








Jeśli chodzi o maksymalizację wydajności procesów obróbki metali, zrozumienie instrukcji obsługi ESTUN E21 jest kluczowe. Jeśli szukasz wskazówek ekspertów, jak zoptymalizować wykorzystanie tego kontrolera, jesteś we właściwym miejscu.
W tym artykule przedstawię kluczowe wnioski z Podręcznika obsługi systemu ESTUN E21, oferując praktyczne porady dotyczące usprawnienia przepływu pracy. Niezależnie od tego, czy jesteś doświadczonym operatorem, czy dopiero zaczynasz korzystać z tego systemu, te wskazówki dostarczą Ci niezbędnej wiedzy, która pozwoli Ci zwiększyć precyzję i wydajność wykonywanych zadań. Zanurzmy się w przewodnik i odkryjmy potencjał systemu ESTUN E21 w Twoich maszynach.
Podstawowa procedura operacyjna
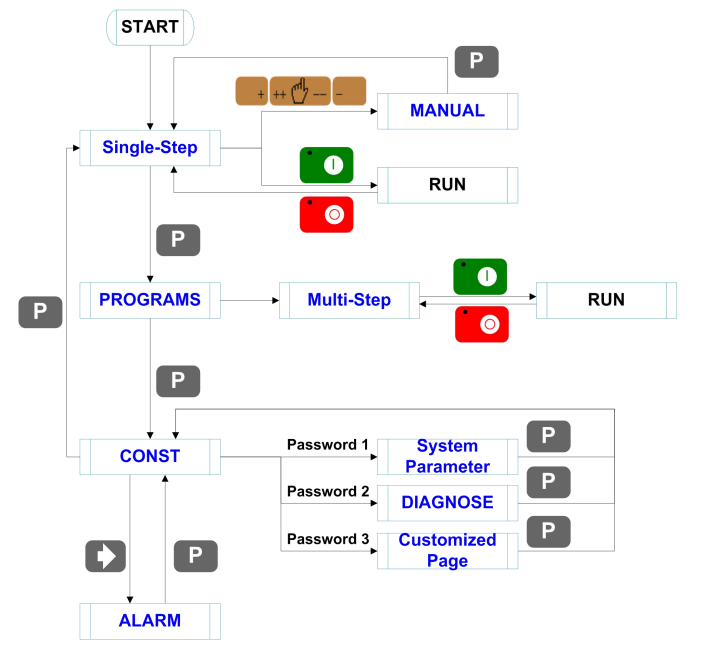
Aby rozpocząć efektywne korzystanie ze sterownika ESTUN E21, konieczne jest zapoznanie się z jego podstawową procedurą obsługi. Na początek należy upewnić się, że sterownik jest prawidłowo podłączony i włączony. Po uruchomieniu urządzenia pierwszym krokiem jest wprowadzenie niezbędnych danych operacyjnych na wyświetlaczu sterownika. Obejmuje to wybór trybu pracy – ręcznego lub automatycznego – w zależności od wymagań zadania. Wykonanie tych wstępnych kroków gwarantuje precyzyjne przygotowanie do pracy, zgodnie ze wskazówkami zawartymi w instrukcji obsługi ESTUN E21.
Podstawową procedurę przełączania i obsługi urządzenia pokazano na rysunku.
Programowanie sterownika ESTUN E21
Programowanie prasy krawędziowej za pomocą ESTUN E21 jest proste, a jednocześnie wydajne. Aby zaprogramować zadanie, należy najpierw uzyskać dostęp do menu programowania w sterowniku. Polega to na poruszaniu się po interfejsie w celu wprowadzenia poleceń, takich jak kąty gięcia, rodzaj materiału i grubość. Postępując zgodnie z tymi krokami, zapewnisz, że maszyna będzie działać z precyzją wymaganą do skomplikowanych zadań, zgodnie ze specyfikacjami zawartymi w instrukcji obsługi ESTUN E21. Możliwość regulacji i zapisywania wielu programów zapewnia elastyczność i wydajność pracy.
Urządzenie oferuje dwie metody programowania: programowanie jednokrokowe i programowanie wielokrokowe. Użytkownik może skonfigurować programowanie zgodnie z aktualnymi potrzebami.
Programowanie jednokrokowe
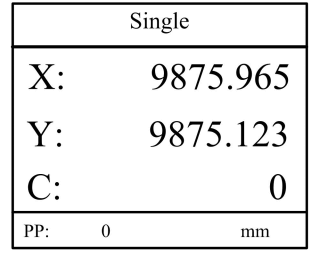
Programowanie jednokrokowe jest zazwyczaj używane do przetwarzania pojedynczych kroków w celu zakończenia obróbki przedmiotu obrabianego. Po włączeniu sterownika automatycznie przejdzie on do strony programu jednokrokowego.
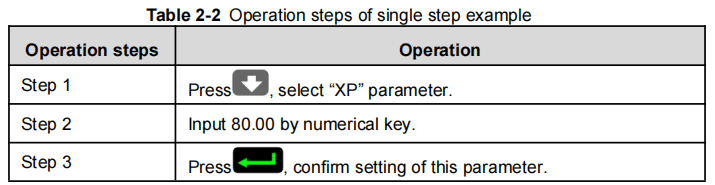
Kroki operacji
- Krok 1:Po uruchomieniu urządzenie automatycznie przejdzie do strony konfiguracji programu jednokrokowego.

- Krok 2:
Naciskać

Wybierz parametr, który chcesz skonfigurować, naciśnij klawisz numeryczny, aby wprowadzić wartość programu, naciśnij

aby dokończyć wprowadzanie danych.
[Notatka] Parametr można ustawić tylko wtedy, gdy świeci się wskaźnik Stop.
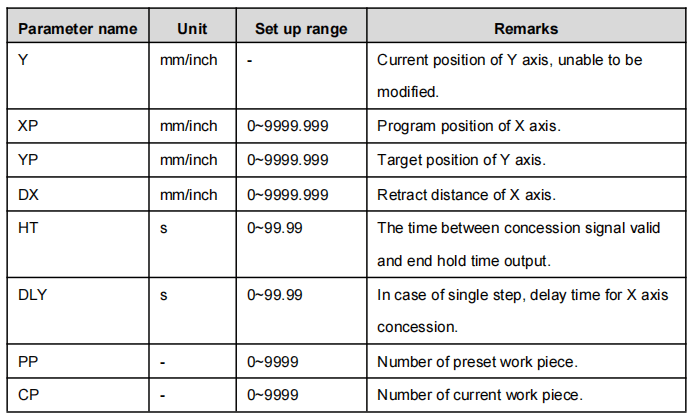
Zakres ustawień parametru pojedynczego kroku pokazano w tabeli.

- Krok 3:
Naciskać

System będzie wykonywał zadania zgodnie z tym programem, jak pokazano na rysunku.
Przykład operacji
W instrukcji obsługi ESTUN E21 zoptymalizuj swój program jednoetapowy, ustawiając głębokość gięcia na 100,0 mm i zderzak tylny na 80,00 mm. Skonfiguruj odległość wycofania na 50 mm, czas oczekiwania na ustępowanie wynoszący 2 sekundy i czas utrzymania wynoszący 3 sekundy. Ustaw liczbę obrabianych elementów na 10, aby zapewnić precyzyjne wykonywanie kroków operacyjnych zgodnie z tabelą w instrukcji. Przestrzeganie tych konfiguracji gwarantuje wydajne i dokładne rezultaty obróbki metalu.

Programowanie wielokrokowe
Program wieloetapowy służy do przetwarzania pojedynczego elementu roboczego w różnych etapach, umożliwia realizację kolejnych etapów i zwiększa wydajność przetwarzania.
Krok operacji
- Krok 1:
Po włączeniu urządzenia automatycznie wyświetlana jest strona parametrów pojedynczego kroku.
- Krok 2:
Naciskać

Przejdź do strony zarządzania programami, jak pokazano na rysunku.

- Krok 3:
Naciskać

Wybierz numer seryjny programu lub wprowadź numer programu bezpośrednio, np. „1”.
- Krok 4
Naciskać
Przejdź do strony ustawień programu wieloetapowego, jak pokazano na rysunku.
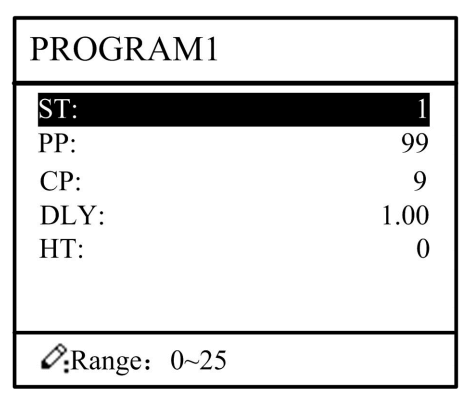
- Krok 5:
Naciśnij klawisz strzałki w dół, wybierz parametr programowania wielokrokowego, który chcesz skonfigurować, wprowadź wartość konfiguracji, naciśnij klawisz Enter, a konfiguracja zostanie zastosowana.
- Krok 6:
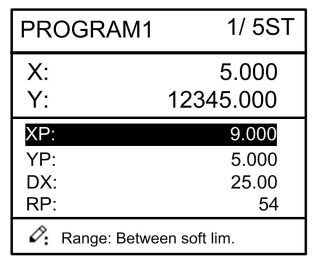
Po zakończeniu konfiguracji naciśnij klawisz strzałki w prawo, aby przejść do strony ustawiania parametrów kroku, jak pokazano na rysunku.
- Krok 7
Naciśnij klawisz strzałki w dół, wybierz parametr kroku, który chcesz skonfigurować, wprowadź wartość programu, naciśnij klawisz Enter, a konfiguracja zostanie zastosowana.
- Krok 8:
Naciskaj klawisze strzałek w lewo i w prawo, aby przełączać się między krokami. Jeśli bieżący krok jest pierwszym krokiem,
Naciśnij klawisz strzałki w lewo, aby przejść do ostatniej strony ustawień parametrów kroku; jeśli bieżący krok jest ostatnim, naciśnij klawisz strzałki w prawo, aby przejść do pierwszej strony ustawień parametrów kroku.
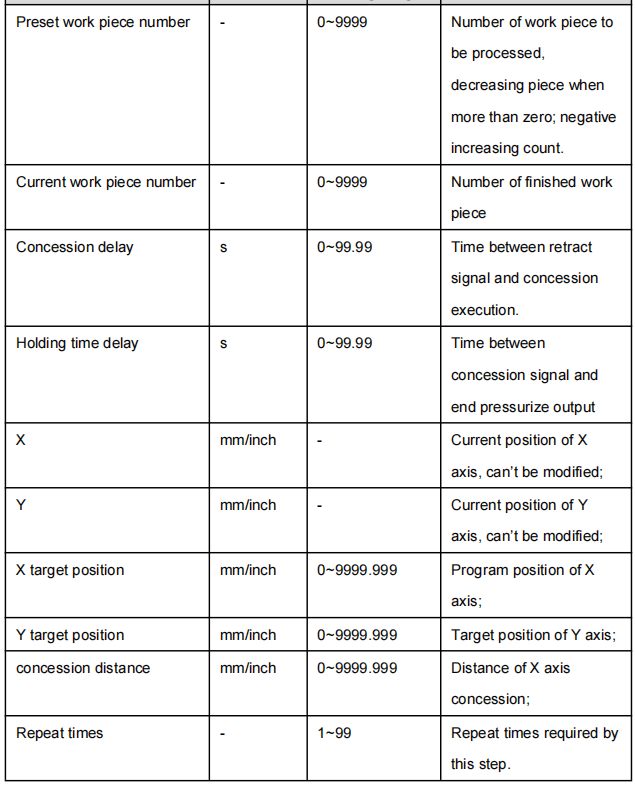
Zakres ustawień parametrów wielokrokowych przedstawiono w tabeli.
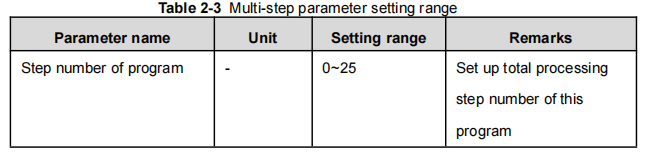
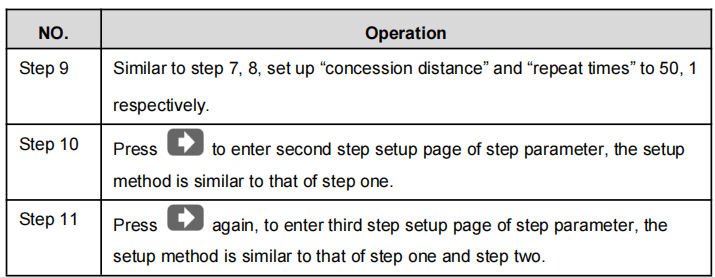
- Krok 9:
Naciskać
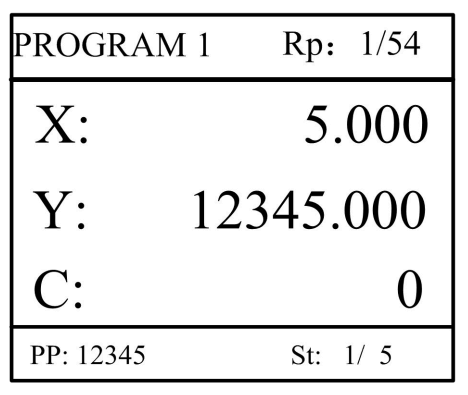
System będzie działał zgodnie z tym programem, jak pokazano na rysunku.
Przykład operacji
[Tło] Jeden element wymaga obróbki 50, jak pokazano poniżej;
- Pierwsze zagięcie: 50mm;
- Drugie zagięcie: 100mm;
- Trzecie zakręty: w przeciwnym kierunku 300mm;
[Analiza] w zależności od przedmiotu obrabianego i warunków technologicznych obrabiarki:
- Pierwszy zakręt: Oś X pozycja wynosi 50,0 mm; pozycja osi Y wynosi 85,00 mm, ustępstwo 50 mm;
- Drugie gięcie: pozycja osi X wynosi 100,0 mm; pozycja osi Y wynosi 85,00 mm, ustępstwo 50 mm;
- Trzecie gięcie: pozycja osi X wynosi 300,0 mm; pozycja osi Y wynosi 85,00 mm, ustępstwo 50 mm;
Edytuj program obróbki tego elementu w programie nr 2.
Procedurę operacji przedstawiono w tabeli.

Podczas pracy z instrukcją obsługi ESTUN E21 kluczowe znaczenie ma efektywne programowanie wieloetapowe:
- Powrót do kroku początkowego: Po zakończeniu programowania wielokrokowego zawsze wróć do kroku początkowego, aby upewnić się, że program jest przetwarzany we właściwej kolejności.
- Nawigacja po parametrach: Użyj lewego i prawego klawisza kierunkowego, aby przeglądać i skutecznie modyfikować wszystkie parametry kroku.
- Korekty programu:Programy można edytować i zmieniać w razie potrzeby, aby zapewnić ich elastyczność i możliwość dostosowania.
- Automatyczne przetwarzanie: Po zakończeniu partii (np. 50 elementów) system zatrzymuje się automatycznie. Uruchom ponownie, aby płynnie przetworzyć kolejną partię.
Korzystanie z tych kroków zgodnie z instrukcją obsługi ESTUN E21 gwarantuje optymalną wydajność i produktywność maszyny.
Ustawianie parametrów
Użytkownik może skonfigurować wszystkie parametry wymagane do normalnej pracy systemu, w tym parametry systemu, parametry osi X i parametry osi Y.
- Krok 1:
Na stronie zarządzania programem naciśnij P Aby przejść do strony programowania stałych, jak pokazano na rysunku. Na tej stronie można ustawić stałą programowania.
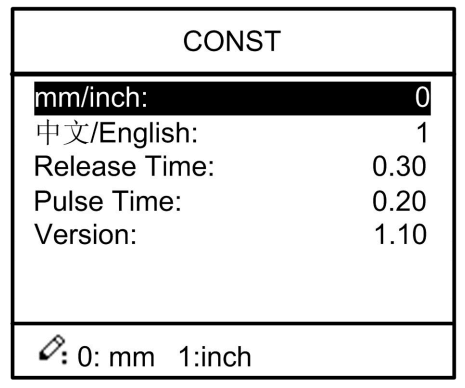
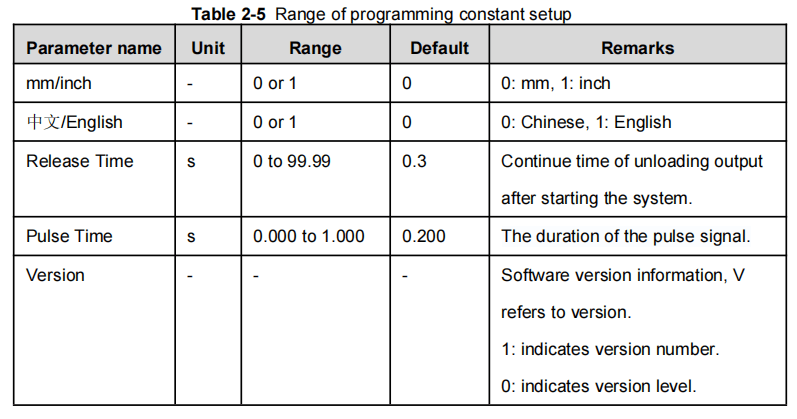
Zakres ustawień stałej programowania przedstawiono w tabeli.
- Krok 2:
Wprowadź hasło „1212”, naciśnij Wchodzić naciśnij klawisz , aby wejść na stronę nauczania, jak pokazano na rysunku.

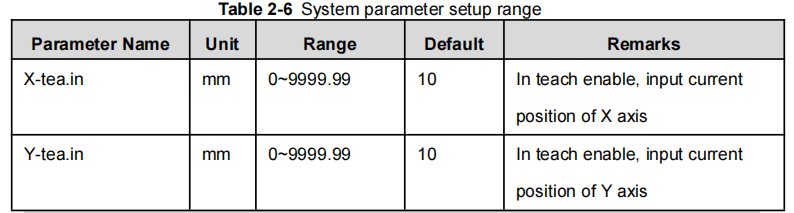
Parametr zwiększający zakres ustawień parametrów podano w tabeli.
:
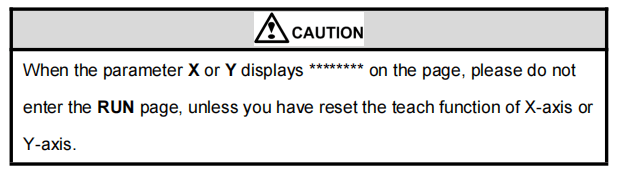
Instrukcja obsługi ESTUN E21 zawiera wskazówki dotyczące precyzyjnego pomiaru położenia suwaka i zderzaka. Jeśli bezpośredni pomiar jest utrudniony, należy zaprogramować proces i zmierzyć obrabiany przedmiot. Takie podejście gwarantuje dokładność i jest zgodne ze strategiami opisanymi w instrukcji, mającymi na celu optymalizację wydajności maszyny.
- Krok 3:
Naciskać P, powrót do strony programowania stałych.
Regulacja ręczna
W trybie jednokrokowym ruch osi można kontrolować poprzez ręczne naciśnięcie klawisza. Ta metoda ułatwia użytkownikowi regulację obrabiarki i przedmiotu obrabianego.
- Krok 1:
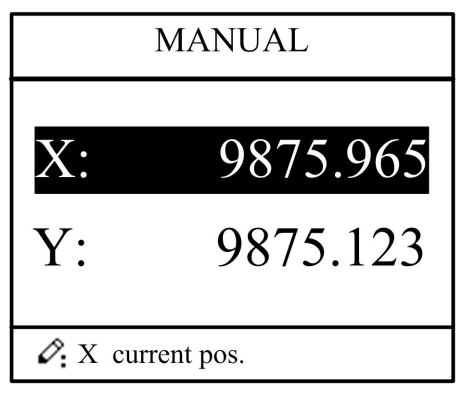
Na stronie konfiguracji parametrów pojedynczego kroku naciśnij Plus Lub Minus aby przejść do strony podręcznika, jak pokazano na rysunku.
- Krok 2:
Zgodnie z aktualnymi wymaganiami, postępując zgodnie z powyższą tabelą, dostosuj położenie osi.
-Jeśli tryb napędu odpowiedniej osi jest wspólny silnik:

<Note>:Kiedy system jest w trybie roboczym, operacja ręcznej regulacji dotyczy tylko osi X.
-Jeśli tryb napędu odpowiedniej osi jest częstotliwość:

- Krok 3:
Naciskać P powrót do strony ustawiania parametrów pojedynczego kroku.
Często zadawane pytania (FAQ)
W jaki sposób instrukcja obsługi ESTUN E21 pomaga zwiększyć precyzję maszyny?
Przewodnik zawiera szczegółowe instrukcje dotyczące procedur kalibracji i regulacji, które są kluczowe dla zapewnienia precyzyjnego działania. Regularne przestrzeganie tych instrukcji może znacząco zwiększyć precyzję i wydajność maszyny.
Jakie kroki rozwiązywania problemów opisano w Podręczniku obsługi ESTUN E21?
Instrukcja obsługi ESTUN E21 sugeruje kilka kroków rozwiązywania problemów, w tym sprawdzenie połączeń elektrycznych, przeanalizowanie kodów błędów na wyświetlaczu i zapoznanie się z instrukcją obsługi w celu znalezienia konkretnych rozwiązań błędów.
Wniosek
Podsumowując, ESTUN E21 Podręcznik obsługi zawiera niezbędne informacje dotyczące efektywnego użytkowania sprzętu. Kluczowe wnioski obejmują opanowanie podstawowych procedur obsługi, zrozumienie programowania jednoetapowego i efektywne zarządzanie programowaniem wieloetapowym. Niniejszy podręcznik zapewnia operatorom podstawową wiedzę niezbędną do zwiększenia wydajności i produktywności.
Prawidłowa konfiguracja i konserwacja są niezbędne dla zapewnienia trwałości i wydajności prasy krawędziowej. Przestrzegając tych wytycznych i regularnie przeprowadzając konserwację, można zminimalizować przestoje i poprawić wydajność produkcji. W celu uzyskania bardziej szczegółowego wsparcia lub w razie pytań, prosimy o kontakt z naszym zespołem. Więcej informacji można znaleźć w innych powiązanych dokumentach w sekcji dokumentacji.



