








System ESA S630 oferuje niezrównane rozwiązania dla osób poszukujących optymalizacji strategii zarządzania gięciem. Być może zastanawiasz się, jak wdrożyć najlepsze praktyki, które maksymalizują wydajność i usprawniają przepływ pracy. Cóż, trafiłeś w idealne miejsce.
Niniejszy artykuł ma na celu przedstawienie skutecznych strategii, które w pełni wykorzystują potencjał systemu zarządzania gięciem ESA S630. Dzięki tym metodom zrewolucjonizujesz swoje operacje, zwiększając precyzję, skracając przestoje i ostatecznie zwiększając wydajność produkcji. Przyjrzyjmy się krokom, które sprawiają, że zarządzanie gięciem jest nie tylko łatwe w zarządzaniu, ale wręcz wzorowe pod każdym względem.
Korzystanie z funkcji Last Bend
Aby zwiększyć wydajność operacji gięcia, zapoznaj się z funkcją „Ostatnie gięcie” w Zakręt ESA S630 System zarządzania jest niezbędny. Funkcja ta działa jako zabezpieczenie, oznaczając ostatnie zagięcie w sekcji, zapobiegając w ten sposób przypadkowemu dodaniu nowych zagięć. Prawidłowe wykorzystanie tej funkcji pomaga operatorom w utrzymaniu precyzyjnych i bezbłędnych sekwencji, co wskazuje ikona ostatniego zagięcia widoczna na tym rysunku w prawym górnym rogu:
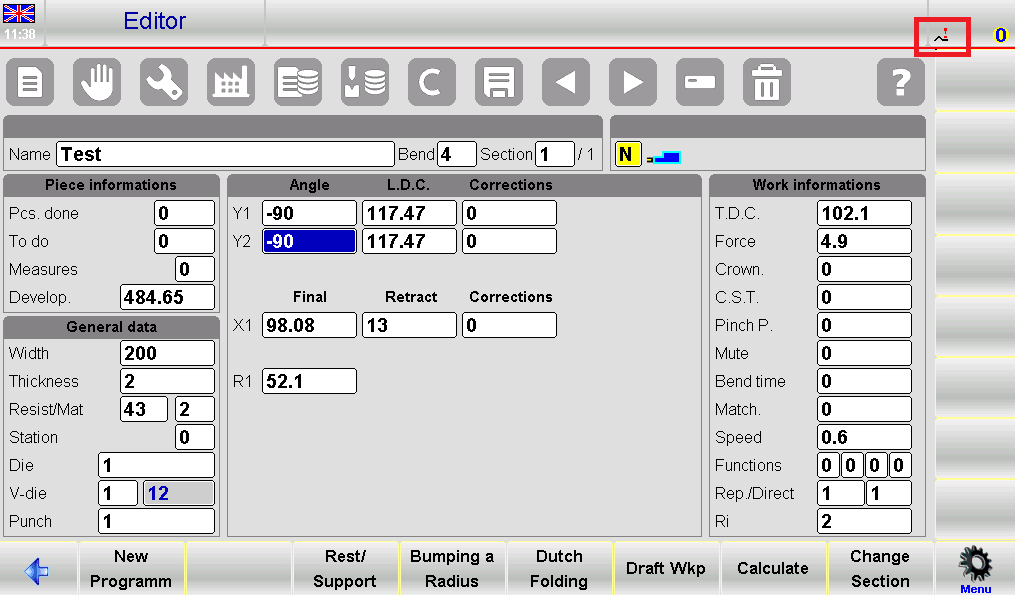
Wprowadzenie funkcji „Ostatni zakręt” do strategii zarządzania zakrętami ESA S630 może znacząco zwiększyć dokładność skomplikowanych sekwencji zakrętów.
Wykorzystanie strony funkcji maszyny
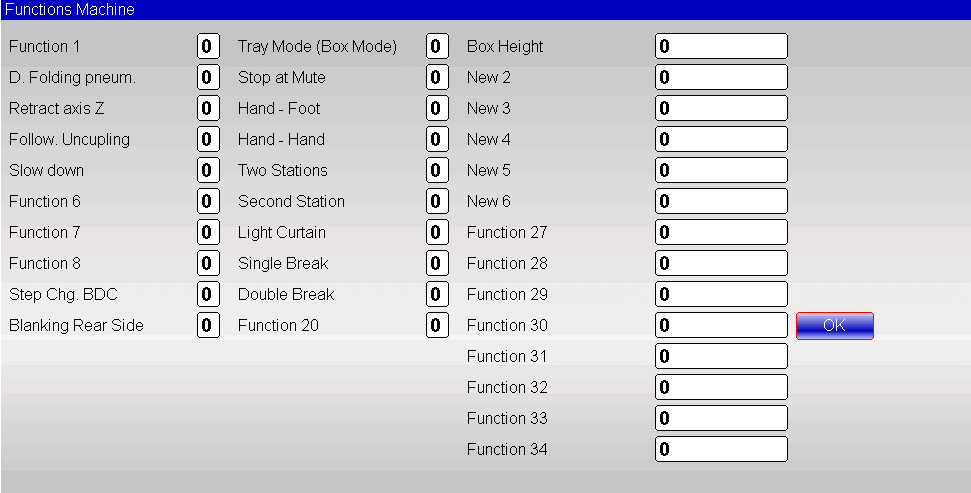
W oprogramowaniu ESA S630 Bend Management strona „Funkcje maszyny” odgrywa kluczową rolę w usprawnianiu kontroli nad maszyną podczas procesów gięcia. Operatorzy mogą tutaj ustawić konkretne funkcje dla każdego gięcia, aby zoptymalizować wydajność.
Aby uzyskać dostęp do tej funkcji, naciśnij przycisk na stronie Edytora i wybierz element 9>> Funkcje maszynyWyświetlone okno udostępnia wiele opcji umożliwiających precyzyjne dostrojenie operacji:
- D. Składany pneumatyczny. Funkcja aktywuje pneumatyczne podnoszenie matrycy w celu zapewnienia precyzji podczas gięcia w systemie holenderskim.
- Funkcja wycofania osi Z zapewnia precyzję poprzez regulację osi Z1 i Z2 zgodnie z „Wartością odchylenia Z”.
- Śledź. Funkcja rozprzęgania wykonuje cykl wydania dla ruchu zwolennika.
- Funkcja zwalniania zapewnia powolne opadanie siłownika, zwiększając kontrolę w trakcie cykli.
- Funkcja zmiany skokowej BDC ułatwia zmiany gięcia w dolnym punkcie martwym, zapewniając dokładność.
- Funkcja maskowania tylnej strony, stosowany z systemami bezpieczeństwa MCS, dezaktywuje tylną belkę.
- Tryb tacy (tryb pudełka) i funkcje wysokości pudełka zapewnić bezpieczne gięcie konstrukcji skrzynkowych, stosując systemy „bezpieczne dla lasera”.
- Zatrzymaj przy funkcji wyciszenia umożliwia zatrzymanie się przy zmianie prędkości w ramach systemu „laser safe”.
- Funkcje ręka-stopa i ręka-ręka oferują ręczną kontrolę zatrzymania w punktach wyciszenia.
- Dwie funkcje stacji i druga funkcja stacji zapewniają sterowanie za pomocą dwóch pedałów dzięki systemowi „laser safe”.
Strona „Funkcje maszyny” jest niezbędna do precyzyjnego sterowania w systemie zarządzania gięciem ESA S630, zapewniając wydajne i bezpieczne operacje gięcia dostosowane do konkretnych potrzeb. Pomaga to osiągnąć optymalne zarządzanie gięciem i zwiększa ogólną wydajność maszyny.
Skuteczne techniki oszczędzania programów
Efektywne zarządzanie programami w systemie ESA S630 Bend Management ma kluczowe znaczenie dla wydajności operacyjnej. W wersji 10.1 formaty programów roboczych zostały rozszerzone o 20 funkcji. Chociaż wersja 10.x obsługuje starsze formaty, brakuje jej wstecznej kompatybilności, co wymusza zapisywanie programów dla poprzednich wersji.
Przegląd zapisywania wersji
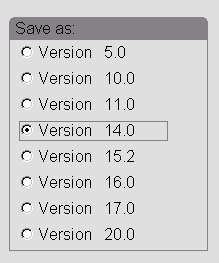
Strona zapisywania wersji ułatwia zarządzanie programami poprzez wyświetlanie bieżących programów, ich indeksów wersji, pól wyboru do wybierania wersji do zapisania oraz klawiszy funkcyjnych, takich jak [Zapisz jako…] I [Zapisz WSZYSTKO jako…].

Zapisywanie programu numerycznego
Aby zapisać program w poprzedniej wersji:
- Uzyskaj dostęp do listy programów.
- Używać [Zapisz wersję] aby otworzyć stronę zapisywania.
- Wybierz żądany format (np. wersję 14.0) za pomocą funkcji dotykowej.
- Używać [Zapisz jako…] aby nadać nazwę i zapisać program.
Zapisywanie wszystkich programów
Aby zapisać wszystkie programy:
- Wejdź na listę programów.
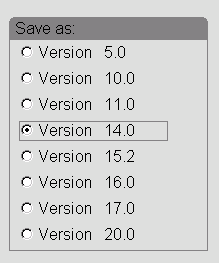
- Uzyskaj dostęp do strony zapisywania za pomocą [Zapisz wersję].
- Wybierz format (np. wersję 14.0) za pomocą ekranu dotykowego.
- Włóż sformatowaną pamięć USB.
- Używać [Zapisz wszystko jako…] aby zapisać wszystkie programy zewnętrznie.
Techniki te zwiększają niezawodność i wydajność oprogramowania ESA S630 Bend Management, zapewniając łatwy dostęp do programu i jego kompatybilność.
Zoptymalizuj strategie narzędziowe
Efektywne zarządzanie gięciem ESA S630 opiera się na opanowaniu strony „Narzędzia”, która umożliwia zarządzanie stanowiskami roboczymi i automatyczne obliczanie osi Z. Dostęp do tej strony można uzyskać z poziomu Edytora, wybierając element. 11 >> NarzędziaTen interfejs prezentuje widok maszyny z przodu, z „zębami” reprezentującymi narzędzia i oknami sterującymi po prawej stronie.
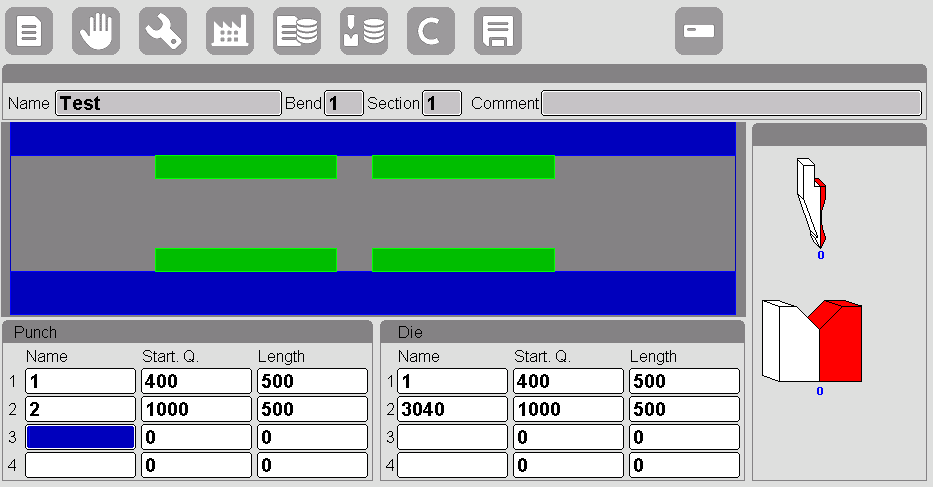
Na dole znajdują się dwa kluczowe okna, w których szczegółowo opisano maksymalnie cztery stanowiska robocze, w tym:
- Numer stanowiska roboczego:Określ, która stacja robocza jest aktywna (1 do 4).
- Identyfikacja narzędzi:Dopasuj nazwy matryc i stempli do wymienionych narzędzi.
- Pomiary: Wprowadź początkowe pomiary, obliczone od punktu 0, jeśli ustawiono opcję „Odległość 0-wewnętrzne ramię”.
- Długości narzędzi:Wprowadź długości dla każdego stanowiska roboczego.
Korzystając z tych funkcji, udoskonalisz zarządzanie gięciami w systemie ESA S630, co pozwoli na precyzyjny dobór narzędzi i ich konserwację, a co za tym idzie optymalną wydajność obróbki metali.
Inne strony menu
W systemie ESA S630 Bend Management sprawne poruszanie się po stronach menu jest kluczowe dla usprawnienia operacji. Oto jak zarządzać kluczowymi funkcjami:
Wyłączanie NC
Aby bezpiecznie wyłączyć CNC:
- Aby uzyskać dostęp do menu, naciśnij przycisk dwa razy.
- Wybierz element 5>> Wyłącz .
Wyświetlanie wersji oprogramowania
Aby uzyskać szczegółowe informacje o oprogramowaniu, w tym o wersji oprogramowania i innych:
- Naciśnij przycisk dwa razy, aby otworzyć menu.
- Wybierz element 6>> Wersja .
Wyświetlanie logo
Aby sprawdzić lub zmienić logo:
- Aby uzyskać dostęp do menu, naciśnij przycisk dwa razy.
- Wybierz element 7>> Logo .
Znajomość tych funkcji w systemie zarządzania zakrętami ESA S630 gwarantuje wydajną i spersonalizowaną kontrolę.
Zdalny wybór programu
Aby skorzystać z tego trybu, konieczne jest przygotowanie niezbędnych zasobów i prawidłowa konfiguracja CNC. W tym celu należy zapoznać się z instrukcją parametrów maszyny dostarczoną przez producenta maszyny.
Często zadawane pytania (FAQ)
Jakie są pierwsze kroki w celu skonfigurowania ESA S630 Bend Management na nowym komputerze?
Zacznij od zapoznania się z instrukcją obsługi maszyny, aby uzyskać instrukcje dotyczące wstępnej konfiguracji. Następnie skonfiguruj parametry CNC, aby zapewnić zgodność z systemem ESA S630 Bend Management i zweryfikuj wszystkie połączenia, aby ułatwić bezproblemową integrację programu.
Czy oprogramowanie ESA S630 Bend Management obsługuje niestandardowe programy gięcia?
Tak, system ESA S630 Bend Management został zaprojektowany do obsługi niestandardowych programów gięcia. Skonfiguruj swoją maszynę CNC tak, aby akceptowała i precyzyjnie wykonywała te programy, co zapewnia elastyczność i zwiększa możliwości produkcyjne.
Jak mogę efektywnie wykorzystać zdalny wybór programów za pomocą ESA S630 Bend Management?
Aby efektywnie korzystać ze zdalnego wyboru programów, należy upewnić się, że wszystkie niezbędne zasoby są przygotowane, a system CNC jest skonfigurowany zgodnie z instrukcją parametrów maszyny dostarczoną przez producenta. Taka konfiguracja minimalizuje przestoje i zwiększa wydajność operacyjną.
Wniosek
W optymalizacji zarządzania gięciem ESA S630, kilka kluczowych strategii może znacząco zwiększyć wydajność operacyjną i skrócić przestoje. Koncentrując się na dokładnej konfiguracji, wykorzystując zdalny wybór programów i zapewniając ciągłą konserwację, Twój system prasy krawędziowej może osiągnąć optymalną wydajność. Strategie te działają wspólnie, aby usprawnić operacje gięcia, zwiększyć precyzję i ogólną wydajność.
Aby uzyskać kompleksowe wsparcie i zmaksymalizować potencjał systemu zarządzania zagięciami ESA S630, skontaktuj się z naszym zespołem ekspertów. Jesteśmy do Twojej dyspozycji, aby zapewnić szczegółowe informacje, dostosowane rozwiązania i dodatkową dokumentację, która poprowadzi Cię przez każdy etap. Skontaktuj się z nami w celu konsultacji, uzyskania dodatkowych zasobów lub zapoznania się z inną powiązaną dokumentacją dostępną na naszej stronie internetowej. Współpracując z nami, możesz mieć pewność, że Twoje maszyny będą pracować z maksymalną wydajnością, zapewniając niezmiennie wyjątkowe rezultaty.



