








6 نصائح لاختيار آلة الثني المناسبة

عندما يتعلق الأمر بالاستثمار في آلة الانحناءأُدرك أهمية اختيار المنتج المناسب لاحتياجاتي. في هذه المقالة، "ست نصائح لاختيار المنتج المناسب" آلة الانحناءسأشارككم رؤيتي حول العوامل التي يجب مراعاتها، بدءًا من مواصفات الآلة ووصولًا إلى وظائفها. سواءً كنت أعمل بمواد مختلفة أو بسُمك متفاوت، ستساعدني هذه النصائح على اتخاذ قرار مدروس، مما يُحسّن في نهاية المطاف كفاءة وجودة إنتاجي. انضموا إليّ وأنا أتعمق في الاعتبارات الأساسية لاختيار آلة الثني المثالية لمشاريعي.
مقدمة
آلة الانحناء آلة ثني الصفائح المعدنية شائعة الاستخدام في الإنتاج الصناعي. مع التطور التدريجي للصناعة الحديثة ونموها، ازدادت حاجة المستخدمين لآلات الثني تدريجيًا، ومع ازدياد الطلب، ظهرت تدريجيًا آلات ثني متفاوتة الجودة في الصناعة، وتحدد جودة هذه الآلات مدى سلاسة عملية الإنتاج المستقبلية أو بطءها.
كيف تختار ماكينات الثني عالية الجودة؟ من الأفضل أن تبدأ بدراسة متأنية للطراز المناسب، مع مراعاة الاستخدام النهائي للماكينة، ومتغيرات الانحراف المعروفة التي قد تحدث فيها، ونصف قطر انحناء القطعة. عند اختيار ماكينة ثني، عليك، بصفتك صانع القرار، معرفة أداء الماكينة، ونطاق المعالجة، وخصائصها، ودقتها، وغيرها. عملية الاختيار ليست بالسهلة، لأنه إذا اخترت بشكل غير صحيح، سترتفع تكاليف الإنتاج اللاحقة، ولن تغطي ماكينة الثني التكاليف المتوقعة. لهذا السبب، قدّمت شركة هاس سي إن سي ما يلي لمساعدتك في شراء ماكينة الثني الأنسب لك.

قطعة العمل – نوع المواصفات
أول شيء مهم يجب مراعاته هو الأجزاء التي تريد إنتاجها، لتقدير الحجم القياسي للأجزاء التي تريد إنتاج السلع منها بالكامل، وشكل الهيكل، وما إلى ذلك لإجراء محاسبة كاملة، فإن النقطة هي شراء آلة يمكنها إكمال مهمة المعالجة بأقصر جدول وأصغر وزن، وذلك لتحقيق الغرض العملي والاقتصادي.
يجب مراعاة نوع الصفائح المعدنية وأقصى سمك ومدة معالجة بعناية. إذا كانت مادة الإنتاج الرئيسية هي الفولاذ الطري، وسمكه في حدود 3 مم، وأقصى طول لا يتجاوز 2500 مم، فلا يلزم أن تتجاوز قوة الانحناء الحرة 80 طنًا. أما إذا كانت عملية الانحناء السفلي كبيرة، فقد يُنصح بشراء آلة ثني بسعة 150 طنًا تقريبًا.
إذا كانت الصفيحة المراد ثنيها في الإنتاج من الفولاذ الطري، وكان سمكها 6 مم، وطولها 2500 مم ضمن نطاق الثني الحر، فينبغي التفكير في شراء آلة ثني بسعة 100 طن أو أكثر. إذا كانت هناك حاجة إلى تصحيح الثني، فينبغي استخدام آلة ثني ذات وزن أكبر.
إذا تم ثني معظم قطعة العمل بمقدار ١٢٥٠ مم أو أقل، فسيؤدي ذلك إلى تقليل وزن آلات الثني إلى النصف تقريبًا، مما يُقلل تكلفة الشراء بشكل كبير. لذلك، يُعد طول منتج القطعة المُعالجة بالغ الأهمية لتحديد مواصفات الطراز.

انحراف – نظام التتويج
أثناء عملية الثني، وخاصةً عند ثني قطعة عمل طويلة، يحدث انحراف. كلما زاد طول قطعة العمل، زاد الانحراف. تحت نفس الحمل، يكون انحراف الطاولة والانزلاق في نموذج بقطر 2500 مم أكبر بأربع مرات من انحراف نموذج بقطر 1250 مم.

هذا يعني أن الآلات الأقصر تتطلب تعديلًا أقل للحشوات لإنتاج قطع عالية الجودة، كما أن تعديل الحشوات يُقلل من وقت التسليم. ومع ذلك، صُممت معظم آلات الثني الهيدروليكية ذات التحكم الرقمي (CNC) الحالية للإنتاج مع إضافة وظيفة تعويض الانحراف الهيدروليكي، مما يقلل من حاجة عمال الإنتاج لضبط الآلة مع تحسين دقة الانحناء والإنتاجية. يتم التحكم في وظيفة تعويض الانحراف الهيدروليكي بواسطة نظام التحكم الرقمي (CNC)، حيث يُمرر الزيت الهيدروليكي عبر صمام الخدمة المغناطيسي إلى أسطوانة التعويض، لرفع الطاولة لأعلى، بينما تزداد قوة تعويض الانحراف بزيادة قوة الانحناء، مما يلعب دورًا في تعويض الانحراف.

المادة - قوة الانحناء
مادة صفيحة المعالجة عاملٌ أساسي. فمقارنةً بالفولاذ الطري، يتطلب الفولاذ المقاوم للصدأ عادةً حملاً إضافياً قدره 50%، بينما تتطلب معظم المواد حملاً أقل بنحو 50% من الألومنيوم اللين. يمكن الحصول على معايير ضغط الانحناء القياسية ذات الصلة من مُصنِّع آلات الانحناء. يوضح الجدول قوة الانحناء المطلوبة لكل 1000 مم طول عند سماكات مختلفة وصفائح مختلفة.

نصف قطر الانحناء - مواصفات الحمولة
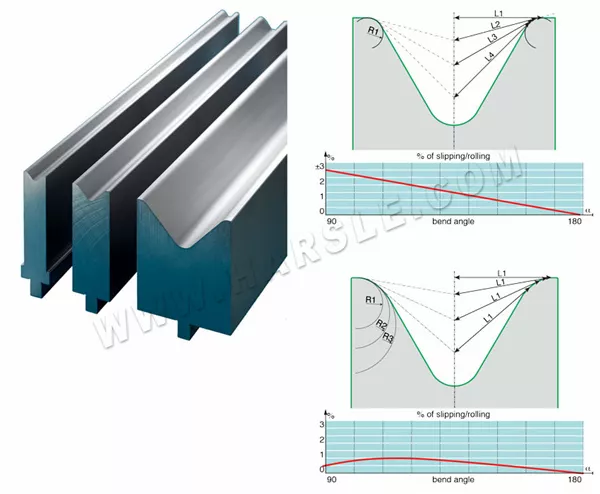
يُعدّ نصف قطر زاوية انحناء قطعة العمل عاملاً أساسياً يجب مراعاته أثناء ثني المنتج. عند استخدام الثني الحر، يكون نصف قطر الانحناء 0.156 ضعف حجم فتحة الأخدود على شكل حرف V.
في الثني الحر، يجب أن يكون فتحة الأخدود على شكل حرف V 8 أضعاف سمك الصفائح المعدنية. على سبيل المثال، إذا تم استخدام فتحة أخدود على شكل حرف V بقطر 12 مم لثني فولاذ خفيف بسمك 1.5 مم، فإن نصف قطر ثني القطعة يكون تقريبًا R = 1.9 مم. إذا كان نصف قطر الانحناء قريبًا من سمك الصفيحة أو أقل منه، فيجب إجراء عملية صب من الأسفل. ومع ذلك، فإن الضغط المطلوب للثني السفلي يكون أكبر بحوالي أربعة أضعاف من الضغط المطلوب للثني الحر. عند إجراء الثني الحر، يتم الانتباه إلى الفجوة بين القالبين العلوي والسفلي في أسفل الشوط، وإلى استخدام زنبرك تعويضي للحفاظ على ثني الصفيحة عند حوالي 90 درجة. عادةً، ينتج قالب الثني الحر زاوية ارتداد ≤ 2 درجة على آلة ثني جديدة ونصف قطر انحناء يساوي 0.156 ضعف فتحة القالب السفلي. وبالتالي، فإن زاوية القالب لعملية ثني القالب الحر لأعلى ولأسفل تكون عمومًا 86 ~ 90 درجة. في الطرف السفلي من الشوط، يجب أن تكون هناك فجوة بين القالب العلوي والسفلي أكبر قليلاً من سمك الورقة.

يتم تحسين زاوية التشكيل لأن الوزن الأكبر لانحناء الضغط السفلي (حوالي 4 أضعاف انحناء الضغط الحر) يقلل من الضغوط التي تسبب عادةً ارتدادًا داخل نصف قطر الانحناء. يكون انحناء الانطباع هو نفسه الانحناء السفلي، باستثناء أن الطرف الأمامي للقالب العلوي يتم تشكيله إلى نصف قطر الانحناء المطلوب وتكون فجوة القالب العلوي والسفلي في أسفل الشوط أقل من سمك الورقة. يتم تجنب الارتداد إلى حد كبير عن طريق تطبيق ضغط كافٍ (حوالي 10 أضعاف الانحناء الحر) لإجبار الطرف الأمامي للقالب العلوي على ملامسة الورقة. من أجل اختيار أقل مواصفات للوزن، من الأفضل التخطيط لنصف قطر انحناء أكبر من سمك اللوحة واستخدام الانحناء الحر كلما أمكن ذلك. غالبًا لا يؤثر نصف قطر الانحناء الأكبر على جودة القطعة النهائية واستخدامها في المستقبل.
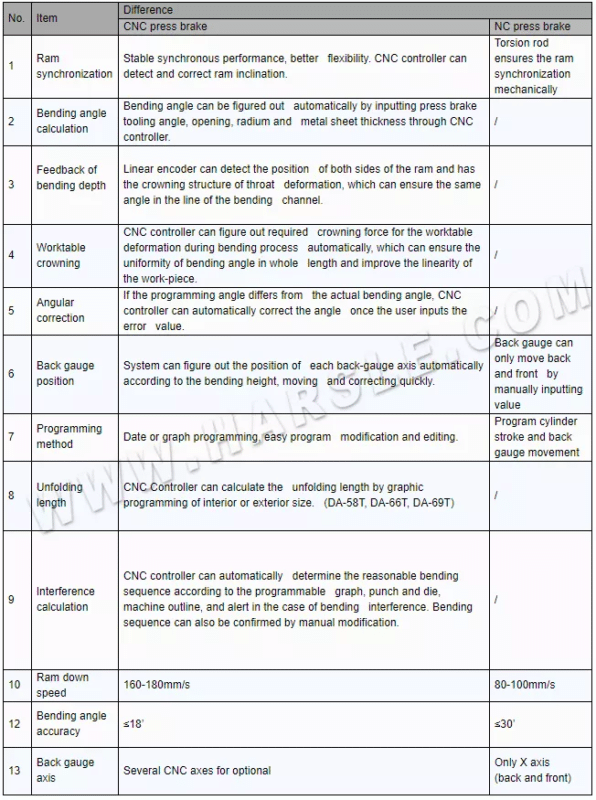
الدقة – CNC الذكية
دقة الانحناء عاملٌ يجب مراعاته بعناية، وهو ما يُحدد ما إذا كنتَ ستشتري آلة ثني CNC أم آلة ثني عادية. يجب أن يُراعي اختيار آلة الثني دقة النظام الميكانيكي والمؤشرات الصلبة المُستخدمة، لأن الخطأ، من وجهة نظر علمية، أمرٌ لا مفر منه، ولا يُمكن تقليله إلا إلى أقصى حد. بعض قطع العمل نفسها وبعض الأجزاء البسيطة ضمن نطاق أخطاء محدود مقبولة، فلا داعي لشراء آلة ثني عالية الدقة؛ ويجب أن تكون بعض قطع العمل دقيقة للغاية، مما يتطلب آلة ثني عالية الدقة، لذا يُنصح بشراء آلة ثني CNC.

إذا كانت دقة الانحناء المطلوبة ± 0.5 درجة ولا يمكن تغييرها عشوائيًا، فعليك اختيار ماكينة ثني CNC. عادةً ما تكون دقة تكرار منزلق ماكينة الثني CNC مضمونة عند ± 0.01 مم، مما يتطلب استخدام هذه الدقة العالية وأدوات عالية الجودة لتشكيل زوايا دقيقة. تبلغ دقة تكرار منزلق ماكينة الثني العادية ± 0.5 مم، ومع استخدام ظروف قالب مناسبة، ستظل هناك انحرافات تتراوح بين ± 2 و3 درجات. بالإضافة إلى ذلك، تتميز ماكينات الثني CNC بأنظمة تثبيت سريعة وتغيير سريع للقالب، مما يجعلها خيارًا مثاليًا لثني العديد من القطع الصغيرة.
الأداة – التآكل والتلف
كما أن قوالب الانحناء لها تأثير مباشر على دقة الانحناء، لذا تحقق من تآكل القوالب بشكل متكرر عن طريق قياس الطول من مقدمة القالب العلوي إلى كتف الطاولة والطول بين القالب السفلي وكتف الطاولة.
بالنسبة للقوالب التقليدية، يجب أن يكون الانحراف ± 0.01 مم لكل 10 مم، ويجب ألا يتجاوز انحراف الطول الإجمالي ± 0.15 مم. أما بالنسبة لقوالب الطحن الدقيق، فيجب أن تكون الدقة ± 0.005 مم لكل 100 مم، ويجب ألا يتجاوز إجمالي الدقة ± 0.05 مم. يُفضل استخدام قوالب الطحن الدقيق لآلات الثني CNC، والقوالب التقليدية لآلات الثني العادية.

ملخص
عند شراء آلات الثني، سواءً كنتَ مستخدمًا أو مُصنِّعًا للمعدات، فإنَّ أهمَّ ما يهمُّك هو شراء آلة ثني اقتصادية وعملية، مع مراعاة العديد من العوامل في آنٍ واحد، بما يتناسب مع وضعك الحالي. هذه النقاط ليست سوى لمحة موجزة عن بعض الجوانب، وأفضل طريقة هي اختيار مُصنِّع محترف لآلات الثني، ليُقدِّم لكَ خططًا بديلة متعددة تناسب وضعك الحالي، مما يجعل خطة الحل أكثر منطقية وفعالية.
America-Miami-Customer-Feeback.jpg)










