








Четырехвалковая прокатная машина
Четырехвалковая прокатная машина
Четырехвалковый листогибочный станок, также известный как четырёхвалковый листогибочный станок или четырёхвалковый листогибочный станок, — это тип станка, используемого для гибки или прокатки металлических листов в цилиндрическую или коническую форму. Принцип его работы основан на деформировании материала и механическом воздействии. Станок состоит из четырёх валков: два нижних валка большего размера используются для прижима листа, а два верхних валка меньшего размера — для прижима и гибки листа. Такая конструкция обладает рядом преимуществ по сравнению с традиционными трёхвалковыми станками, такими как повышенная точность и снижение риска деформации.
Структура
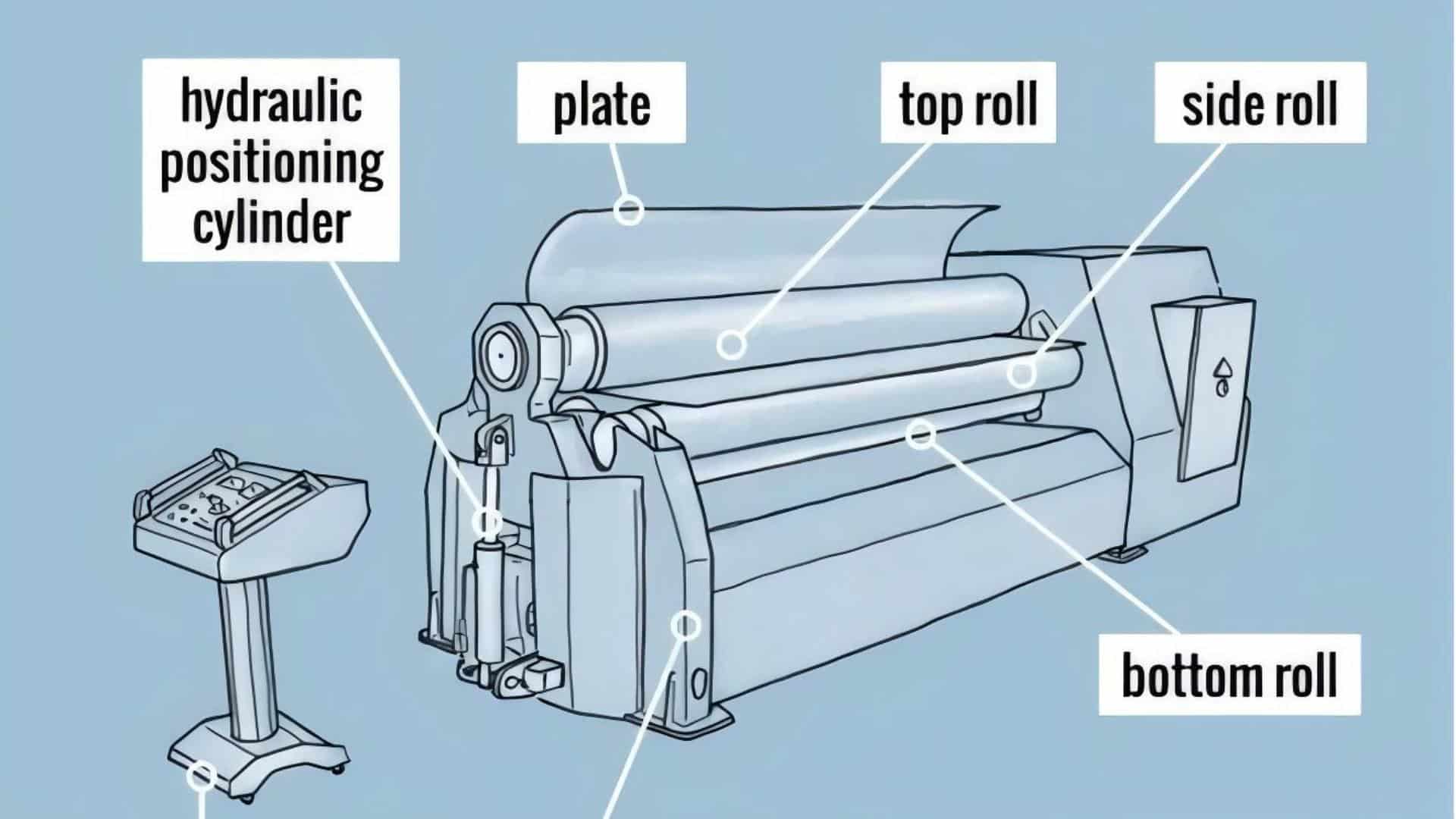
На рисунке 1 показана конструкция четырехроликовой машины. прокатная машина.

Четырехвалковая прокатная машина в основном состоит из следующих частей: гидравлический позиционный цилиндр, панель управления, верхний валок, боковой валок, нижний валок, рама машины.

Четырехвалковый прокатный станок подходит для профилирования листового металла. Он может прокатывать круглые, криволинейные и конические заготовки в определённом диапазоне размеров, а также имеет функцию предварительной прокатки концов листа. Оставшиеся прямые кромки имеют небольшой размер, что обеспечивает высокую производительность. Лист металла можно грубо выровнять на станке.
Принцип работы

Положение верхнего ролика фиксировано, а нижний ролик линейно перемещается вверх, зажимая стальной лист. Ролики по обе стороны от линии или дуги перемещаются к ролику для регулировки радиуса кривизны валка. Четырех- и трехроликовые прокатные машины имеют разные движения роликов, но принцип работы одинаков: для прокатки различных радиусов используется трехточечный круговой принцип. Однако прямолинейность предварительной прокатки четырехроликовой прокатной машины и круглость калибровочной окружности лучше, чем у трехроликовой прокатной машины.
1. Подготовка: Оператор станка подготавливает металлический лист, обеспечивая его чистоту, правильное выравнивание и правильное расположение между нижним и верхним валками. Толщина, ширина и радиус гибки листа устанавливаются в соответствии с желаемой конечной формой.

2. Начальное позиционирование: нижние ролики машины регулируются для поддержки веса формы и обеспечения начального выравнивания. Верхние ролики устанавливаются в крайнее верхнее положение для облегчения установки формы.
3. Вставка: металлическая пластина вставляется между нижним и верхним валками через входной зазор машины. Оператор следит за тем, чтобы пластина была отцентрирована и совмещена с валками.

4. Регулировка: Оператор регулирует положение нижнего и верхнего валков в соответствии с желаемым радиусом гибки и кривизной. Эта регулировка критически важна для достижения нужного радиуса гибки без чрезмерной деформации листа.
5. Гибка: Гидравлические или механические системы машины приводят в движение нижние валки, которые, в свою очередь, продвигают лист вперёд. Одновременно верхние валки оказывают давление на лист, заставляя его изгибаться вокруг нижних валков. Лист подвергается пластической деформации, превращаясь из плоского листа в желаемую изогнутую форму.

6. Последовательная гибка: по мере продвижения листа через валки оператор регулирует положение верхних и нижних валков для достижения желаемой кривизны и формы. Процесс гибки часто выполняется в несколько проходов для обеспечения точности и минимизации нагрузки на лист.
7. Выход и извлечение: После того, как лист прошёл все валки и приобрёл нужную форму, он выходит из машины. Оператор аккуратно извлекает изогнутый лист, и процесс завершается.

Рабочие процедуры:
Настройка машины: убедитесь, что машина правильно собрана и откалибрована. Проверьте гидравлические и механические системы, предохранительные устройства и выравнивание валков.
1. Подготовка пластины: Очистите металлическую пластину и убедитесь, что она имеет правильный размер и положение для изгиба.
2. Регулировка валков: Отрегулируйте положение нижних и верхних валков в зависимости от желаемого радиуса изгиба и кривизны. Для получения подробной информации о регулировке обратитесь к руководству пользователя или к инструкции по эксплуатации машины.

3. Вставка пластины: вставьте пластину во входной зазор машины, убедившись, что она отцентрирована и выровнена.
4. Процесс гибки: Включите гидравлическую или механическую систему, чтобы начать процесс гибки. Следите за ходом процесса и при необходимости корректируйте положение валков.
5. Прогрессивная гибка: при необходимости выполните несколько проходов, регулируя положение валков между проходами, чтобы постепенно достичь желаемой формы.
6. Вывод и извлечение: После того, как пластина будет согнута до нужной формы, выньте её из машины. Осторожно извлеките изогнутую пластину и проверьте её качество.
7. Техническое обслуживание станка: После завершения процесса гибки выполните плановое техническое обслуживание станка, включая очистку, смазку движущихся частей, а также устранение любых износов или повреждений.
Преимущества
Четырехвалковая листопрокатная машина — самая простая в использовании благодаря раме, разработанной для удовлетворения любых потребностей. Преимущества:
1. Значительно сокращается предварительная прокатка, поскольку материал зажимается между двумя центральными валками.
2. Обработку можно выполнить за один проход, следуя приведенным ниже инструкциям:
●Возведение в квадрат
●Предварительная прокатка
●прокатка
●Закрытие предварительной прокатки
3. Лист подается в машину горизонтально благодаря поддержке нижнего валка (B) боковым валком (D).
4. Пластина имеет квадратную форму благодаря положению, которое занимает боковой валик (С).
5. Пространство до края машины сводится только к одной стороне, благодаря возможности квадратуры и прокатки за один шаг.
Мы рекомендуем 4-валковый листопрокатный станок
Для высокого и массового производства
Для возможности управления NC
Для возможности изготовления конической прокатки


