








Na fabricação moderna de chapas metálicas, as máquinas de ranhura em V horizontais desempenham um papel fundamental na preparação de materiais para dobra de precisão. Ao contrário dos sistemas verticais, as máquinas horizontais mantêm a chapa em uma posição horizontal estável, o que proporciona melhor alinhamento para painéis longos e processamento em lote.
No núcleo deste equipamento reside Programação de máquina de ranhurar em V horizontal, Um processo estruturado que determina a profundidade do sulco, o espaçamento, a sequência de corte e os ciclos de produção. Compreender como essa programação funciona é essencial para obter ângulos de dobra consistentes, evitar colisões de ferramentas e garantir a estabilidade da usinagem a longo prazo.
Este guia foca-se principalmente em demonstrações de programação e explicações lógicas, abordando também brevemente aplicações, vantagens do sistema e considerações de manutenção.
Aplicações de máquinas de ranhurar em V horizontais
As máquinas de ranhurar em V horizontais são amplamente utilizadas em indústrias que exigem linhas de dobra precisas e bordas limpas. Os campos de aplicação comuns incluem:
- Fabricação de painéis de elevador
- Processamento de chapa decorativa em aço inoxidável
- Painéis de fachada arquitetônica
- Fabricação de gabinetes e invólucros
- Produção de móveis de metal
- Preparação de painéis compostos de alumínio
Nessas indústrias, a consistência na profundidade e no espaçamento dos sulcos é crucial, o que torna a programação precisa de máquinas de ranhura em V horizontais um fator-chave de produção.
Vantagens dos sistemas horizontais
Em comparação com os sistemas de ranhuramento vertical, as máquinas horizontais oferecem diversas vantagens operacionais:
- Suporte estável da chapa durante a usinagem de painéis longos
- Deformação reduzida do material durante o corte.
- Melhor repetibilidade para produção em lotes
- Integração facilitada com sistemas automatizados de movimentação de materiais.
Devido a essas características estruturais, a programação de máquinas de ranhura em V horizontais deve ser executada com lógica de parâmetros precisa para aproveitar ao máximo essas vantagens mecânicas.
Seção principal: Demonstração de programação de máquina de ranhurar em V horizontal
A parte mais importante da operação da máquina reside na configuração correta dos parâmetros e na estrutura de programação. A entrada de dados incorreta pode resultar em geometria de ranhura incorreta, desempenho de dobra inconsistente ou até mesmo interferência mecânica.
Etapa 1: Inicialização da máquina
Antes de iniciar a programação da máquina de ranhurar em V horizontal, a máquina deve retornar ao seu estado de referência.
Após ligar:
- Pressione o TODOS OS CASAIS botão
- Certifique-se de que todos os eixos retornem à posição zero.
- Confirme se os valores das coordenadas foram redefinidos.
O retorno à posição inicial garante que os cálculos de posicionamento subsequentes sejam baseados em coordenadas de referência precisas, o que afeta diretamente a precisão da colocação do sulco.
Etapa 2: Compreendendo os parâmetros de programação
A interface de programação de um sistema horizontal normalmente requer as seguintes entradas:
- Comprimento da prancha
- Espessura da placa
- Espaçamento entre ranhuras (Distância)
- Profundidade do sulco (Profundidade)
- Cortes circulares (Circular)
Cada parâmetro desempenha um papel específico na precisão da usinagem e no resultado da dobra.
Lógica de entrada de comprimento da placa
Os operadores devem inserir o comprimento real da placa e, normalmente, adicionar mais 400 a 500 mm.
Por exemplo, se o comprimento da chapa for de 3000 mm, a entrada do sistema deverá ser de aproximadamente 3400 mm.
Essa distância de deslocamento extra garante o movimento seguro da ferramenta de corte e evita colisões durante o posicionamento. Na programação de máquinas de ranhura em V horizontais, uma folga de deslocamento insuficiente pode causar limitações mecânicas ou erros de posicionamento.
Entrada de espessura da placa
O sistema requer o espessura real medida, não a especificação nominal.
Como o cálculo da profundidade do sulco está diretamente relacionado à espessura do material, a entrada de dados de espessura imprecisos pode levar a:
- Corte excessivo
- Sulco inferior
- Ângulos de curvatura inconsistentes
Para uma programação precisa de máquinas de ranhurar em V horizontais, a medição exata da espessura é fundamental.
Espaçamento entre ranhuras (distância)
O espaçamento entre as ranhuras determina a posição de cada ranhura em relação à borda da chapa. Um espaçamento incorreto afeta as dimensões finais da peça e a geometria de dobra.
O espaçamento deve ser calculado com base no projeto do produto final e na tolerância de curvatura.
Profundidade do sulco (Profundidade)
A profundidade do sulco influencia diretamente o desempenho de flexão.
- Um sulco raso preserva a resistência estrutural, mas requer maior força de flexão.
- Um sulco mais profundo reduz a força de flexão, mas pode comprometer a integridade do material.
Durante a programação de máquinas de ranhura em V horizontais, a profundidade da ranhura deve ser aumentada gradualmente por meio de múltiplas passagens de corte, em vez de atingir a profundidade total em uma única passagem.

Cortes de passes (circular)
O corte em camadas melhora a estabilidade da usinagem. Em vez de remover material em um único corte profundo, múltiplas passagens distribuem a carga da ferramenta uniformemente, reduzindo a vibração e melhorando o acabamento superficial.
Essa abordagem aumenta a consistência e prolonga a vida útil da ferramenta.

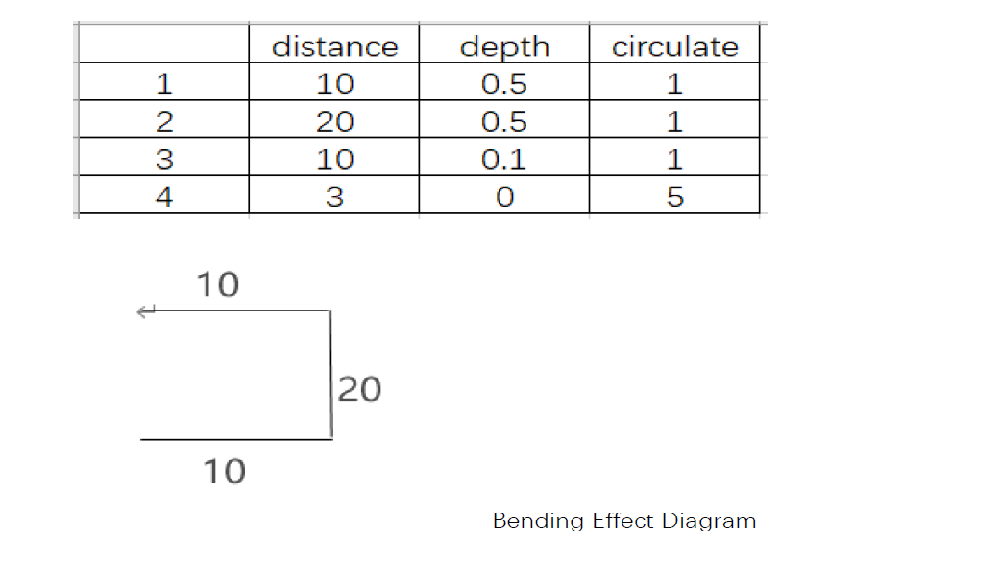
Lógica de Programação para Produção em Lote
Para processamento em lote, a programação da máquina de ranhurar em V horizontal inclui uma estrutura lógica adicional.
Deve ser inserida uma linha de programação adicional:
- O espaçamento entre as ranhuras é igual ao número total de passagens programadas.
- Profundidade do sulco definida como 0
- Contagem de ciclos inserida na coluna de circulação
Essa configuração permite que o sistema repita o padrão de ranhuras automaticamente, sem modificar os parâmetros de profundidade.
Essa lógica é essencial em ambientes de produção onde a repetibilidade e a eficiência são cruciais.
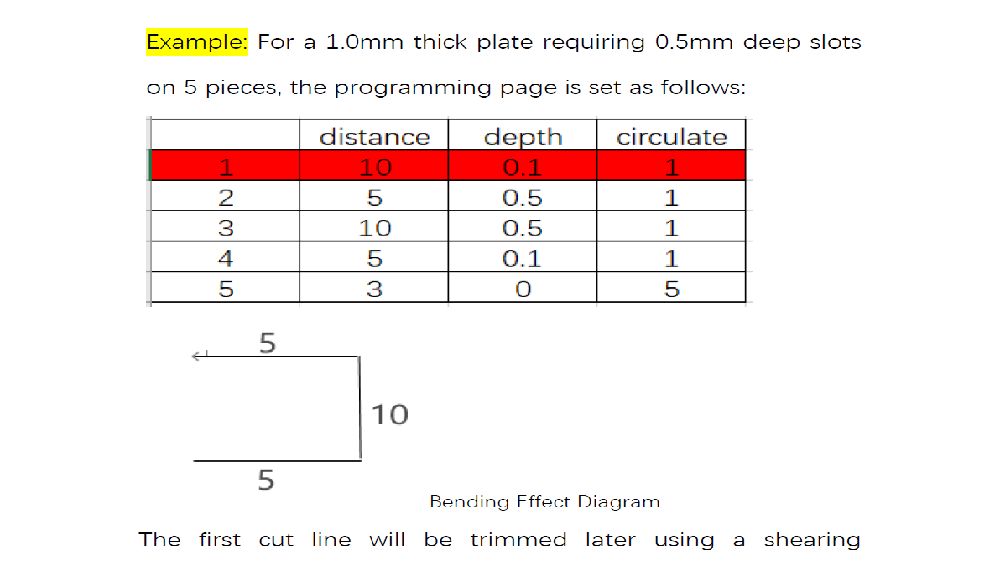
Exemplo de programação: Folha de 1,0 mm
Condições do caso:
- Espessura do material: 1,0 mm
- Profundidade de ranhura necessária: 0,5 mm
- Quantidade produzida: 5 peças
A tabela de programação deve incluir passes de corte progressivos até que a profundidade total atinja 0,5 mm, seguidos por uma linha de ciclo para repetição.
Regra de Distância de Segurança
O primeiro corte deve exceder o valor mínimo de folga de 8 mm.
Essa folga evita a colisão entre a lâmina de corte e o calcador. A primeira linha de ranhura geralmente é removida posteriormente com uma guilhotina.
Ignorar esta regra de segurança durante a programação de máquinas de ranhurar em V horizontais pode resultar em danos mecânicos.
Procedimento operacional após a programação
Após a conclusão e verificação da programação da máquina de ranhurar em V horizontal:
- Converter o programa para o modo de usinagem
- Ligue a bomba de óleo
- Carregue o material
- Prenda a folha usando a presilha lateral.
- Ativar posicionamento
- Confirme o acionamento do calcador.
- Iniciar usinagem
Sempre realize um corte de teste antes da produção em larga escala para verificar a precisão da profundidade do sulco.
Erros comuns de programação
Mesmo operadores experientes podem encontrar problemas se a lógica dos parâmetros for ignorada. Erros típicos incluem:
- Esqueci de adicionar o comprimento extra da prancha.
- Inserir a espessura nominal em vez da espessura medida.
- Faça o primeiro corte abaixo da folga de segurança.
- Linha de programação de ciclo de salto
- Tentativa de corte em profundidade total em uma única passada
Evitar esses erros garante uma programação estável da máquina de ranhurar em V horizontal e reduz o tempo de inatividade da produção.
Considerações básicas de manutenção
Embora a precisão da programação seja crucial, a estabilidade da usinagem a longo prazo também depende da manutenção de rotina:
- Inspecione regularmente as ferramentas de corte para verificar se há desgaste.
- Mantenha a lubrificação adequada dos trilhos-guia.
- Verifique o nível do óleo hidráulico e a estabilidade da pressão.
- Verifique a folga do calcador
- Faça backup dos parâmetros de programação periodicamente.
Equipamentos bem conservados garantem resultados consistentes na programação de máquinas de ranhura em V horizontais ao longo de extensos ciclos de produção.
Conclusão
Programação de máquina de ranhurar em V horizontal É um processo técnico estruturado que define a geometria do sulco, a estabilidade da usinagem e o desempenho da dobra subsequente. Ao compreender a lógica dos parâmetros, aplicar os princípios de corte em camadas e respeitar as normas de segurança, os operadores podem obter resultados consistentes e uma operação segura.
Quando combinada com a manutenção adequada da máquina e condições de produção controladas, a programação precisa da máquina de ranhurar em V horizontal torna-se a base para a fabricação de chapas metálicas de alta qualidade.



