








Quais são os defeitos mais comuns das peças dobradas?

Como profissional experiente em fabricação de metais, frequentemente me deparo com problemas relacionados a peças dobradas. Entender quais são os defeitos comuns em peças dobradas é essencial para garantir uma produção de alta qualidade e minimizar o desperdício. Neste artigo, discutirei os defeitos típicos que enfrentamos, como empenamentos, rachaduras e ângulos incorretos, e explorarei suas causas. Ao identificar esses problemas precocemente, podemos implementar soluções eficazes e aprimorar nossos processos. técnicas de flexão. Junte-se a mim enquanto nos aprofundamos nos defeitos comuns que podem afetar a integridade de peças dobradas e como lidar com eles de forma eficaz.
Defeitos comuns e medidas de processo para peças dobradas
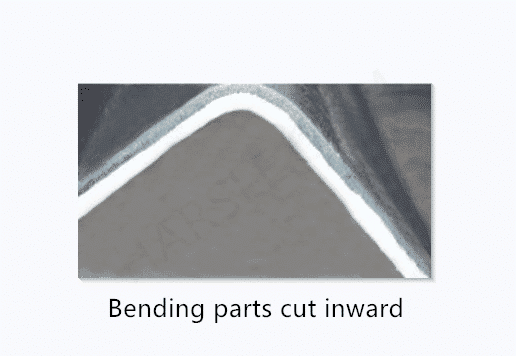
⒈Fratura por flexão: Após o cisalhamento ou corte, o material frequentemente apresenta rebarbas ou pequenas rachaduras nas bordas. Ao dobrar, tende a formar concentração de tensão e se rompe. A figura a seguir mostra que a peça de trabalho é fraturada quando a peça de trabalho é fraturada, e a posição da rachadura ocorre durante o cisalhamento da peça de trabalho. Correia e correia de laminação.
As medidas técnicas tomadas para isso são:
①A peça de trabalho após cisalhamento ou puncionamento tem a garantia de ser cortada na direção da dobra, ou seja, sob pressão, conforme mostrado na figura, o efeito de conformação é melhor.

②A peça de trabalho é rebarbada antes da dobra, e a dobra pode ser retificada com uma retificadora manual.
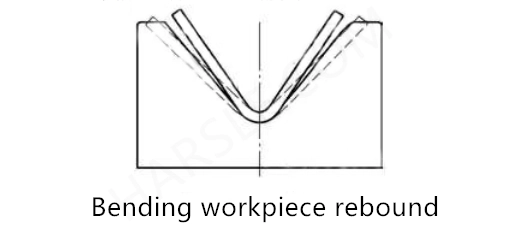
⒉ Rebote:Durante o processo de dobramento do material metálico, ocorrem simultaneamente deformações plástica e elástica. Ao final da dobra, ocorre um rebote devido à recuperação da deformação elástica, como mostrado. O fenômeno do rebote afeta diretamente a precisão dimensional da peça e deve ser controlado.
As medidas técnicas tomadas para isso são:
①Método de compensação de ângulo. Se a peça de trabalho for dobrada em um ângulo de 90°, o ângulo de abertura inferior da dobradeira pode ser selecionado como 78°.
②A duração da pressurização aumenta o método de correção. Ao final da dobra, a correção da pressão é realizada para estender o tempo de contato entre o molde superior e a ranhura inferior da dobradeira, de modo a aumentar o grau de deformação plástica no canto arredondado da ranhura inferior, de modo que a tendência de rebote da fibra na zona de tração e compressão se oponha mutuamente, reduzindo assim o rebote.
⒊ Protuberância:Para a dobra de chapas de espessura média (espessura t≥6 mm), a situação é especial. A estrutura da fibra se alonga durante o processo de dobra nas proximidades da linha de dobra, fazendo com que a porção convexa forme uma convexidade no canto arredondado. Observando a peça na oficina, o tamanho das saliências arredondadas aumenta à medida que a espessura da chapa aumenta. Para algumas peças com requisitos de alta qualidade, as saliências arredondadas afetarão a precisão dimensional da soldagem ou montagem e precisarão ser removidas por meio de medidas tecnológicas.
As medidas técnicas tomadas para isso são:
① Se o equipamento de corte a quente for usado para cortar, o artesão fará o arco côncavo interno centralizado na linha de dobra, com a linha de dobra como centro, e removerá o excesso de folha, conforme mostrado na figura, onde R é o raio do arco.
2 Para peças que não foram submetidas ao corte de chapa metálica, o peças dobradas é retificada manualmente até a precisão dimensional necessária após a conclusão da dobra. Se a precisão da montagem for alta, a peça precisa ser fresada.

⒋Deslize:
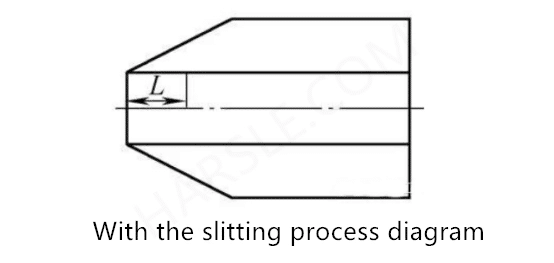
① Caso 1: A linha de dobra e a linha de borda da peça de trabalho não são paralelas quando a peça de trabalho deve ser dobrada, ou seja, uma extremidade possui um ponto de apoio na ranhura inferior da dobradeira e a outra extremidade não possui ponto de apoio. A peça de trabalho é mostrada na figura, onde L é o comprimento do corte.
②Caso 2: A linha de dobra da dobra a ser dobrada é paralela à linha de borda das peças dobradas, mas não há fulcros na ranhura inferior do dobrador em ambas as extremidades.
As medidas técnicas tomadas para isso são:
① Aumente o processamento do kerf.
Para o caso 1: o artesão adiciona uma fenda à linha de corte ao longo da direção da linha de dobra da peça de trabalho, cujo comprimento é a peça de trabalho: a linha de dobra é deslocada para fora e a largura do deslocamento é metade da largura da ranhura inferior da máquina de dobra.
②Aumentar o processamento de margem.
Caso 2: O artesão aumenta o tamanho do mapa de corte para que a borda tenha um ponto de apoio na ranhura inferior da máquina de dobra para atender à dobra. Após a conclusão do processo de dobra, a margem de corte é processada de acordo com o desenho do produto e a boca de corte é aparada para atender aos requisitos de qualidade do produto.
⒌ Recuo ou arranhão:Quando a peça é dobrada, ela é pressionada pela matriz superior e pela ranhura inferior da dobradeira, com diferentes graus de indentação ou deslizamento. Geralmente, a rugosidade superficial das peças de aço carbono não é alta e pequenas falhas não as afetam.
①Para o material de aço carbono, aumente a largura da ranhura inferior para aumentar o raio do filete de formação e reduzir a extrusão da ranhura inferior na peça de trabalho.
②Para materiais especiais de aço inoxidável, prepare-se para a dobra antes da dobra e coloque o papel na ranhura inferior da dobradeira. Se ambos os lados da peça precisarem de proteção, ela também pode ser separada na direção da linha de dobra. Se houver melhores condições de produção, a almofada anti-indentação pode ser usada.











