








Tryb ręczny DELEM DA-66S zapewnia użytkownikom elastyczność w wykonywaniu precyzyjnych operacji gięcia, niezależnie od ustawień automatycznych. Dzięki trybowi ręcznemu operatorzy mają pełną kontrolę nad procesem gięcia, dostosowując parametry do każdego zadania. Ten tryb jest idealny do zastosowań wymagających specyficznych regulacji, których ustawienia automatyczne mogą nie obsługiwać.
W tym artykule przyjrzymy się bliżej podstawowym funkcjom trybu ręcznego urządzenia DELEM DA-66S. Znajdziesz tu kompleksowy przewodnik po tym, jak zwiększyć wydajność i wydajność swojego urządzenia.
Przegląd trybu ręcznego
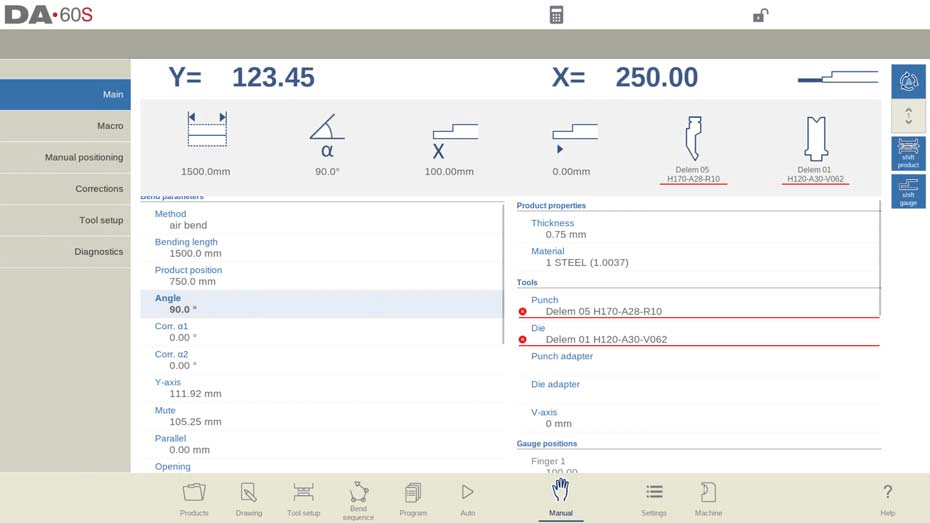
Tryb ręczny DELEM DA-66S umożliwia użytkownikom ręczne sterowanie prasa krawędziowa, niezależnie od predefiniowanych programów. Przechodząc do trybu ręcznego, można wyświetlić na ekranie w czasie rzeczywistym położenie kluczowych osi, takich jak oś Y i główna oś X. Wskaźniki te zapewniają prawidłowe wyrównanie znaczników odniesienia z zaprogramowanymi wartościami, co pozwala na precyzyjne gięcie.
W trybie ręcznym programuje się parametry dla jednego gięcia. Tryb ten jest przydatny do testowania, kalibracji i wykonywania pojedynczych gięcia.
Tryb ręczny jest niezależny od trybu automatycznego i może być programowany niezależnie od programów w pamięci.
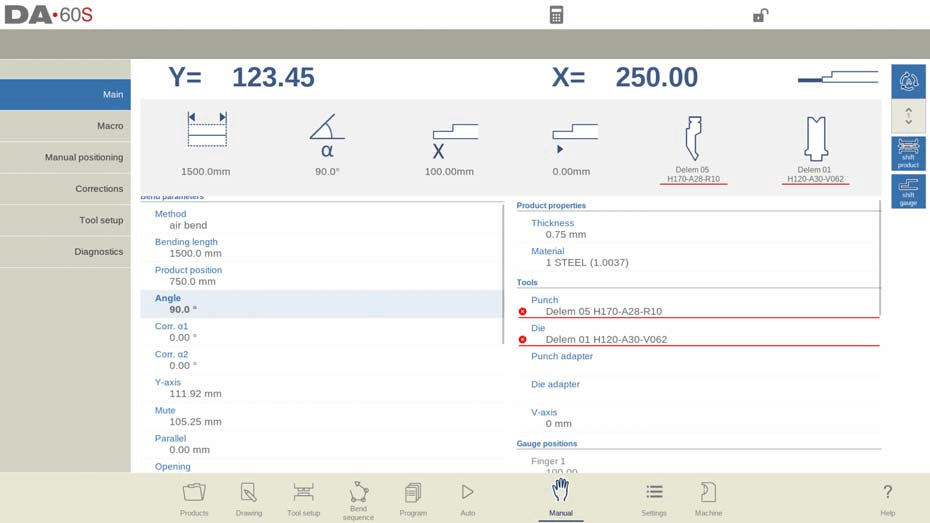
W górnej części ekranu trybu ręcznego znajduje się aktualna pozycja osi Y i głównej osi X. Wszystkie pozostałe osie i funkcje są wymienione kolejno w dwóch poniższych kolumnach. Podświetlenie wartości osi Y i X oznacza, że znaczniki odniesienia tych osi zostały znalezione i są poprawnie ustawione względem zaprogramowanych wartości.
Nad osiami i funkcjami znajdują się duże ikony (kafelki) z powiązanymi wartościami, które wskazują najczęściej używane wartości. Te kafelki można wybierać i bezpośrednio modyfikować wartości.

Poniżej znajduje się lista dostępnych parametrów w trybie ręcznym.
Parametry gięcia
Metoda
Wybierz żądaną metodę gięcia. Sterowanie obsługuje następujące standardowe metody:
• Zgięcie powietrzne
• Dotarcie do dna
• Podwijanie
• Obszywanie i wykańczanie dołu

Metody gięcia zostały wyjaśnione bardziej szczegółowo w trybie Program.
Metoda odchylania
Dynamiczny: Wypukłość będzie kontrolowana automatycznie w czasie rzeczywistym podczas gięcia, a w razie potrzeby zostaną zastosowane odpowiednie korekty.
Niedynamiczne: Koronowanie będzie zachowywać się jak standardowe koronowanie hydrauliczne; nie będzie żadnych korekt w czasie rzeczywistym.
Długość gięcia
Zaprogramuj długość gięcia arkusza.
Pozycja produktu
Wartość bezwzględna położenia produktu w kierunku Z. Lewa strona maszyny to położenie odniesienia równe zero.
Kąt
Kąt zgięcia.
Korekta α 1, Korekta α 2
Korekta kąta zgięcia.
Korektę kąta należy wprowadzić zgodnie z poniższymi przykładami:
Zaprogramowano wartość 90 stopni. Zmierzono wartość 92 stopni. Następnie należy zaprogramować Corr.α na -2.
Zaprogramowano wartość 90 stopni. Zmierzono wartość 88 stopni. Następnie należy zaprogramować Corr.α na +2.
Otwarcie dołu
Zagięcie podwinięcia można wykonać z zachowaniem określonej odległości między dwoma kołnierzami. Wartość rozwarcia podwinięcia zostanie wykorzystana do obliczenia położenia belki w procesie zawinięcia.
Domyślnie ten parametr ma wartość parametru trybu ustawień Domyślny otwór podwinięcia.
Szybkie obszywanie
Po włączeniu funkcji szybkiego zaginania oś Y będzie poruszać się z dużą prędkością w dół, gdy tylko znajdzie się poniżej górnej krawędzi matrycy, aż do osiągnięcia otworu zaginającego. Skróci to czas cyklu, szczególnie w przypadku zaginania za pomocą matrycy U.
Dostępne tylko po włączeniu przez producenta urządzenia.
Corr.Y
Korekta położenia osi Y w przypadku wybrania opcji dołka.
Oś Y
Zaprogramowana lub obliczona wartość osi Y służąca do uzyskania określonego kąta.
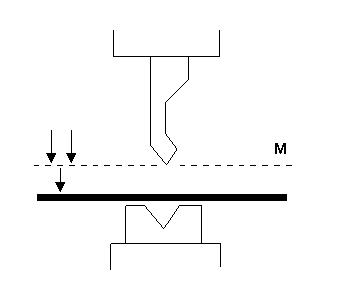
Niemy
Punkt sekwencji, w którym oś Y przełącza się z szybkiej prędkości zamykania na prędkość naciskania. Jest on tutaj zaprogramowany jako wartość położenia osi Y. Zaprogramowana wartość to punkt osi Y nad arkuszem.
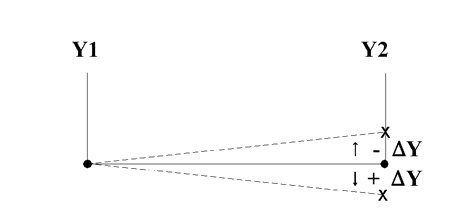
Równoległy
Różnica między lewym a prawym cylindrem (Y1 i Y2). Wartość dodatnia oznacza, że prawa strona jest niższa. Wartość ujemna oznacza, że prawa strona jest wyższa. Zaprogramowana wartość jest aktywna poniżej punktu mocowania.
Otwór
Ten parametr powoduje powstanie pewnej szczeliny między stemplem a matrycą po gięciu. Wartość dodatnia to szczelina powyżej parametru Mute, a wartość ujemna poniżej parametru Mute.
Jeśli chcesz ograniczyć czas obsługi produktu, możesz zaprogramować niewielką wartość dodatnią lub ujemną.
Siła
Siła
Zaprogramowana siła stosowana podczas naciskania.
Czas przebywania
Przytrzymaj czas stempla w punkcie gięcia.
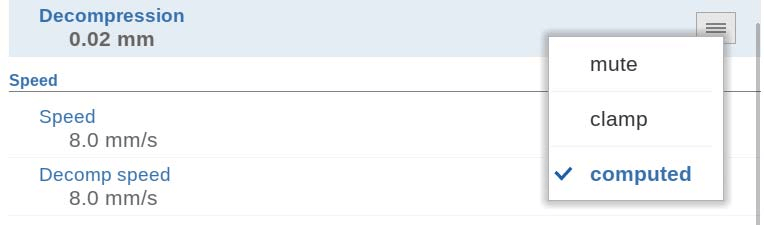
Dekompresja
Odległość dekompresji po zgięciu, w celu uwolnienia ciśnienia roboczego z układu. Odległość dekompresji można opcjonalnie ustawić dla określonego punktu cyklu. Standardowo obliczana jest odległość dekompresji, czyli minimalna wymagana wartość. Opcjonalnie można wybrać opcję Mute (wyliczony punkt wyciszenia) lub Clamp (wyliczony punkt zacisku). Obie opcje mają większą odległość niż obliczona.
Prędkość
Prędkość
Prędkość prasowania, prędkość osi Y podczas gięcia.
Prędkość rozkładu
Prędkość dekompresji to programowalna prędkość wiązki na dystansie dekompresji.
Funkcje
Poczekaj na wycofanie
W przypadku cofania pozwól osi Y zaczekać, aż cofanie się zakończy, niezależnie od tego, czy wybierzesz opcję tak, czy nie.
Nie: cofanie rozpoczyna się, gdy oś Y mija punkt zaciskania, oś Y się nie zatrzymuje.
Tak: gdy oś Y osiągnie punkt zacisku, zostaje zatrzymana i rozpoczyna się cofanie. Po zakończeniu cofania oś Y porusza się dalej.
Właściwości produktu
Grubość
Zaprogramuj grubość arkusza.
Tworzywo
Wybór jednego z zaprogramowanych materiałów, które służą do obliczenia głębokości gięcia. Sterowanie zawiera 4 wstępnie zaprogramowane materiały. Łącznie w sterowaniu można zaprogramować 99 materiałów. Materiały można zaprogramować na stronie „Materiały” w trybie „Ustawienia”.

Narzędzia
Dziurkacz
Nazwa (ID) wybranego stempla. Dotknij, aby zmodyfikować lub wybrać z biblioteki stempli.
Umierać
Nazwa (ID) wybranej kostki. Kliknij, aby zmodyfikować lub wybrać z biblioteki kostek.
Adapter dziurkacza
Nazwa (ID) wybranego adaptera dziurkacza. Dotknij, aby zmodyfikować lub wybrać z biblioteki adapterów dziurkacza. Możliwość zaprogramowania adaptera zależy od parametru „Użyj adaptera dziurkacza w trybie maszynowym”.
Adapter matrycy
Nazwa (ID) wybranego adaptera matrycy. Dotknij, aby zmodyfikować lub wybrać z biblioteki adapterów matryc. Możliwość zaprogramowania adaptera zależy od parametru „Użyj adaptera matrycy w trybie maszynowym”.
Pozycje wskaźników
Palec (1/2/3/4)
Pozycja palca (kontaktu), odpowiadająca pozycji osi X i pozycji leżącej.
Osie pomocnicze
Oś pomocnicza
Jeśli posiadasz jedną lub więcej osi pomocniczych (na przykład oś X, oś R lub oś Z), parametry tych osi są tutaj wyświetlane. W przypadku osi R1 i R2 zaprogramowana wartość osi R1 jest automatycznie kopiowana do wartości osi R2. Wartość osi R2 można w razie potrzeby później zmienić.
Wycofać
Odległość cofania osi podczas gięcia. „Cofanie zderzaka tylnego” rozpoczyna się w punkcie zacisku.
Prędkość
Prędkość osi w aktualnym zakręcie. Prędkość można zaprogramować jako procent maksymalnej możliwej prędkości.
Wsparcie częściowe
Oś PST
Za pomocą tego parametru można włączyć lub wyłączyć podparcie elementu. Po jego wyłączeniu podparcie elementu pozostanie w pozycji zerowej podczas gięcia.
Pozycja R
Wysokość podparcia detalu przed i po gięciu. Domyślnie wysokość będzie ustawiona na szczycie matrycy (pozycja R = 0,00 mm). Dostępne tylko po włączeniu przez producenta maszyny.
Metoda
W trybie ręcznym DELEM DA-66S można kontrolować, jak i kiedy podpora elementu powraca do pozycji zerowej po zakończeniu gięcia. Dostępne opcje obejmują ustawienie powrotu podpory elementu, gdy oś Y osiągnie UDP („Powrót przy UDP”) lub zainicjowanie powrotu, gdy oś Y zacznie się otwierać („Powrót przy otwieraniu”).
Alternatywnie, można użyć opcji „Pochylenie produktu”, aby wprowadzić dodatkowe pochylenie, zapobiegając kolizji produktu z stemplem podczas otwierania w osi Y. Ustawienie „Statyczne podparcie kątowe” pozwala na utrzymanie podparcia detalu pod stałym kątem, przekształcając je w stabilny stół podporowy, zamiast podążać za ruchem produktu. Każda opcja oferuje unikalne korzyści w zakresie optymalizacji pracy maszyny w trybie ręcznym DELEM DA-66S.
Kąt nachylenia
Kąt nachylenia określa, jak bardzo przesunie się podpora elementu. Z przodu maszyny podpora przesuwa się do wyższej pozycji (większy kąt), a z tyłu do niższej (mniejszy kąt). Ta funkcja ma zastosowanie w przypadku metody „Pochylenie produktu”.
Prędkość pochylenia
Określa prędkość, z jaką część przesuwa się do kąta pochylenia, wyrażoną jako procent maksymalnej prędkości roboczej. Ma to znaczenie tylko wtedy, gdy w trybie ręcznym DELEM DA-66S wybrano opcję „Pochylenie produktu”.
Prześwit pochylenia
Jeśli dystans dekompresyjny jest niewystarczający do ruchu w pochyleniu, można zaprogramować dodatkowy „Prześwit w pochyleniu”. Ten dodatkowy dystans jest uwzględniany w zaprogramowanym dystansie dekompresyjnym, zapewniając płynną pracę. Ustawienie odstępu jest używane wyłącznie w trybie „Przechył produktu” w trybie ręcznym DELEM DA-66S.
Kąt
Kąt statyczny, pod jakim podparcie elementu zostanie przesunięte przed zgięciem. Dostępne tylko po wybraniu metody „Podparcie kąta statycznego”.
Prędkość
Prędkość, wyrażona jako procent prędkości maksymalnej, z jaką podpora elementu przesuwa się do kąta statycznego. Dostępne tylko po wybraniu metody „Podpora kąta statycznego”.
Prędkość powrotu
Prędkość powrotu podpory elementu po gięciu. Wartość prędkości jest programowana jako procent prędkości maksymalnej.
Kąt zatrzymania bezpieczeństwa
Kąt, pod którym podpora zatrzyma się podczas ruchu powrotnego; sterowanie przełączy się na zatrzymanie. Dodatkowe działanie startowe w sterowaniu powoduje powrót podpory do pozycji zerowej.
Kąt początkowy
Początkowy kąt (zwykle kąt przed gięciem w gięciu dwuetapowym), do którego podparcie detalu zostanie przesunięte podczas zmiany skoku. Podparcie detalu nastąpi, gdy kąt produktu przekroczy początkowy kąt podparcia detalu. Dotyczy tylko osi podparcia detalu znajdujących się przed maszyną.
Początkowa prędkość kątowa
Prędkość przesunięcia podpórki do kąta początkowego. Dotyczy tylko osi podpórki z przodu maszyny.
Korekta
Korekta osi podparcia detalu w trybie ręcznym DELEM DA-66S jest wprowadzana stopniowo w trakcie procesu gięcia, począwszy od punktu zacisku. W końcowej pozycji gięcia korekta dostosowuje się do zaprogramowanej wartości. Parametry te w trybie ręcznym DELEM DA-66S można łatwo programować i modyfikować w razie potrzeby. Po naciśnięciu przycisku Start zaprogramowane ustawienia stają się aktywne.
Parametry w trybie ręcznym DELEM DA-66S można programować i dostosowywać w razie potrzeby. Po naciśnięciu przycisku Start skonfigurowane ustawienia stają się aktywne.
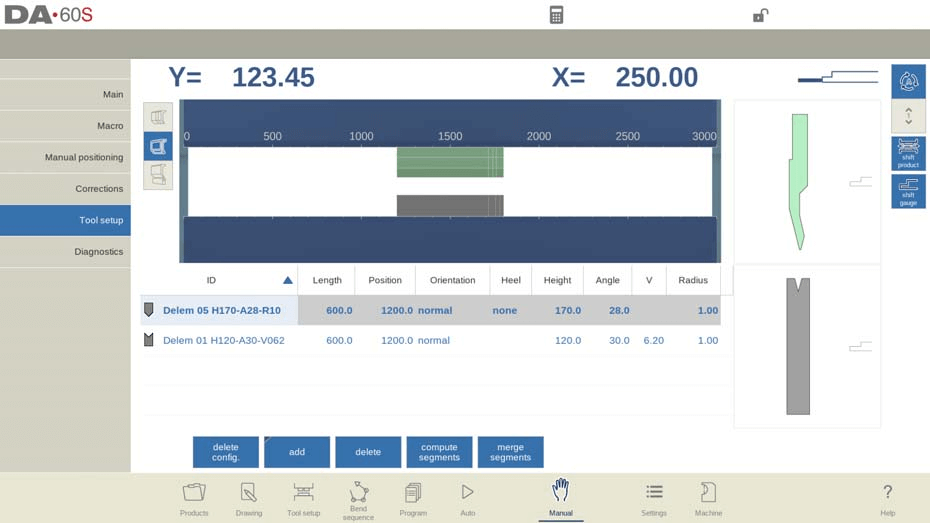
Konfiguracja narzędzia
Konfiguracja narzędzi w trybie ręcznym DELEM DA-66S jest bardzo podobna do konfiguracji w trybie automatycznym. Chociaż każdy tryb umożliwia różne konfiguracje, można skorzystać z konfiguracji narzędzi trybu automatycznego w trybie ręcznym, ale należy zachować ostrożność przy różnych konfiguracjach.
W menu konfiguracji narzędzi w trybie ręcznym DELEM DA-66S można łatwo dodawać, usuwać i zmieniać położenie narzędzi, takich jak stemple, matryce i adaptery. Proces ten odzwierciedla główne funkcje konfiguracji narzędzi, umożliwiając niestandardowe dostosowania w celu usprawnienia operacji gięcia. Dodatkowo, podczas dodawania narzędzi możliwa jest segmentacja, w zależności od indywidualnych potrzeb.
Przesunięcie produktu

W trybie ręcznym DELEM DA-66S, przesuwanie pozycji produktu jest usprawnione dzięki funkcji „Przesuń produkt”. Punkty przyciągania pomagają użytkownikom w precyzyjnym przesuwaniu produktu, ułatwiając dopasowanie do boków narzędzi lub środka stacji.
Kluczowe funkcje pozycjonowania produktu:
- Skok w lewo: Przenieś produkt do innej kombinacji zestawów narzędzi po lewej stronie.
- Skok w prawo: Przenieś produkt do innej kombinacji zestawów narzędzi po prawej stronie.
- Przesunięcie w lewo: Przesuń produkt o 1 milimetr w lewo w ramach tego samego zestawu narzędzi.
- Przesunięcie w prawo: Przesuń produkt o 1 milimetr w prawo w ramach tego samego zestawu narzędzi.
Korzystanie z tych funkcji w trybie ręcznym DELEM DA-66S gwarantuje precyzyjną kontrolę nad położeniem produktu, zwiększając elastyczność i dokładność operacji.
Parametry programowania i widoki
W trybie ręcznym DELEM DA-66S można programować parametry indywidualnie, każdy z nich wyświetlany jest obok symboli i kolorów tła, co ułatwia jego identyfikację.

Symbol informacyjny oznacza zmianę wynikającą z niedawnego wprowadzenia danych i podkreśla dokonane zmiany.

Symbol gwiazdki powiadamia, gdy wartość parametru różni się od obliczeń kontrolki. Jest to przydatne w przypadku ustawień celowych lub ograniczonych ograniczeniami.

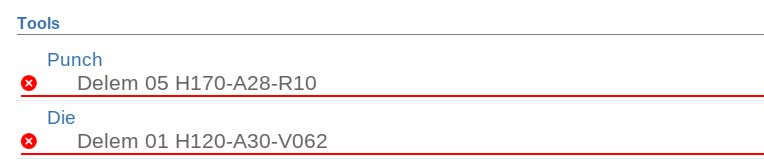
Błędy są oznaczane symbolem błędu, jeśli wartość jest niezgodna z bieżącym programem, np. jeśli wykonano gięcie krawędzi bez użycia odpowiednich narzędzi.
Prawa strona ekranu umożliwia dostęp do wielu widoków, w tym Głównego, Makro, Pozycjonowania ręcznego, Korekt i Diagnostyki, co zwiększa możliwości kontroli użytkownika i monitorowania w trybie ręcznym DELEM DA-66S.
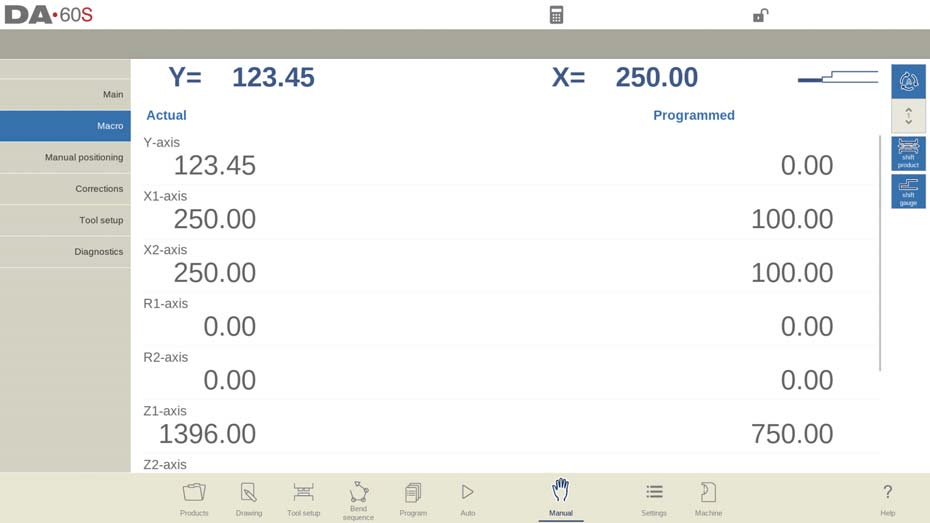
Makro
W trybie ręcznym DELEM DA-66S widok makro wyświetla na ekranie duże wartości osi, ułatwiając ich odczyt z odległości. Funkcja ta jest szczególnie przydatna podczas pracy zdalnej z poziomu panelu sterowania.
Wykonywanie bezpiecznej i wydajnej operacji gięcia
Procedury ręcznego ruchu osi
Aby bezpiecznie ręcznie przesuwać osie, należy użyć pokrętła DELEM DA-66S. Należy upewnić się, że maszyna jest zatrzymana podczas zmiany położenia osi pomocniczych, podczas gdy oś Y wymaga aktywnego systemu i spełnienia określonych warunków, takich jak aktywna funkcja „regulacji”.
Po dotknięciu opcji Pozycjonowanie ręczne na ekranie głównym trybu ręcznego pojawia się następujący ekran:

W trybie ręcznym DELEM DA-66S można ręcznie przesuwać osie za pomocą pokrętła. Kroki różnią się w zależności od typu regulowanej osi.
Dla osie pomocniczeUpewnij się, że maszyna jest zatrzymana (dioda LED przycisku Stop świeci). Wybierz oś tylnego zderzaka, którą chcesz przesunąć i użyj pokrętła, aby zmienić jej położenie.
Z Oś YPozycjonowanie ręczne jest podobne, ale wymaga uruchomienia maszyny (dioda LED przycisku Start świeci się). Dodatkowo funkcja „regulacji” musi być aktywna (sprawdź komunikaty w prawym górnym rogu, jeśli nie jest włączona). Upewnij się, że oś Y znajduje się poniżej punktu wyciszenia i że do CNC wprowadzono polecenie naciskania.
Postępując zgodnie z tymi procedurami w trybie ręcznym DELEM DA-66S, można bezpiecznie i efektywnie zarządzać osiami maszyny.
Wykorzystanie trybu nauczania
Aby skutecznie zaprogramować sterownik DELEM DA-66S w trybie ręcznym do pozycji wykrytej poprzez ręczną regulację osi, należy wykonać tę prostą procedurę. Za pomocą pokrętła ustaw oś w żądanej pozycji. Aby zapisać tę pozycję, dotknij nazwy osi w kolumnie „Zaprogramowane”; rzeczywista wartość osi z lewej strony zostanie wprowadzona do pola zaprogramowanej osi po prawej stronie.

Po powrocie do ekranu standardowego trybu ręcznego DELEM DA-66S zobaczysz, że parametr osi został zaktualizowany o nową wartość.
Monitorowanie i diagnostyka dla bezpiecznej eksploatacji
Poprawki
W trybie ręcznym DELEM DA-66S można przeglądać i weryfikować poprawki dla gięcia w postaci pojedynczej linii, podobnie jak w trybie automatycznym. Te poprawki i wpisy w bazie danych poprawek są kluczowe dla uzyskania dokładnych wyników gięcia. Dostęp do bazy danych umożliwia modyfikację i optymalizację tych poprawek, co może być również pomocne w procesach gięcia próbnego.

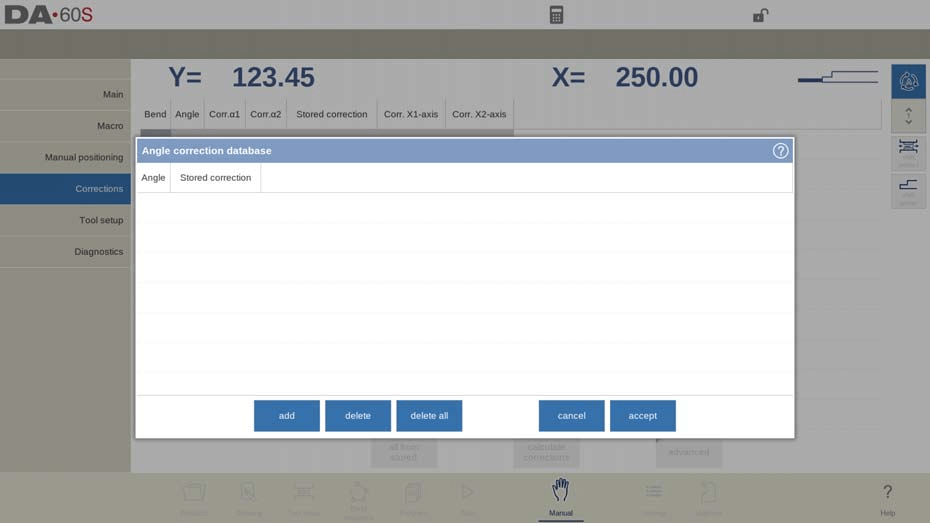
Ten Naddatek na zginanie Funkcja w trybie ręcznym DELEM DA-66S umożliwia użytkownikom wprowadzanie danych do tabeli tolerancji gięcia. Dodając tylko niezbędne korekty tolerancji gięcia na podstawie aktywnych parametrów gięcia, można obliczyć poprawkę na gięcia na podstawie różnicy między wartościami zaprogramowanymi a zmierzonymi. Aby aktywować tę funkcję, należy przejść do trybu ustawień.
Diagnostyka i monitorowanie w czasie rzeczywistym
W trybie ręcznym DELEM DA-66S funkcja diagnostyki zapewnia kompleksowy podgląd stanu osi maszyny. Funkcjonalność ta pozwala operatorom monitorować stan każdej osi w czasie rzeczywistym podczas cyklu gięcia. Dostęp do diagnostyki pozwala na obserwację działania elementów sterujących, co przekłada się na wydajność i bezpieczeństwo pracy.
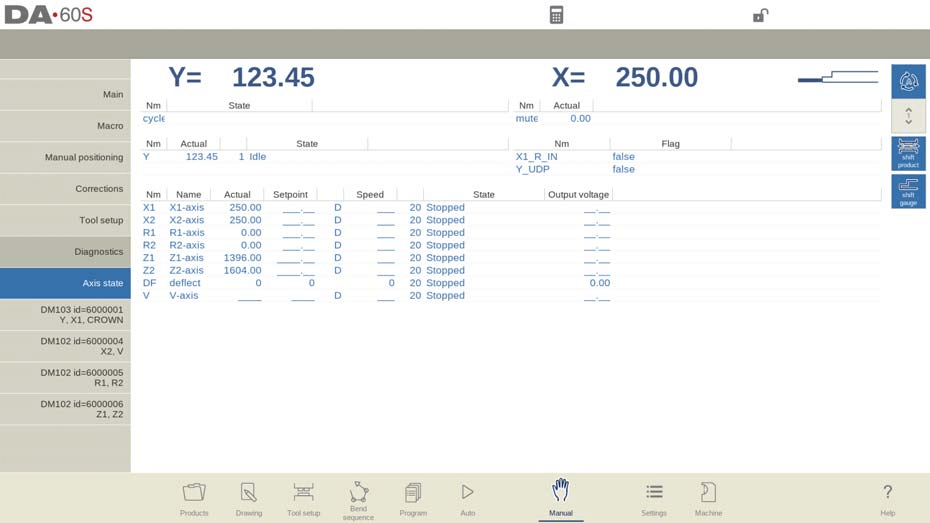
Monitorowanie stanu wejścia/wyjścia
Tryb ręczny DELEM DA-66S zawiera szczegółową funkcję stanu wejść/wyjść, zapewniającą wgląd w aktualny stan wszystkich wejść i wyjść. Ten monitoring w czasie rzeczywistym ma kluczowe znaczenie dla oceny wydajności maszyny i szybkiego reagowania na potencjalne problemy podczas pracy.

Powiększony widok IO
Aby zapewnić lepszą obserwację, funkcja Zoomed IO w trybie ręcznym DELEM DA-66S umożliwia wybór do ośmiu pinów w celu powiększenia widoku. Ta funkcja ułatwia zdalny monitoring, zapewniając łatwość śledzenia krytycznych sygnałów wejściowych i wyjściowych.
Tryb testowania zginania dla precyzji
Tryb ręczny urządzenia DELEM DA-66S obejmuje funkcję testowego gięcia, która umożliwia precyzyjne dostrojenie operacji gięcia.

Po aktywacji osie pozostają w pozycjach wycofania po początkowym cyklu gięcia, a podparcie części zachowuje swój kąt, jeśli jest włączone. Ten tryb zatrzymuje wszelkie zmiany skoku.
Po zakończeniu gięcia próbnego oś Y zatrzymuje się w punkcie UDP, umożliwiając operatorom dokładny pomiar kątów i wprowadzenie niezbędnych korekt. Po dokonaniu korekt gięcie można wykonać ponownie. Podparcie części wznawia podążanie za osią Y po jej powrocie do pierwotnego położenia. Zapewnia to precyzyjne korekty i większą dokładność gięcia.
Często zadawane pytania (FAQ)
Jak zapewnić bezpieczeństwo podczas obsługi urządzenia DELEM DA-66S w trybie ręcznym?
Zawsze należy przestrzegać wytycznych bezpieczeństwa producenta, upewnić się, że maszyna jest prawidłowo skalibrowana i dokładnie sprawdzić położenie wszystkich osi przed rozpoczęciem pracy. Odpowiedni sprzęt bezpieczeństwa i przeszkolenie są niezbędne.
Jak mogę utrzymać optymalną wydajność urządzenia DELEM DA-66S w trybie ręcznym?
Regularna konserwacja jest kluczowa. Sprawdzaj maszynę co 500 godzin, sprawdzaj kluczowe podzespoły, czyść system i smaruj części ruchome zgodnie z instrukcjami producenta.
Jak dokonać korekt kąta gięcia w trybie ręcznym urządzenia DELEM DA-66S?
Zmierz aktualny kąt po zakręcie, a następnie dostosuj parametry Corr.α w trybie ręcznym. Pozwoli Ci to zaprogramować niezbędne korekty i precyzyjnie uzyskać pożądane kąty.
Co powinienem zrobić, jeśli osie nie powrócą do pierwotnej pozycji po wykonaniu testu gięcia?
Po wykonaniu gięcia testowego upewnij się, że oś Y znajduje się w punkcie UDP. Jeśli podparcie części nie działa, sprawdź, czy jest włączone i sprawdź, czy w konfiguracji nie ma żadnych przeszkód lub nie ma niewspółosiowości.
Wniosek
Bezpieczna i wydajna obsługa urządzenia DELEM DA-66S w trybie ręcznym wymaga zrozumienia jego funkcji i regularnej konserwacji. Przestrzeganie powyższych wskazówek i rozwiązywanie typowych problemów może poprawić wydajność i żywotność urządzenia. Aby uzyskać szczegółowe wsparcie lub uzyskać więcej informacji, skontaktuj się z naszym zespołem lub zapoznaj się z dalszą dokumentacją na naszej stronie internetowej.



