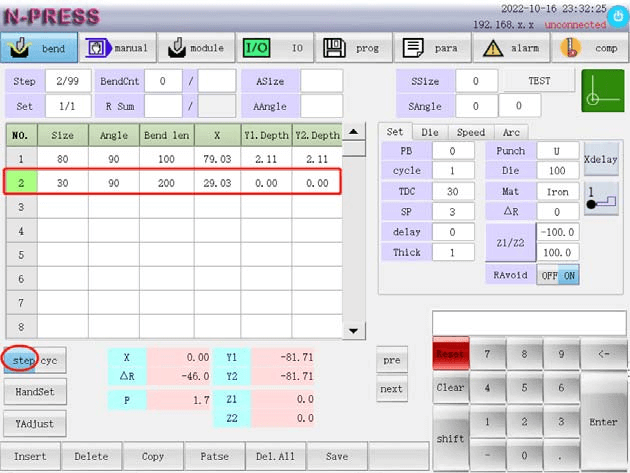
Przetwarzanie serii ET zwiększa wydajność, umożliwiając łatwy dostęp i modyfikację zapisanych programów gięcia. Ta funkcja pozwala dostosować kluczowe parametry, takie jak kąt gięcia, prędkość i wymiary, aby zoptymalizować procesy w nowych projektach.
- Numer seryjny: Zarządzaj maksymalnie 99 programami w celu szybkiego dostępu i regulacji.
- Wymiar:Ustaw i zmodyfikuj żądaną długość boku za pomocą trybu “biegu tylnego”, łącząc obliczone i nałożone wartości.
- Kąt:Kontroluj kąt otwarcia, co umożliwia precyzyjne programowanie łuku w celu uzyskania optymalnego kształtu przedmiotu obrabianego.
- Długość gięcia:Dostosuj długość każdej strony przedmiotu obrabianego, aby zapewnić dokładne dopasowanie.
- Pozycja X:Obliczane automatycznie, można je dostosować po gięciu w celu uzyskania precyzji.
- Głębokość Y1 i Y2:Automatycznie określone w celu zapewnienia dokładnego pozycjonowania od górnej końcówki matrycy do rowka V.
Upewnij się, że wartość tylnego ogranicznika i jego superpozycja przekraczają połowę szerokości V, aby uniknąć błędów. Obróbka serii ET umożliwia bezproblemowe modyfikacje w celu zwiększenia wydajności gięcia i skrócenia przestojów operacyjnych.
Regulacja parametrów wycofania w serii ET
Precyzyjne ustawienia odciągania mają kluczowe znaczenie dla precyzyjnego pozycjonowania materiału w obróbce serii ET. Regulacja tych ustawień zmniejsza straty materiału i zwiększa precyzję. Odciąganie następuje, gdy górna końcówka matrycy osi Y naciska na obrabiany przedmiot, powodując cofnięcie się osi X na określoną odległość. Precyzyjne dostrojenie tych parametrów optymalizuje wydajność i zapewnia dokładność cykli gięcia.
Konfiguracja parametrów krok po kroku
Aby zwiększyć wydajność przetwarzania serii ET, wykonaj poniższe uproszczone kroki konfiguracji:
- Dostęp do ustawień:
Zacznij od wejścia do menu ustawień swojego systemu sterowania numerycznego, aby rozpocząć konfigurację. - Odległość odciągnięcia:
Dostosuj odległość cofania w zależności od rodzaju materiału. Zapewni to prawidłowe cofnięcie osi X, gdy końcówka matrycy osi Y dociśnie do powierzchni przedmiotu obrabianego. - Czasy cykli:
Ustaw liczbę cykli gięcia wymaganych w Twoim projekcie, aby zachować precyzję i wydajność. - Górny martwy punkt:
Skonfiguruj odległość od górnej końcówki matrycy do dolnej powierzchni matrycy, w której oś Y zatrzyma się po każdym gięciu. - Punkt zmiany prędkości:
Określ, w którym miejscu oś Y zmienia prędkość z dużej na prędkość gięcia, aby zapewnić lepszą kontrolę. - Czas utrzymywania ciśnienia:
Ustaw, jak długo oś Y utrzymuje głębokość gięcia, wybierając spośród opcji od 0,0 do 999,9 sekund. - Szczegóły dotyczące materiałów i form:
Wprowadź grubość materiału i wyświetl nazwy zainstalowanych form górnych i dolnych, aby zapewnić przejrzystość. - Wybór materiałów:
Wprowadź materiał do gięcia. Dostępnych jest 10 rodzajów materiałów: 0 - żelazo; 1 - aluminium; 2 - stal nierdzewna; 3-9 - ustawiane przez klienta. - Konfiguracja ΔR:
Dostosuj ΔR, aby określić odległość tylnego ogranicznika od dolnej powierzchni matrycy. - Regulacja Z1/Z2:
Zmień odstępy Z1/Z2 tak, aby odpowiadały szerokości gięcia blachy. - Unikanie R:
Włącz unikanie R podczas pracy z małymi rozmiarami gięcia, aby zapobiec kolizji z dolną matrycą.
Dzięki zastosowaniu się do tych usprawnionych kroków konfiguracja maszyny ET Series Processing zwiększy wydajność i precyzję Twojej giętarki do różnych zadań obróbki metali.
Dokładne dostrajanie parametrów formy w celu uzyskania precyzji
W przypadku obróbki serii ET, wybór odpowiedniego typu formy jest kluczowy dla uzyskania optymalnej wydajności. Wybierz formę z biblioteki serii ET, która odpowiada Twoim potrzebom materiałowym. Prawidłowy dobór formy zapewnia precyzję, minimalizuje zużycie i zwiększa wydajność.
Prawidłowa konfiguracja wymiarów formy jest niezbędna do poprawy jakości gięcia i wydajności maszyny w procesie obróbki serii ET. Oto uproszczony przewodnik:
- Nazwa górnej formy: Wybierz konkretną górną formę, aby dopasować narzędzie do systemu, zapewniając precyzję i wydajność.
- Wysokość:Wprowadź wysokość górnej formy, aby zachować spójne kąty gięcia.
- Kąt:Określ kąt górnego stempla, aby zagwarantować, że gięcia będą zgodne z wymaganymi specyfikacjami.
- Dolna podstawa formy: Wybierz podstawę formy 1, 2 lub 3, aby dopasować ją do potrzeb produkcji.
- Wysokość siedziska: Wprowadź wysokość dolnego gniazda formy, aby zapewnić optymalne wyrównanie.
- Dolna nazwa formy:Określ dolną formę tak, aby była prawidłowo wyrównana z górną.
- Wysokość: Wprowadź wysokość dolnej formy, aby uzyskać dokładną głębokość gięcia.
- Szerokość V: Wprowadź szerokość rowka V, aby zmienić promień gięcia.
- Kąt:Określ kąt otwarcia dolnej matrycy w celu prawidłowego gięcia materiału.
- Ramię prawe:Zapewnij promień otworu dolnej matrycy, aby utrzymać równomierne ciśnienie.
- Odległość bezpieczeństwa: Aby zapewnić bezpieczeństwo i długą żywotność maszyny, należy zachować odpowiednią odległość bezpieczeństwa między dolną matrycą a środkiem rowka w kształcie litery V.
Dzięki dokładnemu ustawieniu tych parametrów, seria ET Processing zwiększa precyzję i wydajność, redukując ilość odpadów i maksymalizując produktywność.
Optymalizacja parametrów prędkości w celu zwiększenia wydajności
Obróbka serii ET w giętarkach z pełnym napędem elektrycznym zapewnia precyzyjną kontrolę nad różnymi parametrami, znacząco zwiększając wydajność i precyzję. Oto jak:
- Optymalizacja prędkości
- Niższa prędkość wysoka: Szybko przesuwa siłownik z górnego martwego punktu do punktu zmiany prędkości, skracając czas przestoju.
- Górna prędkość maksymalna: Przyspiesza powrót do górnego martwego punktu, dzięki czemu maszyna szybko przygotowuje się do następnego cyklu.
- Niższa niska prędkość: Kontroluje precyzyjny ruch od punktu zmiany prędkości do kąta gięcia, minimalizując błędy.
- Prędkość górna i dolna: Zapewnia równowagę między wydajnością i dokładnością po gięciu, zapobiegając zużyciu maszyny.
- Precyzyjne regulacje
- Korekta zagęszczania: Kalibruje odległość pomiędzy suwakiem osi Y a płytą w celu uzyskania precyzyjnych gięcia.
- Odległość powolnego podnoszenia: Optymalizuje prędkość przejścia po gięciu, skracając czas cyklu.
- Bezpieczeństwo i elastyczność
- R Pull Back: Zapobiega kolizji przedmiotu obrabianego z tylnym kołem zębatym, zwiększając bezpieczeństwo.
- Zastosuj wszystko: Zapewnia spójne stosowanie ustawień prędkości we wszystkich operacjach, co przekłada się na jednolitą jakość.
Seria ET usprawnia operacje poprzez precyzyjne dostrajanie prędkości i ruchu przy jednoczesnym zachowaniu jakości i bezpieczeństwa, co sprawia, że jest to niezbędne narzędzie do zwiększania wydajności maszyn.
Ustawianie parametrów łuku w serii ET
Aby efektywnie wykorzystać technologię obróbki serii ET, niezbędna jest prawidłowa konfiguracja ustawień łuku w Twojej serwomechanizmowej giętarce. Oto prosty przewodnik, który pomoże Ci uzyskać idealne łuki:
- Promień łuku: Wprowadź żądany promień łuku. Dokładne wprowadzenie tego parametru zapewni płynne gięcie i zapobiegnie deformacji materiału.
- Arc Times: Wprowadź liczbę zagięć potrzebnych do utworzenia łuku. Dzięki temu ET Series Processing może zoptymalizować proces gięcia pod kątem szybkości i precyzji.
- Odstępy między zagięciami: Ustaw odległość między każdym zagięciem. Prawidłowe rozmieszczenie jest kluczowe dla uzyskania spójnych, wysokiej jakości łuków bez nakładania się i przerw.
Postępując zgodnie z poniższymi krokami w procesie przetwarzania serii ET, zwiększasz wydajność giętarki i gwarantujesz wysoką jakość wyników.
Wykorzystanie podfunkcji w celu zapewnienia maksymalnej wszechstronności
W obszarze obróbki serii ET, poznanie różnych podfunkcji jest niezbędne do pełnego wykorzystania możliwości w pełni elektrycznej giętarki z serwomotorem. Elastyczność systemu pozwala użytkownikom dostosować te podfunkcje do specyficznych potrzeb produkcyjnych, zwiększając wszechstronność maszyny.
Tryb przetwarzania
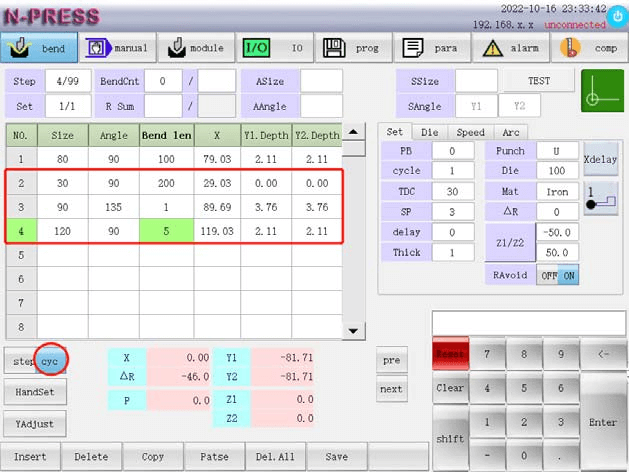
Tryb obróbki może obejmować tryb cyklu pojedynczego kroku i tryb cyklu ciągłego.
- Pętla jednokrokowa: Wybierz tryb cyklu pojedynczego kroku, co oznacza, że system będzie wykonywał określony program jednowierszowy.
- Pętla ciągła: Wybierz tryb pętli ciągłej, co oznacza, że system wykonuje określony program wielowierszowy w pętli.
Ustawienie koła ręcznego
Ustawienie punktu płyty prasy lub punktu gięcia można wybrać za pomocą '‘Słuchawka‘', jak pokazano na rysunku.
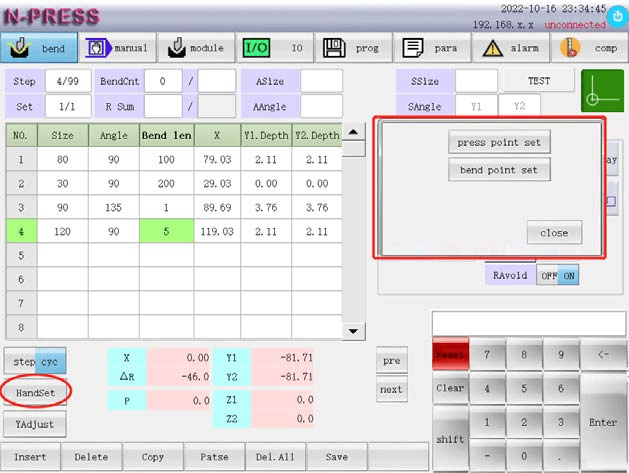
Korekta osi Y
Gdy oś Y osiągnie najniższą pozycję gięcia, zatrzyma się. W tym momencie można zmodyfikować wartość kompensacji głębokości gięcia, obracając pokrętło do żądanej głębokości.
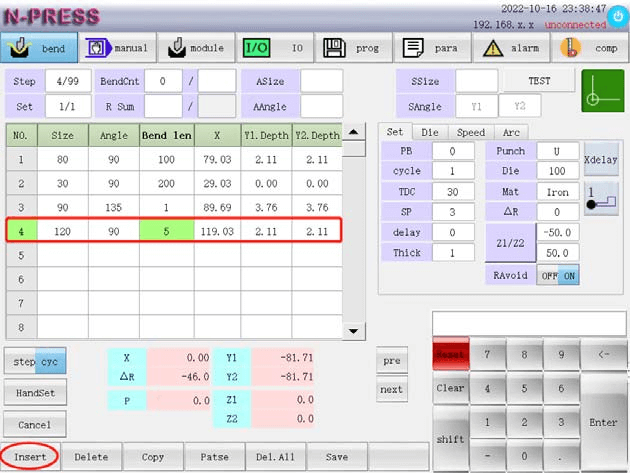
Wstaw wiersz
Wstaw wiersz przed dowolnym wierszem, na przykład wstaw wiersz przed wierszem 2.
Wybierz dowolną kolumnę w drugim wierszu i kliknij klawisze podfunkcyjne '‘Wstawić‘' a system wstawi linię w odpowiednim miejscu.
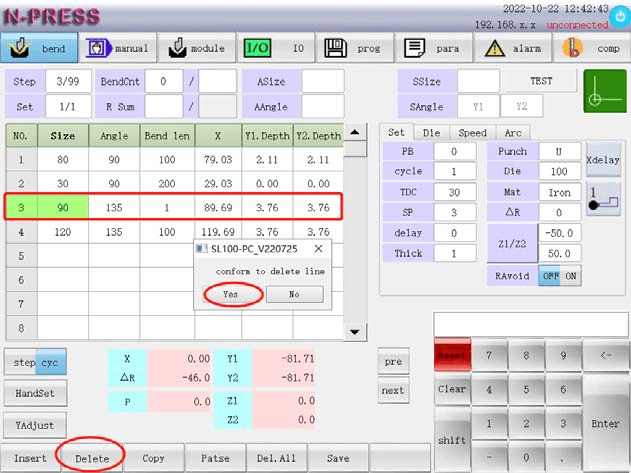
Usuń wiersz
Możesz usunąć dowolny wiersz, na przykład usunąć wiersz 2.
Wybierz dowolną pozycję, aby usunąć drugi wiersz, kliknij klawisz podfunkcji '‘Usuwać'’ a system wyświetli komunikat “usuń linię” i wybierz “TAK”, aby pomyślnie usunąć odpowiednią linię.
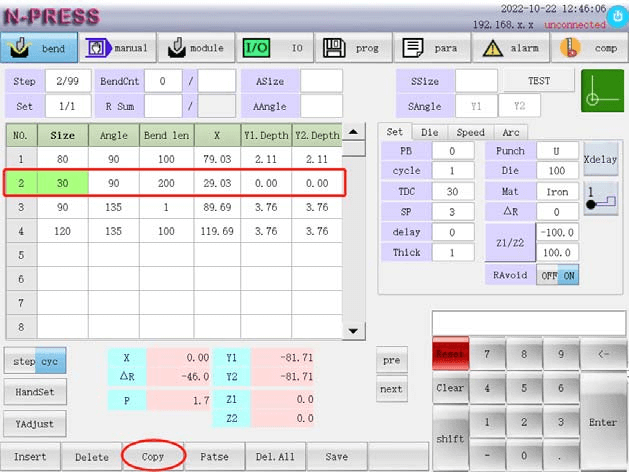
Kopiuj wiersz
Można skopiować dowolną linię programu gięcia, na przykład: skopiuj zawartość linii 1.
Wybierz dowolną pozycję pierwszego wiersza, który chcesz skopiować, kliknij klawisz podfunkcyjny '‘Kopia‘' aby pomyślnie skopiować zawartość do tablicy wklejania.
Wklej wiersz
Zawartość pola do wklejania można wkleić w dowolne miejsce w programie. Na przykład, wklej zawartość pierwszego wiersza do czwartego pustego wiersza.
Najpierw skopiuj zawartość wiersza 1, kliknij w dowolnym miejscu wiersza 6. Kliknij klawisz podfunkcji '‘Patse‘' aby pomyślnie skopiować zawartość do tablicy wklejania.
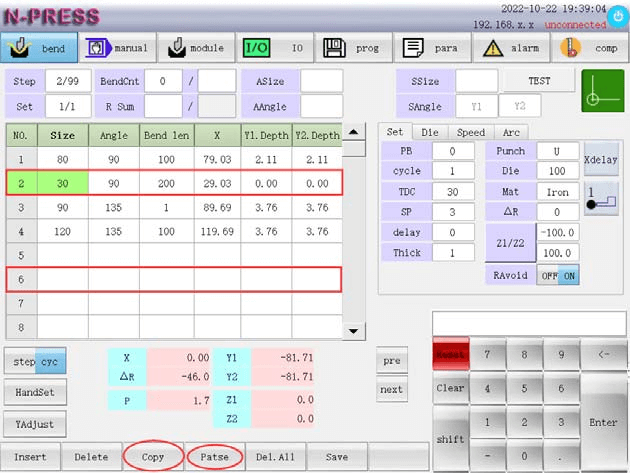
Uwaga: jeśli wklejony wiersz zawiera treść, system nadpisze oryginalną zawartość wiersza.
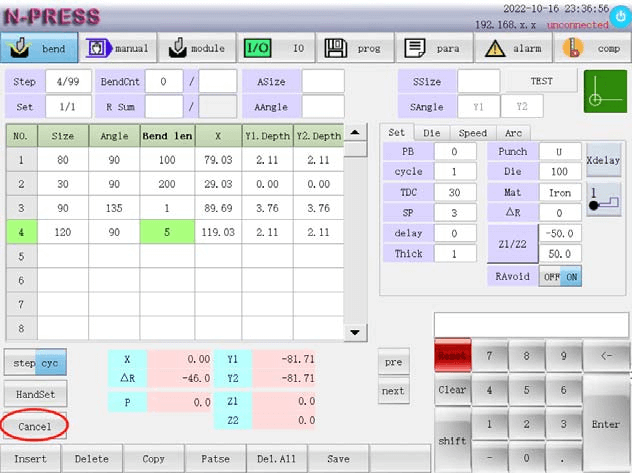
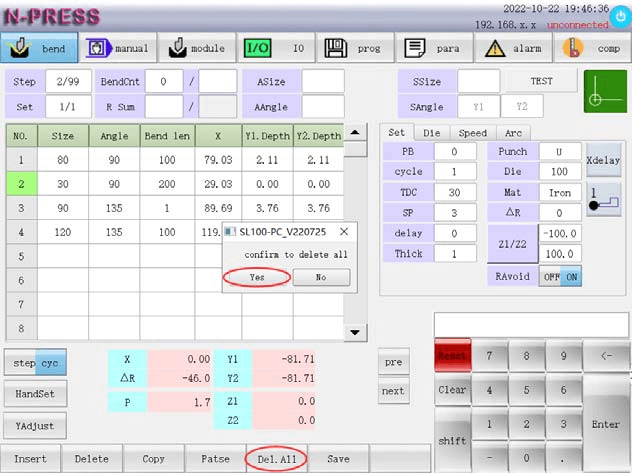
Usuń wszystko
Usuń wszystkie dane w interfejsie programistycznym.
Kliknij klawisz podfunkcji '‘Del.All'’ a system “usunie pomyślnie!”; Jak pokazano na rysunku.
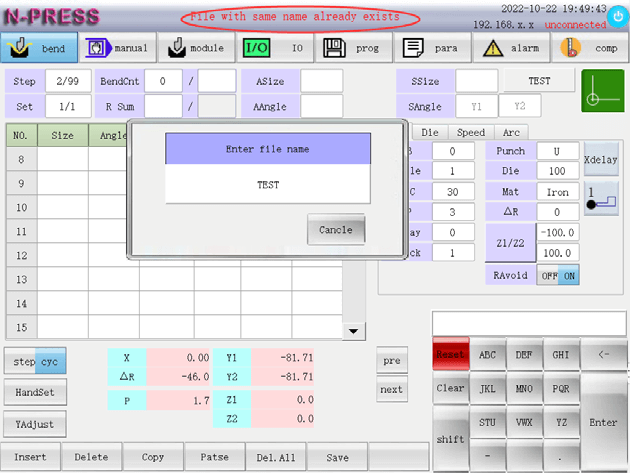
Ochrona
Zapisz wszystkie dane interfejsu programowania.
Wejdź do interfejsu przetwarzania, po edycji programu kliknij ‘Ratować‘' jak pokazano na rysunku.
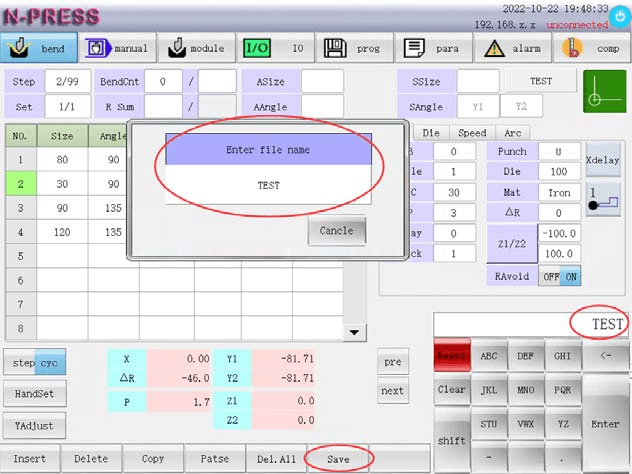
Po wpisaniu nazwy pliku naciśnij Enter na klawiaturze pomocniczej, aby zapisać program. System wyświetli komunikat “Plik został pomyślnie zapisany!”. Jak pokazano na rysunku:
Często zadawane pytania (FAQ)
Jakie kroki mogę podjąć, jeśli moja maszyna nie wygina dokładnie?
Dokonaj korekt za pomocą funkcji ustawień pokrętła ręcznego, aby doprecyzować ustawienia płyty prasy i punktu gięcia. Dodatkowo, zastosuj korektę osi Y dostępną w przetwarzaniu serii ET, aby w razie potrzeby dostosować kompensację głębokości gięcia.
Jak mogę zoptymalizować ustawienia prasy krawędziowej przy użyciu ET Series Processing?
Aby zmaksymalizować wydajność, wykorzystaj możliwości podfunkcji przetwarzania serii ET, aby dostosować tryby cyklu do potrzeb produkcyjnych. Na przykład, wykorzystaj tryb cyklu ciągłego do dłuższych cykli, aby zminimalizować przestoje i zapewnić płynną i wydajną pracę.
Wniosek
Podsumowując, przetwarzanie serii ET znacząco zwiększa wydajność W pełni elektryczne maszyny do gięcia z serwomotorem oferując konfigurowalne podfunkcje, precyzyjne opcje konfiguracji i płynną integrację z istniejącymi procesami pracy. Kluczowe kroki, takie jak konfiguracja ustawień łuku, opanowywanie trybów cyklu oraz korzystanie z podfunkcji, takich jak kopiowanie, wklejanie i manipulowanie wierszami, optymalizują wydajność maszyny i zwiększają możliwości produkcyjne.
W przypadku dalszych pytań lub w celu uzyskania szczegółowego wsparcia w zakresie maksymalizacji potencjału obróbki serii ET, prosimy o kontakt z naszym zespołem. Zachęcamy również do zapoznania się z naszą obszerną dokumentacją, aby poznać więcej strategii poprawy wydajności serwomechanizmu.



