








Quels sont les défauts courants des pièces pliées ?

En tant que professionnel expérimenté de la fabrication métallique, je rencontre fréquemment des problèmes liés aux pièces pliées. Comprendre les défauts courants des pièces pliées est essentiel pour garantir une production de haute qualité et minimiser les déchets. Dans cet article, j'aborderai les défauts courants rencontrés, tels que le gauchissement, les fissures et les angles incorrects, et j'en explorerai les causes. En identifiant ces problèmes dès le début du processus, nous pouvons mettre en œuvre des solutions efficaces et améliorer notre production. techniques de pliageRejoignez-moi alors que nous plongeons dans les défauts courants qui peuvent affecter l'intégrité des pièces pliées et comment les résoudre efficacement.
Défauts courants et mesures de processus pour les pièces pliées
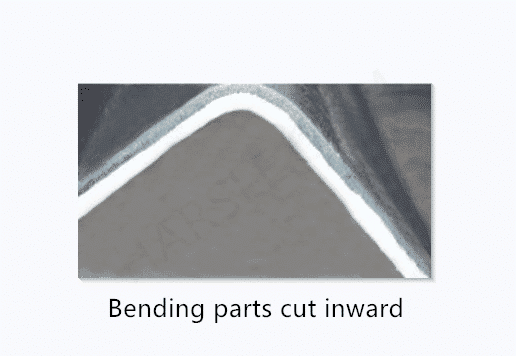
⒈Fracture par flexion : Après cisaillement ou découpage, le matériau présente souvent des bavures ou de fines fissures sur les bords. Lors du pliage, il a tendance à former une concentration de contraintes et à se briser. La figure suivante montre que la pièce se fracture lors du cisaillement, et que la fissuration se produit lors du cisaillement. Courroie et courroie de roulement.
Les mesures techniques prises à cet effet sont les suivantes :
1. La pièce après cisaillement ou poinçonnage est garantie d'être coupée dans le sens de la flexion, c'est-à-dire sous pression, comme indiqué sur la figure, l'effet de formage est meilleur.

②La pièce est ébavurée avant le pliage et le pliage peut être meulé avec une meuleuse manuelle.
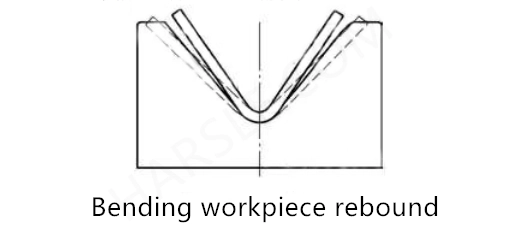
⒉ Rebond:Lors du pliage d'un matériau métallique, une déformation plastique et une déformation élastique sont simultanées. À la fin du pliage, un rebond se produit suite à la récupération de la déformation élastique, comme illustré. Ce phénomène affecte directement la précision dimensionnelle de la pièce et doit être maîtrisé.
Les mesures techniques prises à cet effet sont les suivantes :
1. Méthode de compensation d'angle. Si la pièce est pliée à un angle de 90°, l'angle d'ouverture inférieur de la cintreuse peut être réglé à 78°.
2. La durée de pressurisation augmente la méthode de correction. À la fin du pliage, la correction de pression est effectuée pour prolonger le temps de contact entre le moule supérieur et la rainure inférieure de la cintreuse, afin d'augmenter le degré de déformation plastique au niveau de l'angle arrondi de la rainure inférieure. Ainsi, la tendance au rebond des fibres dans les zones de tension et de compression s'oppose, réduisant ainsi le rebond.
⒊ Renflement :Le pliage des tôles d'épaisseur moyenne (épaisseur t ≥ 6 mm) présente une situation particulière. La structure fibreuse s'allonge au cours du pliage à proximité de la ligne de pliage, ce qui entraîne la formation d'une convexité au niveau de l'angle arrondi. En observant la pièce en atelier, on constate que la taille des protubérances arrondies augmente avec l'épaisseur de la tôle. Pour certaines pièces exigeant une qualité élevée, ces protubérances affectent la précision dimensionnelle du soudage ou de l'assemblage et doivent être éliminées par des mesures techniques.
Les mesures techniques prises à cet effet sont les suivantes :
1 Si l'équipement de découpe à chaud est utilisé pour la découpe, l'artisan réalisera l'arc concave vers l'intérieur en centrant sur la ligne de pliage avec la ligne de pliage comme centre, et retirera l'excédent de feuille, comme indiqué sur la figure, où R est l'arc. rayon.
② Pour les pièces qui n'ont pas été soumises à une découpe de tôle, le pièces pliées La pièce est rectifiée manuellement à la précision dimensionnelle requise une fois le pliage terminé. Si la précision d'assemblage est élevée, la pièce doit être fraisée.

⒋Diapositive:
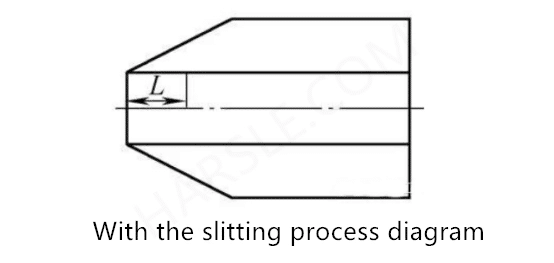
1 Cas 1 : La ligne de pliage et le bord de la pièce ne sont pas parallèles lors du pliage. Une extrémité est alors fixée à la rainure inférieure de la cintreuse, tandis que l'autre extrémité est dépourvue de point d'appui. La pièce est représentée sur la figure, où L représente la longueur de la saignée.
2Cas 2 : La ligne de pliage du pli à plier est parallèle à la ligne de bord des pièces pliées, mais il n'y a pas de points d'appui sur la rainure inférieure de la cintreuse aux deux extrémités.
Les mesures techniques prises à cet effet sont les suivantes :
1 Augmenter le traitement de la saignée.
Pour le cas 1 : l'artisan ajoute une fente à la ligne de découpage dans le sens de la ligne de pliage de la pièce, dont la longueur est la pièce : la ligne de pliage est décalée vers l'extérieur, et la largeur du décalage est la moitié de la largeur de la rainure inférieure de la cintreuse.
②Augmenter le traitement des marges.
Cas 2 : L'artisan agrandit la carte de découpe afin que le bord ait un point d'appui sur la rainure inférieure de la cintreuse pour satisfaire aux exigences de pliage. Une fois le pliage terminé, la surépaisseur de coupe est traitée conformément au plan du produit et l'ouverture de coupe est rognée pour répondre aux exigences de qualité du produit.
⒌ Indentation ou rayure :Lors du pliage, la pièce est pressée par la matrice supérieure et la rainure inférieure de la cintreuse, ce qui entraîne différents degrés d'indentation ou de glissement. En général, la rugosité de surface des pièces en acier au carbone est faible et les légers défauts ne les affectent pas.
1. Pour le matériau en acier au carbone, augmentez la largeur de la rainure inférieure pour augmenter le rayon du congé de formage et réduire l'extrusion de la rainure inférieure vers la pièce.
②Pour les aciers inoxydables spéciaux, préparer le pliage avant le pliage et placer le papier sur la rainure inférieure de la cintreuse. Si les deux côtés de la pièce doivent être protégés, la pièce peut également être séparée dans le sens de la ligne de pliage. Si les conditions de production sont meilleures, un tampon anti-indentation peut être utilisé.











